“The versatility of die casting is notable. It accommodates a wide range of metals, including aluminum, zinc, magnesium, and copper alloys. This adaptability makes it a go-to process for industries requiring lightweight yet strong components.”
Casting is one of the oldest manufacturing technologies for metal and alloy parts. The history of casting can be traced back to the bronze age. At that time, it was a tool-creating technology for humans. Then, it is continuously evolving, and die casting is one of the evolved forms of casting. But, what is die-casting? It is a manufacturing technology for metals with low melting points. It involves shaping the molten metal by injecting it into a mold, followed by cooling.
This article will discuss the various aspects of die casting, process, materials, pros & cons, applications, and more.
What is Die Casting?
Die casting is a highly efficient and versatile manufacturing process. It is renowned for its precision in producing high-quality, complex metal parts with remarkable accuracy and consistency. This process involves injecting molten metal under high pressure into steel molds or “dies,” which are then cooled to form solid metal parts.
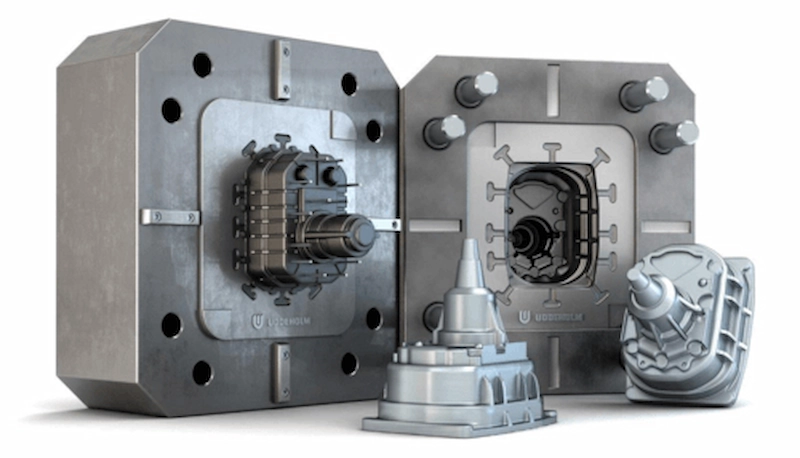
Die casting mold and parts
The mold, or die, is created using hardened tool steel that includes two mold halves to shape the metal liquid. It works similarly to an injection mold during the process. Once the molten metal cools and solidifies, opening the mold halves and ejection gives the final part or product.
Furthermore, die casting can produce parts with tight tolerances, excellent surface finishes, and minimal machining requirements. The dimensional accuracy and stability of die-cast parts are superior. Moreover, die casting allows the integration of features such as external threads and intricate internal geometries. So, it reduces the need for additional assembly and processing.
Try Prolean Now!
What are the Die casting Materials?
The choice of metal defines the overall properties and other features of cast parts. Therefore, you can find a large pool of metal options to select based on your requirements and the final application of the intended part or product.
1. Aluminum
Aluminum is one of the most popular materials for die casting due to its excellent balance of strength, weight, and resistance to corrosion. Its lightweight yet strong nature makes it ideal for automotive parts like engine blocks and chassis components, aerospace components, housings for electronics, and kitchen appliances.
- Alloy380: It offers the best combination of casting, mechanical, and thermal properties.
- Alloy383 (ADC12): Easier to cast but with slightly lower mechanical properties.
- Alloy360: Provides high corrosion resistance and strength.
However, aluminum is costlier than some other die casting metals and can be prone to shrinkage and hot cracking under certain conditions.
Related To: Aluminum Die Casting Manufacturer for Your Metal Parts
2. Zinc
Zinc is favored for its ability to produce die castings with tight tolerances, thin walls, and excellent surface finishes. It extensively applies to automotive, hardware, and consumer goods. The reason is the high strength, excellent ductility, and impact strength properties of zinc.
- Zamak 3: The most commonly used zinc alloy due to its excellent balance of properties.
- Zamak 5: Similar to Zamak 3 but with improved strength and hardness.
- ZA-8: This alloy offers the best creep performance among zinc alloys.
But, zinc has a higher density compared to aluminum, leading to heavier parts. It also limits high-temperature performance and restricts use in applications with extreme heat.
3. Magnesium
Magnesium is the lightest structural metal that provides an excellent strength-to-weight ratio. It’s common in the automotive and electronics industries, where weight reduction is a priority. Subsequently, magnesium alloys have good damping capabilities and absorb vibrations effectively.
