“Wire EDM machining uses electric-charged wire to perfectly shape highly detailed parts with extreme precision. This method is exceptional for high-strength materials and tight tolerances.”
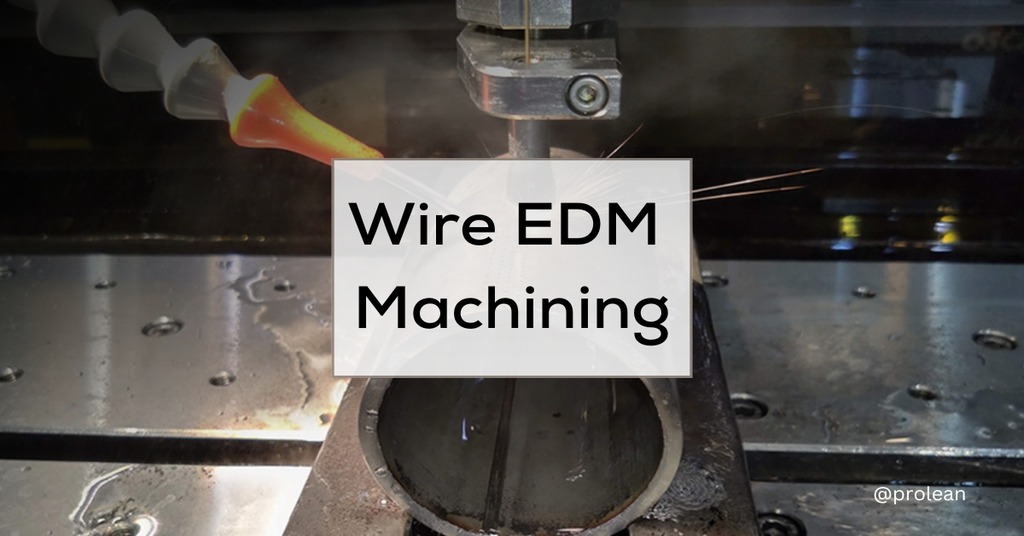
Electrical Discharge Machining (EDM) is a micromachining process in which electrical sparks erode material from the workpiece. This process is best known as spark machining because sparks are produced between two electrodes during the cutting and shaping of the metal. One of the types of EDM machining is called wire EDM, in which a thin metal wire, usually of brass or copper, is used as the tool electrode to cut through the metal. Generally, the wire is used as a helix, and the diameter may vary from 0.004 inches to 0.10mm to 0.30mm in width. It is fed continuously between two spools to replenish the active section so it does not wear out quickly. Deionized water is employed to conduct electricity and avoid rust formation. Since the wire moves along a predetermined path, it provides a highly accurate contouring or cutting of the workpiece.
Components of a Wire EDM Machine
Wire EDM machining
Wire edm technology comprises various parts that make it possible for the machine to cut materials precisely. Below are the critical components of the machine:
- CNC Tools
CNC tools are usually used to control the whole EDM machining process. These tools determine the flow of how the wire will be guided for the cutting. The type of CNC tools used is inversely proportional to the machining time, and the error tolerance becomes a significant issue.
- Power Supply
The supply unit usually generates electrical pulses of 100V to 300V for both the wire electrode and the workpiece. It controls the rate and magnitude of the electric pulses to improve their contact.
- Wire Electrodes
The wire is the electrode that produces the electrical discharge required for machining. The diameter of the wire varies usually from 0. 05 to 0. 25mm, and this depends on the shape and thickness of the workpiece that is being machined. Common types of wires used include:
- Brass Wires: These copper-zinc alloys are mostly preferred for electrical conductivity and are called brass wires. The cutting speed of the wire increases with the increase in the zinc content, but it has to be controlled because high zinc decreases corrosion resistance.
- Zinc-coated Wires: These wires have an outer zinc or zinc oxide layer, increasing the machining speed.
- Diffusion-annealed Wires: These wires are manufactured when the proportion of zinc is more than 40%. It also applies to mass production because it improves the wires’ machining characteristics on different materials.
- Dielectric Medium
In the Wire EDM process, the dielectric fluid, normally deionized water, operates in the tank. It also avoids deposits on the wire electrode and cools the process, giving the workpiece a smooth surface finish.
