“High-pressure die casting: a fusion of art and engineering, where molten metal meets precision molds to create parts that are as robust as they are intricate.”

You can find different die casting types and variations based on the injection mechanism, process parameters, and mold type. Among many, high-pressure die casting (HPDC) is one prominent variation. The process involves injecting the molten metal into the mold at high pressure, typically 1000-1200 bars. Here high pressure evenly fills all mold cavity sections and reduces the cycle time.
This article will provide a comprehensive exploration of this transformative manufacturing technique. We will explore the die casting process, materials, advantages, disadvantages, and applications.
What is High-Pressure Die Casting?
High-pressure die casting (HPDC) is a precision metal casting process. It is known for its efficiency and capability to produce detailed, dimensionally accurate components at high production rates. This process involves injecting molten metal under high pressure into a steel mold or die. Then, rapid cooling forms the solid parts.

High pressure die casting mold
One of the distinguishing features of HPDC is the speed at which the molten metal fills the die cavity. The high-pressure injection combined with quick cooling reduces the production cycle times significantly. As a result, it enhances the casting productivity and reducing costs.
Furthermore, HPDC facilitates the creation of parts with intricate geometries and thin walls. The process also minimizes the need for secondary machining and surface finishing processes, contributing to its cost-effectiveness and environmental sustainability. However, creating desired parts with HPDC requires careful control over various parameters, including the type of metal used, die temperature, molten metal temperature, and injection pressure & speed. Let’s discuss further on it.
Related: What is Die Casting? Die Casting Process and Overview
Try Prolean Now!
The High Pressure Die Casting Diagram
A high-pressure die casting (HPDC) diagram visually represents the process and machinery used in the HPDC method. It illustrates how molten metal is injected into a steel mold under high pressure to produce precision parts.
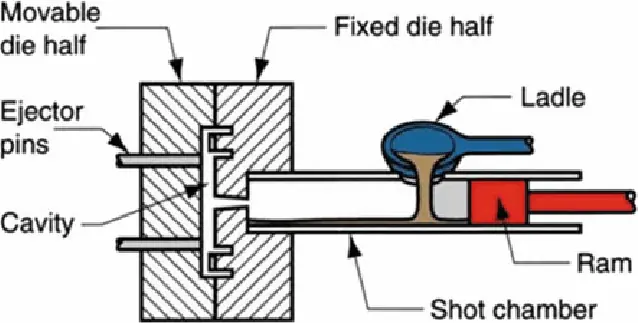
High pressure die casting diagram
Furthermore, this diagram serves as a comprehensive tool to understand the spatial arrangement of equipment, the flow of materials, and the sequence of operations involved.
The Following are the Main Components of the HPDC Diagram;
1. Movable Die Half
The movable die half is part of the die assembly that can be retracted to remove the cast part after solidification. It works in tandem with the fixed die half to form the complete die cavity. This die half often contains ejector pins that facilitate the ejection of the casting.
2. Fixed Die Half
The fixed die half is the stationary part of the die assembly. It aligns with the movable die half to create the die cavity where the molten metal is injected. It typically includes the sprue through which the molten metal flows into the cavity.
3. Ejector Pins
Ejector pins are slender rods that push the finished casting out of the movable die half. They are activated at the end of the casting cycle and can be retracted to allow the die to close for the next injection.
4. Cavity
The cavity is the hollow space within the die assembly that shapes the molten metal into the desired part. The design of the cavity dictates the final shape, texture, and details of the casting.
5. Ladle
The ladle is a container that transports and pours molten metal into the shot chamber. In automated systems, ladles may be replaced by more sophisticated metal transfer mechanisms.
6. Hot Chamber
The shot chamber, also known as the shot sleeve, is where molten metal is held before being injected into the die cavity. The chamber is designed to withstand the pressures of injection and is where the plunger (ram) acts upon the metal.
7. Ram
The ram, often referred to as the plunger, is the component that forcefully pushes the molten metal from the shot chamber into the cavity of the die. It must be strong enough to endure the high pressure without deforming.
The High Pressure Die Casting Process
Here, we break down the HPDC process into many critical steps, each contributing to superior-quality parts production.