- Alloy Z91D: Offers a good balance between strength and corrosion resistance.
- Alloy M60B: Preferred for applications requiring high elongation and impact strength.
- Alloy S41: Provides good creep resistance at high temperatures.
However, flammability during melting requires special handling and safety measures for magnesium die casting.
4. Copper
Copper die casting is chosen for applications requiring high thermal & electrical conductivity, wear & corrosion resistance, and mechanical properties. It’s often used in electrical components, heat sinks, and automotive applications.
- C87850: Eco Brass, known for its excellent machinability and good strength.
- C86200: Manganese bronze, used for high-strength applications.
- C86300: Offers high wear resistance, suitable for heavy-duty applications.
Moreover, copper could be more challenging to cast due to high melting temperature and material properties.

Copper die casting parts
5. Brass
Brass, a copper-zinc alloy, is renowned for its acoustic properties, corrosion resistance, and aesthetic appeal. It’s frequently utilized in plumbing fixtures, decorative items, and musical instruments. Brass die casting is particularly valued for creating components that benefit from the alloy’s decorative finish and mechanical properties.
- Alloy C36000: Known for its excellent machinability, this alloy is often used in intricate parts requiring detailed machining.
- Alloy C38000: Commonly employed in architectural hardware and ornamental applications due to its good casting and machining properties.
- Alloy C85700: Offers a balance between strength and corrosion resistance, suitable for marine fittings and decorative items.
Despite its advantages, brass requires attention to zinc evaporation and potential lead content, necessitating careful alloy selection and handling.
6. Tin
Tin, often used in alloys, stands out for its low melting point, making it ideal for casting intricate shapes and details. Tin-based die-casting alloys are chosen for their excellent fluidity, allowing the production of detailed parts without the risk of hot tearing.
- Alloy Babbitt: Known for its excellent bearing properties, Babbitt alloy is used in applications requiring low friction and high wear resistance.
- Alloy Pewter: A tin-based alloy with antimony and copper, providing a high-gloss finish for decorative items, awards, and collectibles.
- Alloy ASTM B339-00: Used for casting parts requiring good ductility and machinability, such as gears and fittings.
The primary challenge with tin in die casting is its susceptibility to oxidation and whisker growth over time. It can affect the durability and electrical conductivity of the die cast parts.
How does Die Casting Work? The Process
The die casting process transforms molten metal into intricate shapes with exceptional detail and consistency. Let’s break down the process into eight detailed steps since each plays a crucial role in the creation of high-quality die-cast parts.
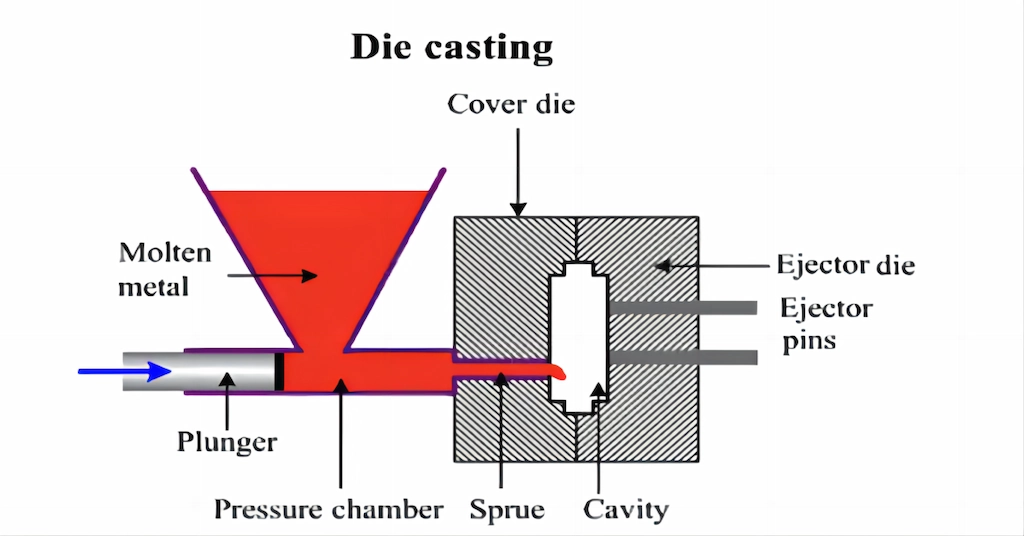
Die casting process
Step 1: Designing the Mold
It begins with designing a die casting mold (called die), tailored to produce the desired component. The typical material for mold is high-grade steel as it endures the extreme conditions of die casting, including high temperatures and pressures. The design process often utilizes advanced Computer-Aided Design (CAD) software. It allows the designer to plan out every detail of the mold.
