CAPABILITIES
EDM Machining/ Sinker EDM Service
Our EDM Machining (sinker EDM) service is dedicated to the creation of complex and small features with high precision. We cater to die & mold manufacturing and other numerous industries.
- Tolerance as low as ±0.004 mm
- Handling of hard and difficult materials, tool steel, etc.
- A quick lead time of 3 days
- Deep cavities, grooves, and detailed holes

All uploads are secure and confidential.

Our EDM Machining (Sinker EDM) Service
Sinker or die-sinking EDM is a non-contact machining process that utilizes electrical discharges for material removal. It includes immersing the conductive workpiece and electrode(tool) in a dielectric solution. Then, the power supply creates an electric arc between the electrode and the workpiece material.
At ProleanTech, we have EDM setups with advanced control systems. This allows our expert engineers and operators to achieve a higher level of precision and intricate features like small holes and deep cavities. Since we can customize the electrode, you don’t need to worry about the complexity of your design.
We handle almost every engineering material if they are conductive. Our EDM services guarantees you precise and affordable parts from our Sinker EDM factory.
Try Prolean Now!
How Does EDM Machining (Sinker EDM) Work?
A custom electrode with negative geometry of the required machining shape is responsible for the Sinker EDM process. The controlled discharges between the electrode and workpiece inside the dielectric tank precisely melt and vaporize the materials. The temperature of the arc can reach up to 12,000 °C.

1. Electrode Customization
First, the designer creates the electrode based on machining geometry using different software and machining methods like CAD, CAM, CNC, etc.
2. Dielectric Fluid
A suitable dielectric solution is used like hydrocarbon oils or deionized water. The gap between the workpiece and the electrode inside this fluid controls the discharging process. It also flushes away the eroded material.
3. Electrode and Workpiece Setup
The workpiece is securely held using a clamp or fixture, whereas the electrode is positioned above the workpiece, and connected with a servo motor to control the gap.
4. Discharge Execution
After all are set, supply the suitable DC voltage and continuously monitor the EDM manufacturing process. The CNC EDM machines can automatically handle the removal process and also send the feedback signal to the control panel for any necessary adjustments.

1. Electrode Customization
First, the designer creates the electrode based on machining geometry using different software and machining methods like CAD, CAM, CNC, etc.
2. Dielectric Fluid
A suitable dielectric solution is used like hydrocarbon oils or deionized water. The gap between the workpiece and the electrode inside this fluid controls the discharging process. It also flushes away the eroded material.
3. Electrode and Workpiece Setup
The workpiece is securely held using a clamp or fixture, whereas the electrode is positioned above the workpiece, and connected with a servo motor to control the gap.
4. Discharge Execution
After all are set, supply the suitable DC voltage and continuously monitor the EDM manufacturing process. The CNC EDM machines can automatically handle the removal process and also send the feedback signal to the control panel for any necessary adjustments.
EDM Machining (Sinker EDM) Materials
Sinker EDM or die sinker EDM can work with all conductive metals and alloys. It is especially popular among hard material machining like steel alloys and carbide, but not limited to soft and malleable metals.
We offer the following material options for sinker EDM projects;

Steel Alloys
Tool steel, hardened steel, stainless steel, and other alloys can be machined. These are known for excellent strength, durability, and corrosion resistance.
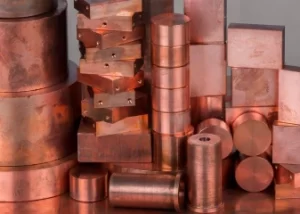
Copper
It offers excellent electrical and thermal properties, and requires precise control over arc temperature. Copper is mostly used for EDM machining of thin walls and intricate geometries.
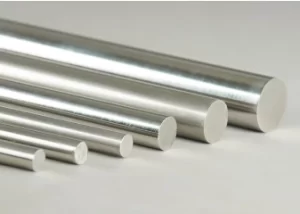
Aluminum
A light material with high strength, corrosion resistance, conductivity, and durability. Typically, aluminum alloys like 7075-T6, 6061, 6063, etc.

Titanium
It is a tough and high-strength metal with excellent biocompatibility. Titanium alloys also offer corrosion resistance in harsh environments and these are low in weight.
Tungsten Carbide
Difficult to machine due to hardness but can be applied EDM with copper electrodes. It is mostly applicable in the tooling industry.
Nickel Alloys
These alloys are highly heat and corrosion-resistive, widely applicable for applications requiring thermal stability. Some common alloys include Monel, Incole, and Hastelloy.
Steel Alloys
Steel Alloys
Tool steel, hardened steel, stainless steel, and other alloys can be machined. These are known for excellent strength, durability, and corrosion resistance.
Copper
Copper
It offers excellent electrical and thermal properties, and requires precise control over arc temperature. Copper is mostly used for EDM machining of thin walls and intricate geometries.
Aluminum

Aluminum
A light material with high strength, corrosion resistance, conductivity, and durability. Typically, aluminum alloys like 7075-T6, 6061, 6063, etc.
Titanium
Titanium
It is a tough and high-strength metal with excellent biocompatibility. Titanium alloys also offer corrosion resistance in harsh environments and these are low in weight.
Tungsten Carbide