- Electrodes
In a Wire EDM machine, the wire acts as the cathode, and the workpiece acts as an anode, where the Wire EDM machine electrodes are the wire and the workpiece. A servo motor regulates the wire electrode to not touch the workpiece and ensures good machining quality.
Try Prolean Now!
What Is Wire EDM & How Does It Work?
In the wire EDM process, the material is precisely cut and removed from a workpiece by generating electrical discharges between a fine wire electrode and the conductive material. Let’s divide the process into a few steps;
Material Removal Process:
Wire EDM uses electrical sparks in the form of a thin wire electrode and a conductive material to remove material from the workpiece. The sparks wear the material away, which is why this technique suits rigid and conductive materials.
Dielectric Fluid
The wire EDM process uses a non-conductive fluid known as a dielectric. This fluid helps to isolate the wire from the workpiece so that it does not come into contact with it and also helps to remove debris to ensure a smooth and continuous cutting process.
Starting the Process
Wire EDM begins by making a small hole or slot in the workpiece from the edge. The wire does not touch the material; the operation employs electric sparks to shape the workpiece.
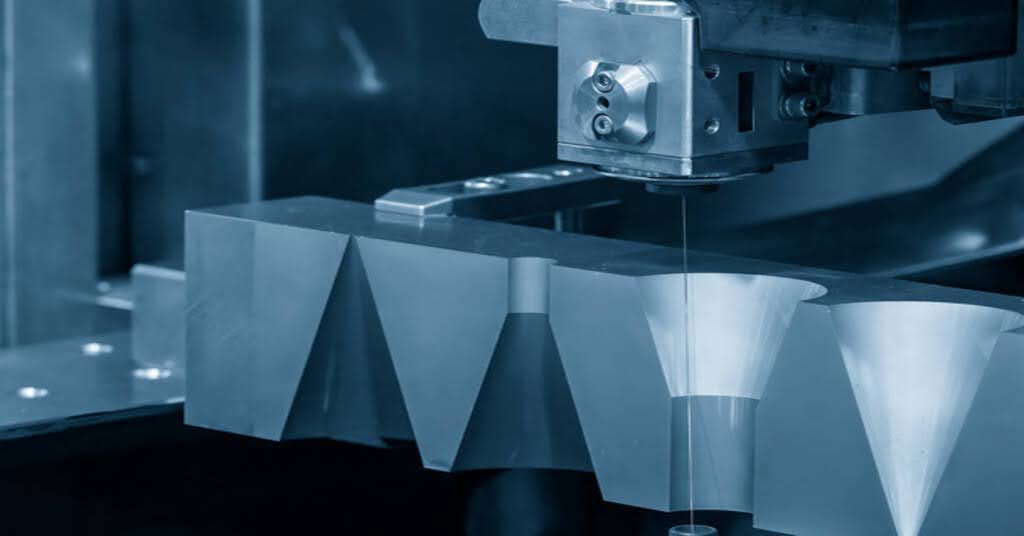
Wire Movement and Tapering
EDM wire can be fed in any direction during the operation, making it possible to create tapers or different thicknesses on different surfaces. This flexibility is imperative to ensure the precision of the manufacturing of complex parts.
Cutting and Skimming
EDM wire cutting can be a single or two passes, depending on the pass type. The first pass is the roughing pass, while the second is the finishing pass. The wire usually places the material in one sweep and removes the excess piece. Skimming helps establish the ultimate dimensions and contours and plan the surface.
Electrical Discharges and Ionization
Low-voltage pulsed electrical discharges between the negative wire electrode and the positive workpiece are employed. This leads to the movement of the electrons, creating an electric current that ionizes the deionized water, creating a plasma channel for cutting.
Heat Generation
The electric current generates temperatures of about 10,000°C and melts and vaporizes the material touching the wire. The dielectric fluid then washes out the molten material, scribing a clean cut through the material.
Precision and Tolerances
Due to process sensitivity, slower speeds and power increases can lead to an error of up to +/-0.0002 inches. The cuts could be more accurate at higher speeds, with about +/- 0.001-inch tolerances.
Related To: Electric Discharge Machining: An Essential Beginner’s Guide
EDM vs. Wire Cut EDM
EDM and wire cut are non-traditional machining processes, but they operate differently and are used differently.