Subsequently, precision machining with EDM and CNC machining creates a mold that’s ready for the casting process. This initial step is foundational, as the quality and accuracy of the mold directly influence the final product’s precision and detail.
Step 2: Preparing the Metal
Once the mold is ready, attention shifts to preparing the metal for casting. Typically, aluminum, magnesium, or zinc alloys are popular choices due to their favorable casting properties. Next, the metal is melted in a high-temperature furnace until it reaches a liquid state.
Step 3: Injecting the Molten Metal
In this crucial phase, the molten metal is injected into the mold under high pressure or low pressure. Then, metal fills the entire mold cavity, even the most intricate details before it begins to cool and solidify.
Here, precision and speed are vital for maintaining the metal’s fluidity and preventing defects in the final product. This step exemplifies the die casting process’s ability to produce complex parts with high efficiency.
Step 4: Cooling and Solidifying
After injection, the metal within the mold begins to cool and solidify rapidly. The cooling phase is carefully managed to ensure uniform solidification, minimizing the risks of shrinkage, warping, or internal stresses that could compromise the part’s integrity. The duration of the cooling process depends on the part’s size, thickness, and the metal used, highlighting the need for precise control over the die casting process.
Step 5: Opening the Mold
Once the metal has fully solidified, the mold is opened to reveal the newly formed part. This step requires precision machinery to separate the mold halves without damaging the intricate details of the solidified metal. The ease with which the mold opens and releases the part often depends on the mold design and the release agents applied before casting, underscoring the importance of the initial mold preparation phase.
Step 6: Ejecting the Cast Part
Ejecting the cast part from the mold is a delicate process, facilitated by an ejection mechanism integrated into the die casting machine. This mechanism applies a controlled force to remove the part from the mold, ensuring it’s dislodged without causing any damage. The force and method of ejection are calibrated based on the part’s geometry and the mold design, showcasing the tailored approach required in die casting.
Step 7: Trimming and Cleaning
After ejection, the part undergoes trimming and cleaning to remove any excess material, such as flash or runners. This step is also known as deflating. It is crucial for achieving the precise dimensions and smooth surfaces required for the final product. Trimming and cleaning not only enhance the part’s aesthetic appeal but also ensure it meets the strict tolerance levels essential for its intended application.
Step 8: Finishing Touches
The final step involves applying finishing touches to the part, such as sanding, polishing, or applying surface treatments like anodizing or powder coating. These finishing processes enhance the part’s appearance and improve its resistance to wear and corrosion.
Click here to download: Die Casting Processes and Comparison
Try Prolean Now!
Types of Die Casting
Die casting has two major types: Hot chamber die casting and cold chamber die casting. The difference is whether the heating mechanism is attached to the casting machine or not.
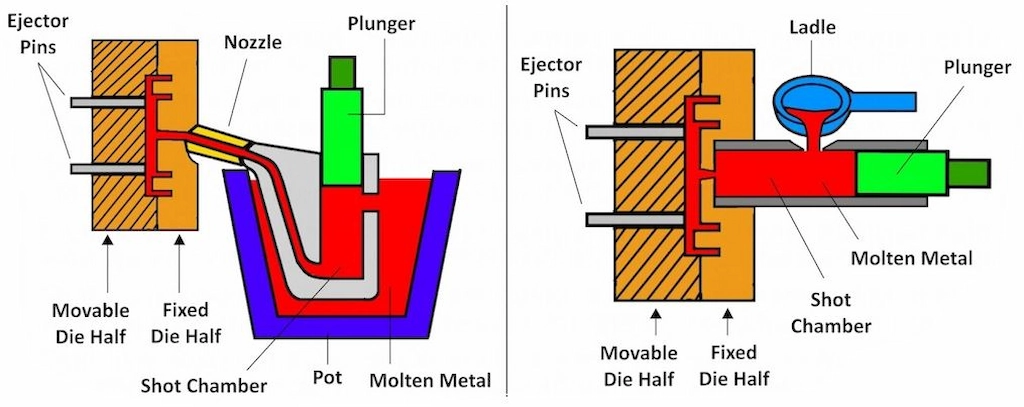
Hot chamber vs Cold chamber die casting
Hot Chamber Die Casting
It is renowned for efficiency and rapid production capability, particularly for metals with low melting points, such as zinc, magnesium, and lead alloys. This process includes a melting pot’s integration within the casting machine itself. Consequently, the melting pot or furnace facilitates a direct injection of the molten metal into the die through a gooseneck mechanism.
