“EDM Hole Drilling is an advanced metal fabrication technique that creates intricate metal shapes through controlled electrical discharges. It replicates precise patterns, ensuring the production of sophisticated parts with exceptional accuracy.”

Hole Drilling EDM, also known as fast hole EDM, micro hole EDM, hole popper EDM, deep hole drilling EDM, and small hole EDM, is an untraditional subtractive manufacturing technique for drilling optimal cuts and holes in metals. Compared to other conventional drilling techniques, EDM helps to drill even the smallest diameter or microscopic holes that were not possible through these traditional methods.
Moreover, it offers flexibility in working with various hard metals, including steel, aluminum, and copper, ensuring that design engineers can achieve their desired specifications precisely and effectively. Furthermore, It delivers high-quality, smooth finishes that require minimal post-processing.
This article will focus on critical aspects of EDM drilling, its applications, benefits, drawbacks, and many other things.
EDM Hole Drilling: An Overview
EDM Hole Drilling
Electrical Discharge Machining, or EDM, is a convenient machining technique that fastidiously creates precise deep or small-diameter holes in highly conductive materials.
This ingenious technique utilizes a controlled rotating electrode to erode or vaporize the material. The primary benefit of employing EDM for drilling holes is its ability to produce minimal waste during machining. Moreover, it helps to form fine holes with accuracy and perfection.
Try Prolean Now!
EDM Hole Drilling: Working Mechanism
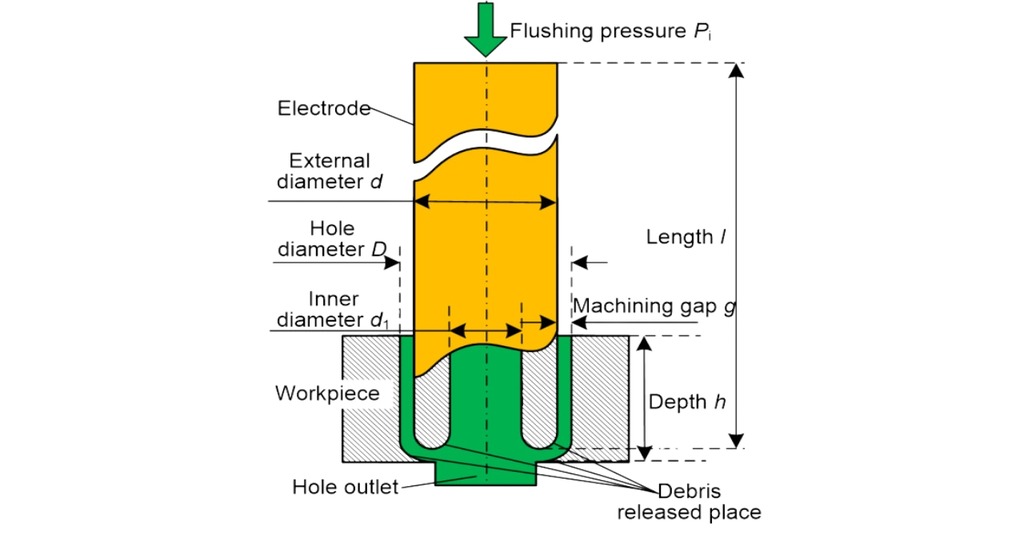
Hole drilling EDM working principle
Working Mechanism:
- The process starts by generating an electric discharge or spark between the electrode and the job material. This rotating hollow electrode is typically made of brass, copper graphite, and tungsten carbide.
- This high-energy electric discharge erodes the material by creating a small optimal hole in the workpiece.
- During the process, dielectric fluids (deionized water or oils like kerosene or paraffin oils) are continuously flushed through the gap between the electrode and the workpiece. These fluids help remove eroded material (debris) and cool the workpiece by preventing thermal damage while drilling.
Types of EDM Drilling
In modern sheet metal fabrication, Two types of EDM Drilling, Wire EDM, and Sinker EDM, are of great use. Let’s discuss the critical aspects of these types;
1. Wire EDM
Wire EDM is also titled wire-cut EDM or WEDM. This extraordinary technique uses a thin conductive wire made of zinc-coated brass as an electrode. The electrode is guided along a programmed path, typically controlled by CNC (Computer Numerical Control), to create cuts and contours in the workpiece.