Tungsten Carbide
Difficult to machine due to hardness but can be applied EDM with copper electrodes. It is mostly applicable in the tooling industry.
Nickel Alloys
Nickel Alloys
These alloys are highly heat and corrosion-resistive, widely applicable for applications requiring thermal stability. Some common alloys include Monel, Incole, and Hastelloy.
Advantages of EDM Machining (Sinker EDM)

- Complex Shapes with High Precision
Sinker EDM machining creates complex geometrical shapes, deep cavities, undercuts, sharp corners, small slots, and fine details. Additionally, EDM machining does not compromise the precision of these challenging features.
- Machining of Hard Materials
Since die sinker EDM is a non-shear machining approach, it can machine hard metal alloys like alloy steels, carbides, nickel alloys, and titanium. These are often challenging to process with traditional machining like milling or turning.

- Smooth Surface Finish
The die sinker EDM leaves a smooth surface finish after eroding the material. If aesthetics does not matter, there is no need for post-processing like grinding and polishing.


Our EDM Machining (Sinker EDM) Capabilities
|
Category |
Specification |
|
Material Thickness |
Up to 12” (300 mm) |
|
Tolerance |
0.0001” (2 µm) |
|
Part Volume |
24” x 12” x 12” (610 x 305 x 305 mm) |
|
Set Up Cost |
Low for prototyping and small batches |
|
Lead Time |
3 days |
|
Hole Drilling Diameter |
As low as 40 µm |
|
Surface Finish |
As low as 4 µm with post-processing |
|
Aspect Ratio for Geometries |
Up to 38:1 |
How to Order Parts?
Get a free quote from a real engineer; once we receive your design, our engineer will review it and send you a quote as fast as one hour.

Get A Quote Immediately
Upload your design or email our engineer directly and get your quotes as fast as one hour.

Start Production
Your parts will be made once your orders are confirmed. Besides, you will get real-time order updates of the production status from our order tracking system.

Receive Your Part
After all parts pass QC inspection, they will be well packed from transportation accidents. Then, your custom parts are delivered straight to your doorstep.
3 Ways to Ensure Perfection
Standards
GENERAL TOLERANCE
For metals, the standard is ISO-2768 fH (fine)
For plastics, the standard is ISO-2768 mK (medium)
Metric threads tolerances:ISO 965-1 standard UN Threads Tolerances: ASME B1.1-2003 standard
knurling: ISO13444:2012 standard Our factory is ISO 9001:2015 certificated
Visual inspection and Protection
Constant visual inspection conditions
Quantification of cosmetic surface quality
Process requirements
Part cleaning and Protection
Quality Inspection Report
Inspection Confirmation
Dimensional confirmation
Appearance confirmation
Quality documentation
Try Prolean Now!
EDM Machining (Sinker EDM) Applications

Automotive
The utmost accuracy and micromachining capabilities of EDM machining make it ideal for different components for cars, buses, trucks, and other vehicles. For example, fuel injectors, transmission components, engine parts, etc.

Medical Device Manufacturing
Precision, accuracy, and perfect fit to the human body are critical requirements in medical manufacturing for their performance and human safety. Sinker EDM can create surgical instruments, diagnostic equipment components, and implants fulfilling all these requirements.

Mold and Die Making
The name itself tells the importance of die sinker EDM in die and mold making. EDM addresses the requirement of various micromachining operations, deep holes, cavities, slots, and other critical features. It is used for injection molds, extrusion dies, casting dies, etc.

Electronics
Various precision cutting and machining are carried out with die sinker EDM for small and precise electronic components. For example, micro connectors, lead frames, Semiconductor parts, heat sinks, etc.
Other Types of EDM machining
Besides the sinker EDM, there are other two common types of EDM machining: Wire EDM and Hole Drilling EDM. Although all types use electrical discharge machining, they have differences in electrodes and specific machining capabilities.

Wire EDM
Instead of custom-shaped electrodes, it utilizes the thin wires of brass or other copper alloys to erode the material and shape the workpiece. The size of the wire can range from 0.1 to 0.3 mm. Wire EDM (EDM Cutting) is used for small and intricate contours, from gear cutting to die making.