As a result, it accelerates the casting process and enhances overall efficiency. Next, the primary advantages are high production speed, reduced material wastage, and the capacity to produce parts with intricate geometries and thin walls.
Cold Chamber Die Casting
Contrastingly, Cold Chamber Die Casting caters to metals with higher melting points, such as aluminum and copper alloys. The process uses a separate melting furnace for the metal before injecting it into the cold chamber machine. Meanwhile, a hydraulic or mechanical piston drives the molten metal into the die. This additional step of transferring the molten metal into the cold chamber machine elongates the process than hot chamber molding. Thus, it is more apt for larger, heavier castings that necessitate materials with higher melting properties.
The distinct advantage of cold chamber die casting is its ability to produce parts with high strength and excellent thermal conductivity. Despite its versatility with high melting point metals, the process has slower cycle times and elevated operational costs.
What are the Die Casting Variations?
The die cating variations are different adaptations and modifications of the basic die casting process to enhance certain properties, meet specific requirements, or address unique manufacturing challenges. The variations mainly alter the injection mechanism, pressure levels, or the metal’s state during casting. As a result, you can achieve desired outcomes tailored to specific applications.
The following are the typical variations in the die casting process.
1. Vacuum Die Casting
This variation focuses on minimizing air entrapment and porosity in the final casting. So, we can create dense components by evacuating air from the mold cavity before and during the injection of molten metal. The vacuum die casting produces parts with improved mechanical properties and a superior surface finish due to reduced porosity. But, it need for additional equipment to create and maintain a vacuum increases complexity and cost.
Applications: Components requiring high structural integrity and cosmetic appearance, such as automotive parts and intricate decorative items.
2. Squeeze Casting Process
Squeeze casting is also known as liquid metal forging. It involves introducing molten metal into the mold and then applying high pressure to solidify the metal under compression. This method combines the benefits of casting and forging, resulting in parts with very low porosity, excellent mechanical properties, and fine detail. However, the high-pressure equipment required can lead to increased production costs.
Applications: Suitable for producing structural components with high-performance criteria in automotive and aerospace industries.
3. Semi-Solid Metal Forming
Semi-solid metal forming, or thermoforming, processes the metal to a semi-solid state, combining aspects of both solid and liquid properties. This unique state allows the metal to flow more easily into complex molds while reducing defects. Therefore, the process can cast complex shapes with excellent mechanical properties and reduced porosity. Talking about the disadvantage is it requires precise control of metal temperature and viscosity, adding to the process’s complexity.
Applications: Common for components that demand intricate designs and superior strength, such as in electronics and medical devices.
4. Low-Pressure Die Casting
This die casting variation applies pressure gently to fill the mold with molten metal, predominantly used for aluminum and magnesium alloys. The injection pressure ranges up to 0.8 bar. This slower process gives better control over filling, reducing turbulence and the risk of air entrapment. As a result, it produces high-quality castings with excellent dimensional accuracy and surface finish. In contrast, this casting can create limited parts that can accommodate slower fill times and cycle times, potentially reducing overall productivity.
Applications: Low-pressure die casting is suitable for large, complex parts such as automotive wheels, aerospace components, and large structural parts.
5. High-Pressure Die Casting
High-pressure die casting is the most widely used variation, characterized by injecting molten metal into the mold under high pressure(over 1000 bars). This method is suitable for a broad range of metals and is known for producing thin-walled parts with tight tolerances and excellent surface finishes. However, the high pressures can lead to higher porosity in some cases.
Applications: Extensively used across various industries, including automotive, consumer electronics, and household appliances, for producing small to medium-sized parts with intricate details.
Try Prolean Now!
Advantages and Disadvantages of Die Casting
Like any manufacturing process, die casting comes with its own set of advantages and disadvantages. These could be crucial for you to consider when choosing the most appropriate production method according to your needs.
Advantages of Die Casting
- The process is highly repeatable. It ensures that each part is virtually identical to the last, which is particularly beneficial for large-scale production runs.
- Die casting produces parts with complex shapes and intricate details is a significant advantage of die casting.
- It can achieve faster production rates due to short cycle times than other manufacturing approaches.
- Die-cast parts exhibit excellent mechanical properties, including strength and rigidity.