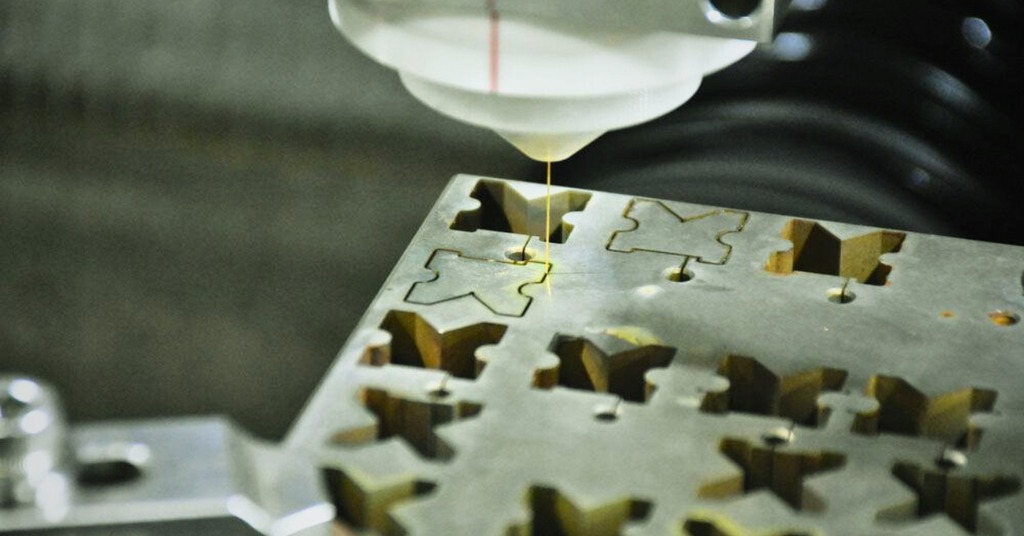
Wire EDM Drilling
The job material and wire electrode are imbued in a dielectric fluid to facilitate electrical discharges and remove eroded material. Wire EDM services are particularly suitable for drilling contours in inclusive conductive materials such as metals, alloys, and some ceramics.
This process is widely applicable in aerospace, automotive, and tooling industries for creating complex components with high accuracy and repeatability.
2. Sinker EDM
Sinker EDM, or ram EDM, uses an electrode of graphite or copper to create deep holes in the workpiece. Similar to wire EDM, in ram EDM, the job material and electrode are immersed in a dielectric fluid, and electrical discharges occur between the two.

Sinker EDM Drilling
This results in eroding material from the workpiece to form the desired shape. This technique is commonly exploited for shaping molds, dies, and tooling components with complex geometries, and finer details.
Moreover, the process is favored for applications where tight tolerances and excellent surface finishes are required. These features make it preeminent for industries such as injection molding and die casting.
Related To: Electrical Discharge Machining: Types and Applications
Components of an EDM Drilling System
EDM drilling is accomplished through the collaboration of several components and systems, including power supply, electrode, control system, and others.
Table: EDM Drilling Applications
| Component | Description | Function |
| Power supply | Provides electrical energy for the process. | Generates controlled electrical pulses transmitted to the electrode, creating electrical discharges. |
| Electrode | Responsible for creating the hole in the workpiece. Made of conductive material like brass, copper, or tungsten. | Selected based on the material being drilled and the desired hole size and shape. |
| Dielectric fluid system | Flushes away the vaporized material and helps stabilize the electrical discharges. | Typically deionized water or oil, is delivered to the drilling area through a nozzle or electrode tube. |
| Control system | Manages the EDM drilling process, including electrode speed, power settings, and dielectric fluid delivery. | Provides precise control over the drilling process, ensuring accuracy and consistency. |
Alternative Techniques of EDM
Here’s a table that demonstrates the alternatives to EDM Drilling in terms of similarities, differences, and cut dimensions.