EDM operates with a tool electrode, usually of copper or graphite, which is used to cut the material from the workpiece to form the three-dimensional cavities. The electrode is then trimmed to the final product, and other conventional cutting and shaping processes are performed. In the EDM process, the spark electrode also works by pulsating, which helps cool and clean the working area of debris. EDM accuracy is, therefore, mainly dependent on the accuracy of the electrode that is to be machined. This method’s strength is in producing complex shapes in molds and die-casting tools and is suitable for pre-hardened materials. This capability helps minimize post-machining treatments and costs and prevents distortion of hardened tools.
The wire-cut EDM employs a thin and continuously fed wire as the electrode and is suitable for two-dimensional cutting. The conventional EDM is ideal for creating a 3D cavity, while the Wire-Cut EDM is ideal for creating 2D profiles. It is widely used to make extrusion tools and punch/die sets. This process is most useful where a high level of precision is needed, as in aerospace or military applications, and it can also perform well on rigid materials with high accuracy.
Table: Comparative analysis of Wire Cut Vs EDM
| Aspect | Wire EDM | EDM |
| Tool utilized | Utilizes a thin wire electrode (0.010’’ diameter) | Uses a solid tool electrode (e.g., graphite, copper) |
| Tool & workpiece gap | A spark gap between the thin wire and electrode 0.01 to 0.5 mm is maintained by the servo system | A thin gap of 0.025mm is maintained by a servo system |
| Cutting approach | Achieves cutting via wire erosion in multiple-axis planes | Achieves cutting via spark erosion |
| Compatible materials | Suitable for highly conductive and hard materials with varying thicknesses | Primarily suitable for metals with relative thickness up to 44 mm or (1 ½) inch. |
| Precision levels | Offers high precision due to the stranded wire up to 0.004’’. | Commonly well suited for more rigid cuts. |
| Cutting speed | Typically operates at a slower pace due to the wire feed rate at 21 mm² /min. | Operates at faster cutting speeds |
| Setup | It may involve additional setup complexity due to wire threading | Generally requires a simpler setup process |
Wire EDM vs Sinker EDM
This section will discuss the differences between Sinker EDM and Wire EDM.
Sinker EDM

Sinker EDM
Sinker EDM Ram EDM or Die Sinking is an effective process for making cavities in a workpiece. In this method, the tool or electrode used is made from graphite, copper, or tungsten and is built up in a positive form of the cavity to be produced. The tool is then slowly lowered into the workpiece, removing the material to create the cavity. At the same time, the spark gap is kept constant. Sinker EDM is applied in manufacturing molds, dies, and components with sharp internal corners and deep ribs in hard materials like tool steel. The process is beneficial in producing intricate shapes that cannot be easily generated by conventional machining.
Wire EDM

Wire EDM
Wire EDM or Wire Cutting is a process in which a thin wire is used as the electrode to cut hard materials with high accuracy. In Sinker EDM, cavities are formed, but in Wire EDM, the cut is right through the workpiece. The wire, typically brass, is shaped using computer numerical control controlled diamond guides that slide along the X and Y axes to shape the workpiece without actually coming into contact with it. The dielectric fluid is deionized water, which cools the process and removes eroded material. Wire EDM is suitable for making high-precision parts, large-thickness plates, and components with fine surface finish requirements, such as automotive and aerospace components, punches, and extrusion die.
How Accurate Is Wire EDM?