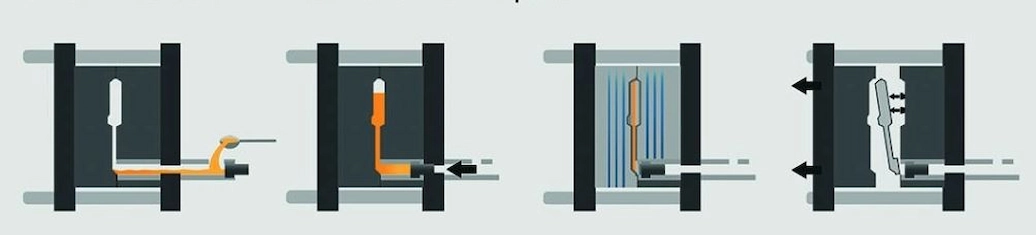
High pressure die casting process
- Die Design and Machining: The process starts with detailed design and fabrication of the die. It involves transforming CAD into function mold with CNC or EDM machining.
- Material Preparation and Melting: Selected metals (like aluminum, zinc, magnesium, or copper alloys) are melted at precise temperatures to ensure quality and readiness for high-pressure injection.
- Die Preheating and Lubrication: The preheating of the die maintains metal fluidity and is lubricated to aid in part release and protect against thermal shock. It also ensures the molten metal fills the cavity.
- Molten Metal Injection: The essence of the HPDC process involves high-pressure injection of molten metal into the die cavity, using a piston or plunger to fill detailed mold features before solidification.
- Cooling and Solidification: Rapid cooling and solidification within the mold are controlled via the die’s cooling systems, crucial for maintaining dimensional accuracy and mechanical properties.
- Ejection of the Casting: After solidification, the part is ejected from the mold using integrated ejection pins, a step critical for keeping up with high production rates.
Injection Mechanism in High-Pressure Die Casting
The injection mechanism in high-pressure die casting (HPDC) is responsible for the precise and controlled injection of molten metal into the die cavity. This mechanism is crucial to meet the demands of high-speed manufacturing.
Setup of the Injection Mechanism
The injection mechanism in HPDC typically consists of several key components:
Table: Components of Injection Mechanism in High-Pressure Die Casting
|
Component |
Description |
Common Use |
|
Plunger System |
It is operated hydraulically or mechanically and is used to inject molten metal into the die cavity. This plunger moves within a cylinder and is precisely controlled to manage the speed and pressure of injection. |
Injection Control |
|
Shot Cylinder |
The shot cylinder houses the plunger and is filled with molten metal from the holding furnace. Includes, the gating system and overflows mechanism. |
Metal Holding & Delivery |
|
Hydraulic or Mechanical System |
This system powers the plunger’s movement, allowing for the rapid and forceful injection of molten metal into the die. |
Power & Control |
Moreover, the application of pressure is controlled through a sequence of steps in high-pressure die casting (HPDC):
- Flling the shot cylinder with molten metal, initiating plunger movement to inject metal into the die.
- Adjusting injection speed to prevent air entrapment.
- Maintaining pressure post-filling to offset shrinkage and secure the part’s density and mechanical traits.
Try Prolean Now!
When to use High Pressure Die Casting?
This method is beneficial for products requiring thin walls and high dimensional accuracy. Typically, it allows walls as thin as 0.5 mm. As a result, it makes HPD a suitable choice for lightweight yet robust designs. Furthermore, HPDC’s precision makes these thin-walled parts maintain strict tolerances.

High pressure die casting parts
Furthermore, pressure die casting is particularly suited for metals like aluminum, zinc, magnesium, and copper alloys. It excels in creating complex shapes that require tight tolerances and fine details. Consequently, for projects demanding rapid production of components with consistent quality and durability, HPDC stands out as the go-to method.
Moreover, HPDC is advantageous when the surface finish and aesthetic appeal are critical considerations. It inherently produces parts with smooth surfaces ready for immediate use or minimal finishing.
Advantages of High-Pressure Die Casting
- HPDC technology mainly casts lightweight alloy components swiftly and in bulk.