Table: Alternative techniques to EDM, their similarities & differences
| Methods | Similarity | Difference | Cut Dimensions |
| Laser Cutting | Non contact cutting techniques | Uses a focused laser beam to remove material | Small holes typically range from 0.1 mm to 5 mm in diameter. |
| Ultrasonic Cutting | Minimal burr formation |
Utilizes ultrasonic vibrations to cut material and drill holes, no electrical connectivity required |
Small to medium-sized holes, typically ranging from 1 mm to 15 mm in diameter |
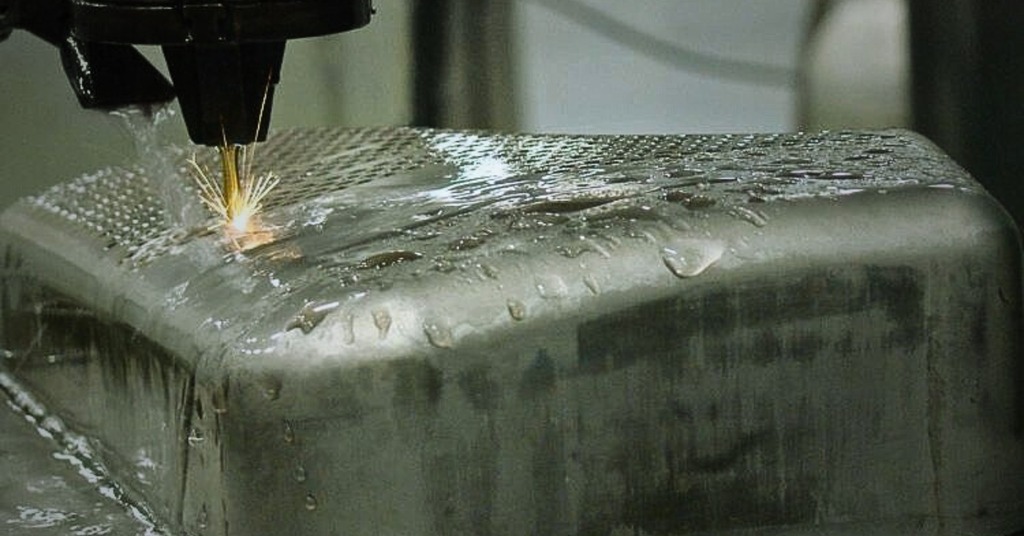
| Waterjet Cutting | Applicable for cutting numerous metal grades | Employs high-pressure water mixed with abrasives to cut through materials | Medium to large-sized holes, typically ranging from 5 mm to 50 mm in diameter. |
Related to: A Look at the Precision and Accuracy of EDM
What are the advantages of EDM Hole Drilling?
EDM hole drilling method possesses several benefits over other drilling techniques; These are;
- EDM Hole Drilling offers exceptional accuracy in creating intricate holes with tight tolerances.
- Moreover, hole drill EDM produces highly smooth cuts with minimal heat-affected zones and does not cause any severe mechanical stress to the job metal by preserving its integrity.
- The process generates burr free and clean precise holes. This superior functionality reduces the need for secondary finishing operations.
- It offers economical and speedy options for producing small-volume parts or prototypes with intricate hole requirements.
- EDM Hole Drilling is a non-contact machining process, which discounts tool wear and allows for precise control over hole dimensions and sizes.
Tips for Optimizing EDM Drilling Process
To ensure the best results from your EDM drilling process, consider the following tips:
1.Material selection: Choose the appropriate material for your EDM drilling application. Different materials have different conductive properties and hardness levels, which can affect the drilling process.
2.Electrode selection: Select the right electrode material and shape for your drilling application. The electrode material should have good electrical conductivity and be resistant to wear.
3.Optimize drilling parameters: Adjust the drilling parameters, such as voltage, current, and discharge duration, to optimize the drilling process.
4.Dielectric fluid management: Ensure proper management of the dielectric fluid throughout the drilling process. Monitor the dielectric fluid level, maintain cleanliness by using effective filtration systems, and replenish or replace the fluid as needed.
5.Maintain machine cleanliness: Keep the EDM drilling machine clean and free from debris. Regularly clean the work area, remove any accumulated chips or debris, and inspect and clean the electrode and tooling system.