- The process allows for the production of parts with thin walls, which reduces material usage and overall weight without compromising part integrity.
- The die casting parts require little to no machining or finishing, as the surface finish of the cast is generally very good.
- It is compatible with diverse metals, including aluminum, zinc, magnesium, and copper alloys.
Disadvantages of Die Casting
- High initial costs associated with die casting can be relatively high due to the need for specialized machinery and high-quality steel dies.
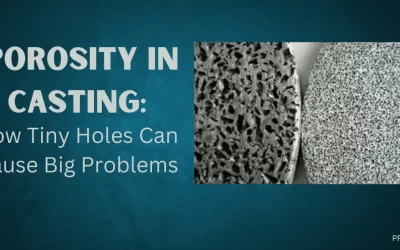
- The die-cast parts can exhibit porosity, resulting in tiny holes or voids within the metal. Porosity can affect the structural integrity and strength of the parts.
- While die casting works well with a variety of metals, it is not suitable for all types.
- The die might subjected to wear and tear over time, especially when casting harder metals.
Uses of Die Casting Parts Across Industries
The ability to produce precision parts with complex shapes, excellent surface finishes, and high durability makes die-casting popular in different industries. The applications range from small consumer goods to critical automotive and aerospace components.

Die casting parts
Table: Die Casting Applications
| Industry | Examples |
| Automotive | Engine components, transmission parts, chassis components, gearboxes, steering column parts, wheel spacers, dashboard frames, mirror mounts, pump housings, radiator supports |
| Aerospace | Engine housings, cockpit components, door handles, seat frames, fuel system components, landing gear parts, communication device casings, satellite fixtures |
| Consumer Electronics | Smartphone cases, laptop frames, camera housings, speaker grills, electronic connectors, heat sinks, battery casings |
| Medical | Surgical instruments, device housings, orthopedic implants, dental tools, equipment casings, stethoscope parts |
| Industrial Machinery | Gears, valves, pump components, compressor parts, hydraulic components, machinery frames, fasteners, pressure vessels |
| Home Appliances | Kitchen appliance components, washing machine parts, refrigerator frames, coffee machine parts, cooking utensil handles |
| Defense and Military | Firearm components, optical device housings, communication equipment casings, vehicle parts, protective gear components |
| Sports and Recreation | Bicycle frames, golf club heads, fishing reel bodies, gym equipment parts, outdoor gear components, protective casings for electronics |
What is a Die Casting Mold or Die?
A die casting mold, commonly known as a “die,” is a tool in the die casting process that gives shape and structure to molten metal under high pressure. Furthermore, these complex molds facilitate the mass production of metal parts with intricate shapes, detailed features, and exceptional accuracy.

Die casting mold
Die casting molds are typically made from high-grade tool steels due to their ability to withstand the harsh conditions of the casting process. These materials provide high strength, toughness, heat & wear resistance. Subsequently, the standard steels for die include H13, H11, and D2.
Structure of a Die Casting Mold
A die-casting mold consists of two primary sections: the fixed half (cover half) and the ejector half. The fixed half is attached to the stationary platen of the die casting machine, while an ejector half connects the movable platen.
These halves come together to form the mold cavity, where we inject the molten metal. The mold also includes runners and gates, which guide the molten metal into the cavity, and vents for the escape of air. Next, ejector pins( in the ejector half) facilitate the removal of the cast part once it has solidified.
Manufacturing of Mold for Die Casting
Die manufactuirng is a multi-step process that requires precision engineering and machining. The process begins with the design phase, creating a 3D model of the mold using CAD software.
Then, you can use the following manufacturing approach:
- CNC Machining: Computer Numerical Control (CNC) machining produces accurate die casting molds with precise and complex geometries.
- EDM (Electrical Discharge Machining): EDM machining is suitable for detailing and creating intricate features that are difficult to achieve with conventional machining methods. Moreover, it erodes the material from the mold block using electrical discharges to achieve the desired shape.
- Surface Treatment: It enhances the hardness and other properties. So, you can apply surface treatments such as nitriding, chrome plating, or coating.
Try Prolean Now!
Die Casting Mold Design: Tips and Considerations
The die’s design and construction are fundamental to the success of the die casting process, influencing the quality, consistency, and efficiency of the produced parts.

CAD design of a die casting mold
Here are some essential tips and considerations for effective die casting mold design;
1. Consider Material Properties
Different metals have varying flow characteristics, thermal expansion rates, and cooling behaviors, which can significantly impact the mold design. For example, when designing a mold to cast aluminum alloys, designers must consider the thermal expansion of mold material since it might affect the dimensions.