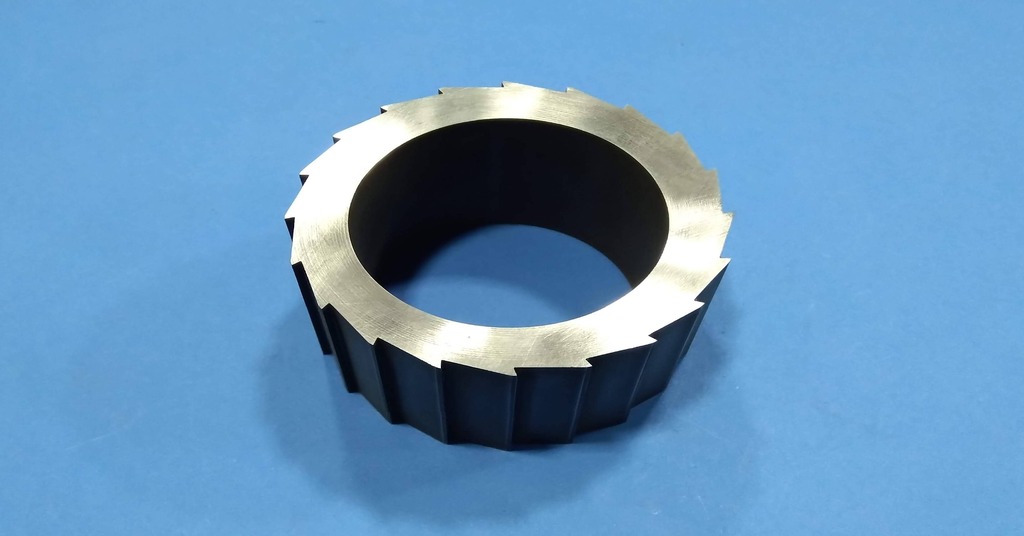
Precision wire EDM machined part
Wire EDM machines are exact machines and can be operated to an accuracy of up to 0.0025 mm. Surface finishes are as fine as 1.5 Ra, especially when using multi-pass techniques and particular parameters. As the machine proceeds along the cutting path, a slot is created and continuous, with the width theoretically equal to the wire diameter plus twice the spark gap. However, in practice, it may be more due to the sparks produced between the wire and the surface of the workpiece. The exact slot width can be derived from the formulas provided by the machine manufacturer and should be noted at the time of wire cutting.
Because Wire EDM is a heat process, there is a possibility of having a heat-affected zone and a recast layer on the workpiece. Due to maintaining the quality of the final product, this layer of recast is usually required to be removed by other secondary processes. However, wire EDM is most efficient when the shape of the workpiece is complex, and the size tolerance is small, which is very difficult to achieve with other conventional machining methods.
Try Prolean Now!
Pros & Cons of Wire EDM
Like any other method, EDM has pros and cons; therefore, the following are the advantages and disadvantages of wire EDM.
Pros:
- Wire EDM is not limited to hard materials; it can be used on relatively softer materials without distorting their shape since the wire EDM does not touch the material.
- Most Wire EDM machines do not require wire rethreading; they are self-threading, so cutting can continue as soon as the wire has been broken and re-threaded.
- It can also create shapes and patterns that are hard to develop when using conventional material removal methods.
- Wire EDM also provides a better surface finish for the workpieces than many other processes and is highly accurate.
- Unlike conventional machines, Wire EDM systems require little fixturing, making them easier to set up.
Cons:
- Despite improved technologies like CNC and AWT that have helped raise the production rate, Wire EDM is relatively slower than the other machining methods.
- This technique only applies to conductive material, so its number of applications is limited.
- Wire EDM machines are easy to operate but require more attention than other machines of the same category. Also, the cost of consumables may be high, and more skilled personnel may be needed to operate these machines.
Materials a Wire EDM Machine Can Cut?
Wire EDM machines are very flexible as they can be used to make complex shapes and designs on the material of the workpiece, especially inside electrically conductive materials. It is suitable for hard and soft materials and is thus applied in various fields, including the textile, automotive, and aerospace industries. Here are some common materials that can be cut using a Wire EDM machine:
Aluminum
Aluminum is also characterized by high thermal and electric conductivity. Nonetheless, because of its inherent softness, cutting aluminum with Wire EDM can be challenging because it may result in a gummy condition on the workpiece after machining.
Titanium
Wire EDM is especially suitable for cutting titanium since the process can deal with the material’s stickiness and control the formation of long chips. It employs deionized water as the dielectric medium, which assists in maintaining the heat produced during the machining process.
Steel
Wire EDM is commonly used with steel, which is more suitable than CNC machining. However, because of the high temperatures involved in the process, further measures must be taken to enhance its efficiency.
Brass
Brass, a high-tensile strength material, is relatively easy to cut using Wire EDM. However, because brass is softer, the cutting speed must be reduced to avoid problems like the one described above.
Graphite
Graphite is not friendly to most conventional cutting tools but is friendly to the Wire EDM process. The wire electrode is sharp to minimize particle pull-out; thus, the material has clean sectioning.
