
EDM manufacturing
Electrical Discharge Machining (EDM) is also called spark machining and it is a manufacturing process that uses electrical discharges that remove material from a workpiece. EDM manufacturing is a high-precision machining method.
While conventional machining methods use cutting tools and chipping material away from the workpiece, EDM relies on electrical energy from sparks. EDM machining erodes electrically conductive materials without having to use physical tools.
In this blog, you’ll learn about the importance of EDM manufacturing, advantages of EDM, challenges and how you can select the right machining.
Understanding the Basics of Electrical Discharge Machining
How Material Removal Occurs Through Electrical Discharges
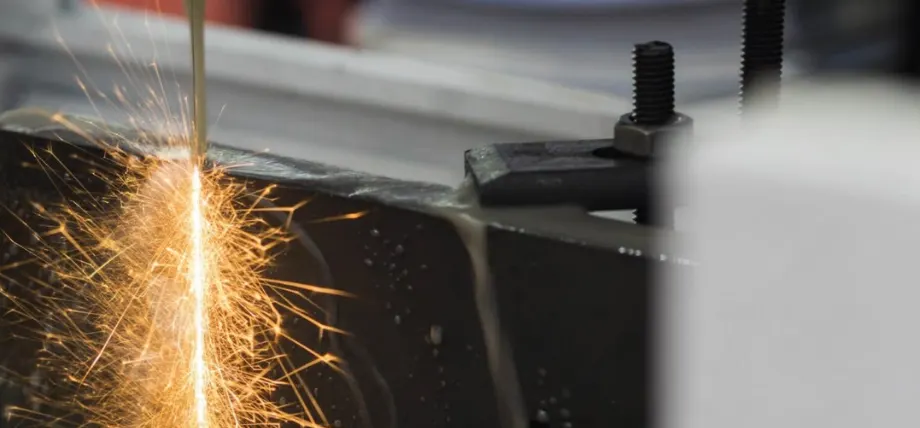
Spark erosion
EDM process relies on a series of rapidly recurring electrical discharges that can erode material from a workpiece. These sparks occur between an electrode and the workpiece and they are not in contact, but separated by a dielectric fluid. The spark generate intense heat, melting and vaporizing material from the workpiece and wearing the electrode.
Wire EDM is also called wire erosion and avoids direct contact with the workpiece. It enables complex shapes to be formed through the machining of hard materials. The electrode and the workpiece remain separated, ensuring high precision.
In EDM manufacturing, a CNC system controls the electrode or wire electrode movement, ensuring precise and accurate material removal.
The Role of Dielectric Fluid in the EDM Process
The most important part of EDM manufacturing is the dielectric fluid. In the EDM process, dielectric fluid acts as an insulator until there is enough electrical potential that creates a spark. Secondly, this fluid also cools the machining area.
The circulation of dielectric fluid facilitates the removal of chips and material from the work area. It maintains a stable gap between the electrode and workpiece and ensures electrical discharges.
You can use various dielectric fluids, the most commonly used dieelctric fluids include hydrocarbon oil and deionized water. Deionized water is crucial to achieving a good surface finish in wire edm.
What Are the Different Types of EDM Machining Processes Available?
There are three types of EDM:
- Wire EDM
- Sinker EDM
- Hole drilling EDM
Each type of EDM machine has a special purpose in manufacturing. The variation in machining roles enables precision machining and versatility, specifically when looking at wire vs sinker EDM.
Wire EDM: Working Principles and Applications

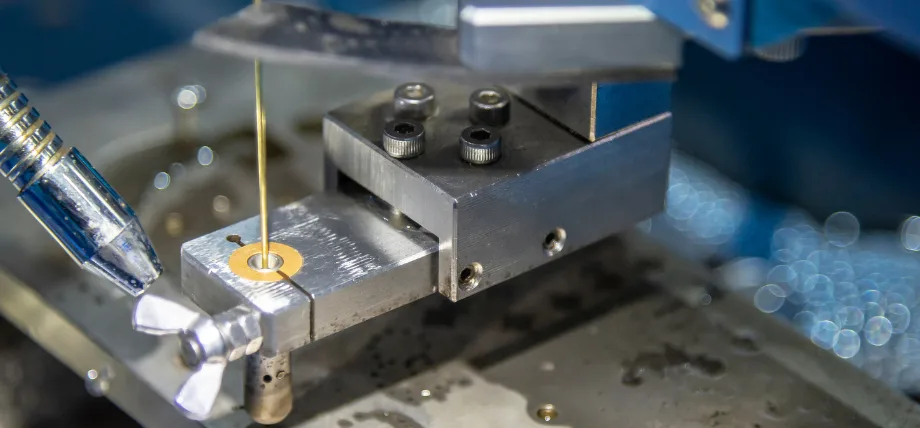
Wire EDM
Wire EDM uses a thin, electrically charged wire as the electrode. The wire electrode which is a brass or copper wire, can cut intricate, complex shapes in conductive materials while being submerged in a dielectric fluid.
A CNC system controls the wire EDM machine’s movement, and the CNC control allows tight tolerances to be made and which makes wire EDM an ideal manufacturing process for extrusion dies and prototype components.
Sinker EDM (Ram EDM or Die-Sinking EDM) Explained