Hole Drilling EDM
Hole drilling EDM creates small and deep holes with high aspect ratios using a tubular electrode made from brass, copper, or tungsten. It can drill a hole with a diameter from 0.1 to 3 mm, and height up to 1m. So, use hole drilling EDM where small or intricate holes are impossible with conventional drilling.
Comparison of Sinker EDM VS Wire EDM
| Feature | Wire EDM | Sinker EDM |
| Electrode Type | Continuous wire (brass, copper, tungsten, molybdenum). | Solid, pre-shaped electrodes (graphite, copper, or copper alloys). |
| Electrode Size | Wire diameters range from 0.02 mm to 0.30 mm. | Custom, it depends on cavity size. |
| Ideal For | Cutting intricate 2D profiles, contours, and complex shapes with high precision and fine finishes. | Creating 3D cavities, intricate details, and deep features |
| Application | Precision gears, extrusion dies, fine features in electronic components, etc. | Mold cavities, dies, medical implants, etc. |
See why customers dig us
Prolean’s EDM Machining service was instrumental in our electronic prototyping project! Thank you, especially for your flexibility in product volume.
-Emily Jenkins, CNC Machining Engineer at PrecisionMFG Labs
We were able to complete our Hardened Steel Injection Molds project with Prolean's EDM services. No other manufacturers were satisfying us with the details of deep cavities. Thank you!
-Justin Foster, ProCoat Innovations
When our EDM factory was unable to achieve high precision in some intricate titanium gears, we decided to outsource them from Prolean. They surpassed our expectations of precise tooth profiles and smooth finishes.
-Heather Rivera
Our tooling company has done many businesses with proleantech in last five years. From my experince, i can definetly recommend their CNC machining and EDM machining services.
-Patrick Butler, Director of Manufacturing Engineering
Fully impressed with your ability to maintain micron-level accuracy on medical implants. Each of the EDM Machined dimensions and finish were as per our standards and requirements.
-Aiden Thornfield, ProtoFab Industries
Prolean’s expertise in crafting mold cavities for plastic injection molding was impressive. We sent a design for a few P20 steel molds capable of high-volume production, I can say they are the best in this field.
-Luna Fairweather, InnovateMFG
EDM Machining (Sinker EDM) Gallery
Technology Overview
What does EDM stand for in machining?
EDM is a machining process that fabricates metal parts by a material removal process using thermal and electrical energy to acquire the desired shape. Electrical discharge machining is the process of eroding material in a controlled manner from the work surface to shape or enlarge the workpiece by employing the discharge of electricity between the tool, which serves as the cathode, and the workpiece, which serves as the anode.
The main components of a conventional EDM are:
• A DC power source.
• A controlled feed.
• A tool connected to the negative terminal of the source.
• Dielectric fluid.
It is an expensive alternative when conventional machining machines’ capability is insufficient. In addition, this process is an unorthodox machining method because, ideally, there is zero physical contact between the tool and the workpiece. That means there is no involvement of any mechanical force to remove material from it.
EDM is applicable for machining only electrically conductive materials. EDM approach is also known as spark machining, dies sinking, wire erosion or spark eroding. This machining is specially used to make fragile and complex cavities, cuts, and sections like webs fins, small holes, and slots with great precision and accuracy. That’s why they are used in making medical devices and equipment. In addition, it can work on surfaces with a high degree of hardness, like pre-hardened metals and alloys used to make dies and molds.
Types of Electric Discharge Machining (EDM)
There are three different types of Electric discharge machining (EDM) processes. Sinker discharge machining, Wire cut EDM, and Hole driller EDM.
First, sinker discharge machining is employed to create cavities in the workpiece, such as in mechanical tools, dies, and molds. Here, to produce the cavity, an electrode is inserted into the workpiece’s surface in the shape of the needed cavity.
Wire cut EDM uses copper wire electrodes of thickness varying from 0.02 to 0.3 mm. The wire electrode is continuously fed from the automatic feeder with the spool throughout processing. It is used for machining hardened metal and alloys, which are challenging with other machining operations such as drilling and punching.
Hole driller EDM used small holes, which can be later enlarged with the wire cut EDM approach. Although, this process itself is fully capable of drilling exact small holes in hard & tough materials.
The Working Principle of EDM
The working principle of the EDM process is based on workpiece metal erosion with the application of a spark discharge between the tool and the workpiece. When two conductors connected to a circuit as an anode and a cathode are brought nearby, a dielectric fluid in the gap ionizes and generates an electric arc between two conductors, which erodes a small amount by generating enough heat to crack and vaporize the metal. When the anode and cathode are made up of the same metal, heavier and faster erosion occurs at the anode. A distance of 0.05 mm is maintained between the workpiece and the tool. The spark occurs where the tool and the workpiece are the closest. The tool’s shape is generally the shape of the impression generated on the workpiece.
A dielectric fluid like hydrocarbons and mineral oils is used to increase the effectiveness of the process. A DC pulse generator applies a voltage from 40 to 3000 volts. It generates a high voltage electric pulse responsible for generating the spark. The workpiece is connected to the anode, whereas the shape replica tool generates the cathode. A spark generator creates the spark and maintains the discharge.
A servo motor controls the feed and maintains a constant gap between the workpiece and the tool. The dielectric substance also works as a coolant. It is filtered regularly to remove the material suspended in the dielectric substance.
EDM Machining (Sinker EDM) FAQ
What is Sinker EDM machining typically used for manufacturing?
What kind of materials can Sinker EDM process?
What is the difference between sinker EDM and wire EDM?
Sinker EDM uses a shaped electrode to create a cavity or recess in the workpiece, while wire EDM uses a continuously moving wire as the electrode to cut precise shapes and patterns. Sinker EDM is often used for creating complex shapes, while wire EDM is useful for producing thin, delicate components and cutting hard materials.
What materials can be machined using EDM Machining?
Can EDM machine non-conductive materials?
Get Your Parts Made Today
All uploads are secure and confidential.