Wire EDM Cutting and Conventional EDM: a Comparison
A wire-cut EDM is an advanced version of traditional EDM, sharing a similar operational concept but differing in several key aspects:
Electrode
Wire EDM uses a heated wire as an electrode, while conventional EDM electrodes are made of highly conductive materials such as graphite or copper. These electrodes are available in different forms and sizes, determining the cut’s quality. For example, a round electrode gives the best surface finish and is followed by square, triangular, and diamond-shaped electrodes. The conventional EDM electrode creates a cavity with a negative replica of the workpiece on the electrode surface.
Machining Speed
Traditional EDM involves using electrodes of various geometries; the electrodes must be designed and modeled before the machining process, thus taking a lot of time. On the other hand, Wire EDM is immediately prepared for use once the wire is inserted and hence suitable for use in applications that must be completed as soon as possible.
Accuracy
Because of its wire electrode, wire EDM is more accurate than conventional EDM, making cuts of 0.004 inches possible. This precision makes Wire EDM ideal for creating more complex shapes than conventional EDM for less detailed cuts.
Applications of Wire EDM
Wire EDM is widely applicable since it is effective on ferrous and non-ferrous materials and is used in many industries. It can work on both big and tiny parts, while conventional EDM is more suitable for more complex and thicker materials, as the thickness of the wire in Wire EDM may be a problem. Wire EDM is used in almost all fields for prototyping and small—to large-scale production. Brief descriptions of some major industries that benefit from this accurate machining method are highlighted below.
Automotive Industry
Automotive parts are usually irregular in shape and size and made from hard materials. Wire EDM is used in this industry because it is not a force-based technology, and the wire electrode does not have to be stronger than the material to be cut. This process is optimal for making holes, cavities, and other features on car components, such as bumpers, instrument panels, and doors.
Medical Industry
Wire EDM is used in the medical industry because complex parts must be produced with high tolerance. This precision is important in all branches of medicine, including optometry and dentistry. The edm medical machining manufactures stringent medical products, including the minor features in dental implants and syringe parts, without affecting the metals’ strength.
Aerospace Industry
Wire EDM is indispensable in aerospace since the parts need high accuracy and surface finish. This method is primarily used in cutting parts that cannot withstand heat and stress, which is characteristic of conventional machining. Wire EDM has been applied in the aerospace industry to manufacture items such as engines, turbine blades, and landing gear parts with high dependability and accuracy.
Tool & Die Industry
Custom tools and dies are central parts of creating several industrial products. For example, die casting, forging, injection molding, blanking, extrusion, and all other dies commonly rely on wire EDM. The reason is that cavities of tools and dies are complex to design, and mostly require intricate features. Thereby, wire edm helps to replicate thin-walled patterns of tools and dies.
Electronics Industry
The wire EDM process plays an integral role in manufacturing electronic appliances. It produces tight-fit holes in printed circuit boards(PCBs) and microelectronics, semiconductor parts, and connectors. Moreover, electronic sectors are growing rapidly nowadays. Solar panels are one prominent example of their emergence. As a result, thanks to the wire EDM machine, it creates microchips for solar inverters in this aspect.
How Does Small-hole EDM Work?
The hole drilling EDM is a subcategory of EDM technology. This method employs a small, tubular electrode that may measure 0.010″ tolerance. The electrodes used are cylindrical with a diameter ranging from 0.25mm to 0.3mm and rotated on a spindle similar to a drill bit of a regular drill. Also referred to as an EDM drill, this electrode is charged electrically by a servo-controlled generator that generates sparks.
A water-based dielectric fluid circulates through and around the rotating electrode during hole-drilling EDM machining. This fluid provides a controlled environment through which the tiny sparks generated can quickly transfer from the electrode to the workpiece. When the sparks impact the workpiece, they cause the surface to wear and develop small pockets. Gradually, millions of such small pockets join together to form the small, accurate holes needed in the design.
The electrode diameter and power settings control the hole size well, ensuring high accuracy. CNC ISO codes identify each hole’s exact position and depth, thus eradicating operator-induced mistakes.
The EDM machines at the Prolean Tech platform are fitted with automatic electrode changers, which allow unintermittent machining and increase efficiency and accuracy. Contact us now to learn more about our wire EDM services and request a quote.


Nice description on wire EDM, we also use wire and die sink edm machines in our factory