Sinker EDM
Cavity-type EDM or sinker EDM or die-sinking EDM relies on a custom-shaped electrode. The electrode is made of copper or graphite and can create direct cavities in the workpiece.
Electrical discharges erode material at the gaps before points of contact with the sinking die to form precise and accurate cavity shapes. This is useful for making complex cavities in injection molding for a good surface finish.
You can use sinker EDM manufacturing in metal fabrication, automotive, and industrial molds because it machines hard materials effectively.
Hole Drilling EDM for Precision Hole Making
Hole drilling using EDM
Hole drilling EDM can create precise, small, and deep holes in conductive materials using a custom tubular electrode for high-aspect-ratio deep holes.
Dielectric fluid can flush away debris during drilling. This EDM method is commonly used for turbine blade cooling holes and for small fuel injection nozzles. It has the ability to maintain an excellent surface finish.
The type of EDM machine is critical for industries like aerospace, where machining hard materials like titanium is common.
What Advantages Does EDM Offer Over Traditional Machining Methods?
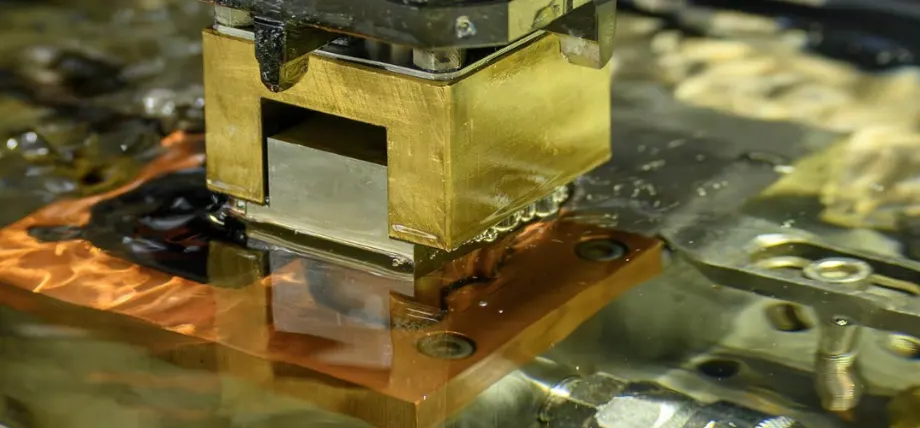
EDM manufacturing using copper
EDM provides significant advantages over conventional machining. It excels in specific manufacturing applications. These EDM benefits enhance its value in precision machining.
Machining Hard, Electrically Conductive Materials with Precision
Materials like steel, titanium, and carbides can be machined using EDM. It uses electrical energy instead of mechanical force, bypassing all mechanical limitations of traditional machining.
Achieving Tight Tolerances and Superior Surface Finish
EDM achieves tight tolerances and an excellent surface finish. It uses controlled electrical discharges that minimize material distortion, unwanted abrasions and ensure high precision in machining operations.
Wire EDM is known to achieve tolerances as tight as +/- 0.0001 inches and sinker EDM can easily produce exact tolerances and excellent surface finish for molds.
Creating Complex Cavities for Injection Molding and Die Applications
When CNC machining materials, it is a common issue for materials to warp, for instance, when machining thin walls. Sinker EDM excels in producing these intricate shapes and cavities which are difficult to machine using conventional techniques.
What Are the Limitations and Disadvantages of EDM Machining?
EDM has notable limitations despite its advantages. These must be considered during process selection. Understanding them ensures effective manufacturing decisions.
Machining Speed
EDM is much slower than traditional machining techniques like CNC milling or CNC turning, especially for roughing passes. The erosion process and flushing of chips take time, which can affect high-volume production.
Specifically, for large parts and workpieces, deep cavities require extended machining time, making EDM less suitable for rapid prototyping and rapid production.
Material Limitations: Working Only with Conductive Materials
The largest limitation of EDM is its restriction to electrically conductive materials. Non-conductive materials like plastics cannot be machined using EDM.
How to Choose the Right Type of EDM Machine for Your Manufacturing Process?

Wire EDM machine
Selecting the right type of EDM machine is influenced by several factors, and most importantly, the production goals and timeline.
Start with the workpiece material and where the part will be used. Wire EDM is better suited for complex contours in flat plates or pre-cut blanks, not just thin materials, and Sinker EDM is ideal for complex cavities and deep cavities.
Both wire and sinker EDMs offer high precision and tight tolerances with excellent surface finishes. Hole drilling is ideal for cutting precise deep holes.
The most critical factor is machining speed. EDM’s slower speed may not suit high-volume production needs in short times. Here, you need to evaluate if precision can justify the machining times.
Ensure the workpiece material is electrically conductive because EDM manufacturing does not work with non-conductive parts.
Precision EDM Machining Services
Prolean-Tech offers high-precision EDM machining services for your parts. Our EDM machining services can produce tight tolerances and smooth surface finishes. Some of the parts we produce are
- Injection molds (for plastic components)
- Die-casting molds (for aluminum, zinc, etc.)
- Blow molds (for plastic bottles, containers)
- Extrusion dies
- Fuel system components
- Cooling holes in jet engine parts
- Engine parts
Conclusion
Electrical Discharge Machining (EDM) is a powerful manufacturing process that uses electrical discharge to erode material from an electrically conductive workpiece. The control of erosion allows for precision machining capabilities.
EDM is ideal for machining hard materials and achieving tight tolerances. It creates complex shapes for injection molding and dies. The only limitation is slower machining speed and material choices, but manufacturers benefit from the precision and versatility it offers.


0 Comments