2. Proper Venting and Overflow Systems
The venting and overflow systems are essential to prevent air entrapment. So, we can ensure that molten metal fills the mold cavity evenly. Without proper venting, air pockets can form, leading to defects in the final product. For example, the runner type with two air ventilation systems is the best design compared to the runner design. Source.
3. Optimize Gate and Runner Design
The gate and runner system directs molten metal into the mold cavity. Its design affects the flow and solidification of the metal, impacting part quality and mold efficiency.
For example, engineers optimize the gate and runner system to promote uniform filling and cooling when designing a mold for a magnesium alloy housing for a handheld power tool.
4. Incorporate Draft Angles
Draft angles are slight tapers applied to the vertical faces of the mold to facilitate the easy ejection of the part. The absence of adequate draft angles can lead to parts sticking in the mold, causing damage and slowing production.
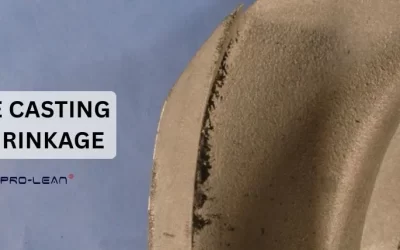
5. Plan for Shrinkage and Distortion
All metals shrink as they solidify and cool. Therefore, mold design must consider this shrinkage to maintain accurate dimensions. Anticipating and compensating for potential distortion during cooling is also vital.
For example, when designing molds for brass water faucet components, calculate the expected shrinkage of the brass alloy and adjust the mold dimensions accordingly.
6. Use Simulations for Optimization
Advanced simulation software can predict how molten metal will fill the mold and solidify. So, running these simulations helps to optimize the mold for quality and performance.
Die Casting Cost: How Expensive Is It?

Aluminum die casting product
The cost of die casting depends on several factors, including design complexity, raw metal, production volume, and the required precision.
- Tooling Costs: The creation of die-casting molds represents a significant portion of the total cost. These molds are made from high-grade steel to withstand the pressures and temperatures of the casting process, contributing to their high price.
- Material Costs: The choice of metal alloy (e.g., aluminum, zinc, magnesium) affects the overall cost, with prices fluctuating based on market demand and the specific properties of the alloy.
- Production Volume: Higher production volumes can dilute the initial tooling cost over more parts, reducing the cost per unit. However, larger runs require more material and possibly longer production times.
- Machining and Finishing: Additional processes such as CNC machining, surface treatment, and painting add to the cost. However, it might be necessary for the desired part quality and functionality.
Read more:
Die casting Services at Prolean
Achieving the desired precision and quality in die casting parts requires expertise and manufacturing facilities. Also, a deep understanding of requirements can only result in parts with exact specifications. At Prolean, We leverage advanced technologies and extensive expertise to deliver high-quality, precision parts. We have die casting service and two specialized die-casting units: Aluminum Die Casting and Zinc Die Casting Services.
Our team of experts collaborates closely with clients to understand their specific requirements. They guide you on material selection, design optimization, and cost-effective production strategies. Partner with us if you are seeking reliability and excellence for automotive, aerospace, and consumer electronics.
Try Prolean Now!
Summing Up
In conclusion, die casting is a fundamental manufacturing technique, central to producing complex, high-precision components across diverse industries. This process encompasses various methods such as high-pressure die casting, gravity die casting, and low-pressure die casting. Moreover, understanding what is die casting?—from the basics of the die casting process to its various aspects—reveals its significance in modern manufacturing.
FAQs
Why Is Die Casting Preferred over 3D Printing?
Die casting is preferred for mass production due to its speed, cost-effectiveness for large quantities, and superior strength and surface finish of the parts to 3D printing.
What are the different variations of die casting?
The Variations are high-pressure die casting, low-pressure die casting, vacuum die casting, squeeze casting, and semi-solid metal casting.
What are the Die Casting Metals?
Common die casting metals include aluminum, zinc, magnesium, and copper alloys. However, consider unique properties like lightweight, durability, and corrosion resistance.
Are Die Casting Products Durable?
Yes, die casting products are highly durable. They possess excellent mechanical properties, such as strength and resistance to wear and temperature, making them suitable for demanding applications.
When to use Die Casting?
Die casting is ideal when high-volume production of metal parts with complex geometries, tight tolerances, and excellent surface finishes is required, especially in the automotive, aerospace, and electronics industries.

0 Comments