6.Regular maintenance and calibration: Schedule regular maintenance and calibration of the EDM drilling machine to ensure its optimal performance. Follow the manufacturer’s recommendations for maintenance tasks such as lubrication, alignment checks, and electrical system calibration.
7.Operator training and expertise: Provide comprehensive training to the operators who will be handling the EDM drilling process. Ensure they have a thorough understanding of the machine’s operation, safety protocols, and troubleshooting techniques.
What are the Disadvantages of EDM Hole Drilling?
Let’s evaluate the demerits of using the EDM hole drilling process;
- Hole Drill EDM is slower compared to other traditional drilling methods, especially for thicker materials or larger holes.
- The equipment and operating costs for EDM machines is relatively high, making it less effective and economical for high-volume production runs.
- The process is only applicable to conductive metals. And overcuts can be formed.
- The electrodes can wear over time, which leads to additional maintenance and tooling costs.
- However, EDM can produce inch-perfect holes but it may result in a rougher surface finish compared to other drilling methods.
- This process generates high heat and produces metal debris, which may require proper ventilation and waste disposal measures further.
Try Prolean Now!
Commonly Used Metals For EDM Hole Drilling
Numerous metals and alloys are compatible with the hole drill EDM technique. These metals are known for their exceptional conductive nature. Let’s discuss their features in detail;
Steel
Various grades of steel such as carbon steel, tool steel, and stainless steel are favored for EDM drilling. Among these grades, carbon steel comes with exceptional strength and relative affordability. Tool steel is specifically designed for tooling applications where toughness, wear resistance, and heat resistance are required.
Lastly, Stainless steel, for its corrosion resistance and aesthetic appeal, finds applications across the automotive food processing, and medical sectors.
Aluminum
Aluminum offers superior electrical conductivity. This peculiar property imparts high electric discharge during the drilling processes. Moreover, its lightweight characteristics, corrosion resistance ability, and high thermal conductivity make it ideal for applications such as aircraft components, automotive parts, electronic enclosures, and consumer products.
The best part of aluminum is that It’s not harmful to the environment, which makes it sound to use in lots of applications across aerospace and automotive sectors.
Copper
Copper is highly conductive among other metals. But it’s relatively expensive from other materials. Copper finds its extensive use in electrical and electronic industries for wiring, connectors, circuit boards, and electrical components where conductivity is vital.
Brass
Brass is an alloy composed of copper and zinc. Mostly, design professionals employed brass alongside copper due to its excellent machinability. The applications include plumbing fixtures, decorative hardware, musical instruments, and fittings where a combination of durability and aesthetics are.
Titanium
Titanium is a lightweight yet strong metal. Its use in aerospace, medical, and industrial applications is considerable. Its high strength-to-weight ratio, corrosion resistance, and biocompatibility make it sound for aircraft components, medical implants, and high-performance machinery applications.
Nickel Alloys
Inconel and Monel, two common grades of nickel are employed due to their high temperature, corrosion resistance, and superior strength. These are used in aerospace, marine, chemical processing, oil and gas industries for applications requiring durability under harsh conditions.
Tungsten
Tungsten is relatively softer than other materials. It’s often used along with copper. Its high melting point, hardness, and wear resistance make it suitable for tooling applications such as drills, cutting tools, dies, and high-temperature profile components.
Applications of EDM Hole Drilling
Many industries opt for drill hole EDM for various industrial applications. Its use spans from aerospace to consumer products. Let’s discuss how these sectors benefit from this reliable technique.
1. Aerospace Industry
This technique is widely adopted in the automotive industry to create microscopic holes in turbine blades, aero blades, engine parts, and aircraft structures.
These holes are essential for regulating temperature and ensuring optimal performance of aerospace engines. EDM hole drilling is broadly exploited to shape aircraft assemblies and shape fuel injector nozzles, hydraulic components, and structural fittings.
2. Automotive Industry
EDM drilling is the right fit for automotive parts such as fuel injectors, engine valves, bumpers, portions of bumpers, and brake systems. It provides customization and improves vehicle overall efficiency. Moreover, it is also applied to shape automotive components like fuel injector spray patterns, valve seats, and sensor housings.
3. Medical Industry
Today, the medical industry is rapidly growing. EDM hole drilling anticipates the creation of intricate features in surgical tools, disposable syringes, orthopedic and dental implants, screws, bone fixation plates, and surgical tool components with dimensional stability and sound surface finishes.
4. Tool and Die Making
Tool and die makers excessively count on EDM hole drilling for creating injection molds, die-casting, and stamping dies for various industrial applications.
Moreover, it’s widely applicable to drill cooling holes, ejector pin holes, and small features in tool steels, carbide, and other tooling materials.
Furthermore, It is applied in mold and die maintenance for repairing damaged molds, removing broken inserts, and enhancing the overall tool performance.
5. Electronics Industry
In electronic applications, hole drill EDM is integral. It creates microscopic holes in printed circuit boards (PCBs), microelectronics, PCB vias, and microfluidic channels.
6. Energy and Power Generation
EDM finds diverse applications in energy sectors. It enables the manufacturers to drill contours in gas turbine components, steam turbine blades, and power generation auxiliaries.
Moreover, it facilitates the creation of cooling holes, flow channels, heat exchanger tubes, combustion chamber components, turbine airfoils, and intricate geometries in high-temperature alloys.
Read More: EDM (Electrical Discharge Machining) in Medical Device Manufacturing
Try Prolean Now!
Choose Prolean For Precision and Accuracy for your Drilling Projects
At Prolean, our technical expertise ensures preeminence in your projects. Our cutting-edge EDM services offer a wide range of material options, including aluminum, steel, copper, polymers, and more.
Our engineers will help you achieve even tighter tolerances up to ±0.0002″ (0.005mm) with a short turnaround. Start your metal manufacturing process with prolean exceptional EDM Hole Drilling solutions.
Contact us today for a free quote for your specific needs.
Read more:
- Ultimate Guide To Tap For Threads | Thread Tapping Technique and Types
- The Details of Accurate Grinding: A Practical Guide
Summing Up
Hole drilling EDM has become a highly adaptable machining process used in various industrial applications. This EDM type offers exclusive benefits and is capable of working with the hardest materials. It produces minimal tool wear and heat-affected zones.
Moreover, it finds applications in aerospace, automotive, medical, electronics, tooling, and energy to consumer electronics. Where micro-holes, cooling holes, and delicate features are integral.
However, there are certain advantages like its ability to drill precise holes in hard materials, but it also possesses a few limitations in the form of slower machining speeds and higher initial costs. So, optimizing these downsides involves selecting appropriate machining parameters, ensuring correct electrode alignment, using flushing dielectric fluids, and maintaining the equipment regularly.
Overall, EDM hole drilling contributes to the production of superior-quality components essential for advanced technologies and infrastructure.
FAQs
Q1. What factors affect the performance of EDM Hole Drilling?
Certain critical factors could impact the performance of drilling such as;
- Electrode material
- Dielectric fluid
- Machining parameters for instance; voltage, current, and pulse duration
- Job material, and
- Part geometry
Q2. Is EDM Hole Drilling suitable for mass production?
While EDM Hole Drilling is highly accurate and precise, it is typically used for producing smaller quantities of parts due to its slower machining speeds compared to other mass production methods.
Q3. What are the useful tips to optimize EDM Hole Drilling processes?
Tips for optimizing EDM Hole Drilling include; selecting appropriate machining parameters, ensuring proper electrode alignment, using high quality dielectric fluids, and maintaining equipment regularly for optimal performance.
Q4. Materials that can be drilled using an EDM drill hole?
This technique applies to highly conductive metals such as alloys, ceramics, and semiconductor materials.
Q5. What are the limitations of EDM Hole Drilling?
Limitations of EDM Hole Drilling include slower machining speeds compared to traditional drilling methods, higher initial equipment costs, and restrictions on non-conductive materials.
Resource
Afzal Ahmad, (2021), Novel EDM deep hole drilling strategy using a tubular electrode with orifice: CIRP Annuals: DOI: 10.1016/j.cirp.2021.04.004, Retrieved From Science Direct


We need some Titanium EDM machined parts, do you provide EDM services for titanium?
Yes! We have different options of titanium grades for EDM machining project.