- The precision and quality of HPDC machines deliver parts with refined surface textures, uniformity, and enhanced mechanical strengths.
- This method stands out for its ability to fabricate parts with slender walls and incorporate various inserts directly into the casting.
- One of the standout benefits of HPDC is its broad applicability across industries, driven by its high efficiency and superior part quality. Among its merits are:
- HPDC boasts impressive production speeds, suitable for both high-volume manufacturing and rapid prototyping.
- The technique achieves thin walls, below 0.40mm.
- HPDC’s adaptability in mold design facilitates the creation of complex shapes. It also simplifies the assembly of manufactured parts.
Disadvantages of High-Pressure Die Casting
- Initial high costs due to the need for precision molds and specialized machinery, making it less economical for small production runs.
- This process is limited to metals with low melting points.
- There is potential for porosity and internal voids in high-pressure die casing products, which can compromise mechanical properties and require additional quality control measures.
- Complex designs may lead to mold design and casting challenges that increase the risk of defects.
What are the High Pressure Die Casting Products? The Applications
High pressure produces large volumes of parts quickly and cost-effectively, making it a favored choice across various sectors. It plays a crucial role in manufacturing products that meet the high standards of durability, functionality, and aesthetic appeal demanded by today’s market.
Table: High Pressure Die Casting Applications
|
Industry |
Applications |
|
Automotive |
Pistons, cylinder heads, engine blocks, Gearboxes, clutch housings, transmission cases, Cross car beams, subframes, suspension parts, Wheel rims, trim parts, Radiator cores, heat sinks, Housings for electronic control units, connectors |
|
Consumer Electronics |
Durable and sleek frames, Thin, lightweight housings, Enclosures for touchscreens, buttons, Lens mounts, housings, Casings for smartwatches, fitness trackers, Components for CPUs, GPUs |
|
Aerospace |
Parts for extreme stress, Lightweight and strong frames, Housings for avionics, Valves, connectors, Brackets, fittings, Thermal management systems |
|
Medical Devices |
Precision tools, devices, Casings for pacemakers, MRI, X-ray equipment parts, Mobility, comfort parts, Bed position mechanisms, Joints for prosthetic limbs |
Try Prolean Now!
What are the Common High-Pressure Die Casting Defects?
Like all manufacturing processes, HPDC is not immune to defects. High pressure die casting defects can affect the part’s aesthetic appeal, structural integrity, and overall functionality. Therefore, it is crucial to understand their causes and how to prevent them.
1. Porosity
It is a prevalent defect in HPDC, characterized by small air pockets or voids within the cast part. This defect occurs when gas becomes trapped in the molten metal as it solidifies in the mold. Meanwhile, the causes could be turbulent metal flow during injection, inadequate venting of the mold, or moisture in the die or metal.
To prevent porosity, die casting manufacturers can optimize the injection parameters to ensure a smooth metal flow, improve venting to facilitate gas escape and ensure the die and metal are properly preheated and dried to eliminate moisture.
2. Cold Shuts
They happen when two fronts of molten metal meet within the mold but fail to fuse properly, resulting in a weak seam. This defect is often caused by insufficient temperature of the molten metal, too slow injection speed, or premature solidification of the metal before the mold is filled.
Subsequently, you can prevent cold shuts by controlling the injection temperature and the mold. It increases injection speed to ensure rapid and complete filling, and optimizing the gating system to facilitate uniform metal flow.
3. Misruns
Misruns occur when the molten metal does not fill the entire mold cavity. So, it results in incomplete or thin sections of the casting. Meanwhile, common causes include low metal temperature, insufficient injection pressure, or complex mold designs that hinder metal flow.
4. Flash
Flash is the formation of thin fins or excess material along the parting line or ejector pin locations of the cast part. It results from the mold halves not fitting tightly together or excessive injection pressure forcing molten metal into the gaps. Preventing flash involves ensuring that the mold halves align correctly and are clamped securely and adjusting the injection pressure to optimal levels to avoid overpressurization.
5. Hot Tears
Hot tears are cracks, which form in the casting as it cools and solidifies, often at locations of high thermal stress. They occur due to the metal’s inability to shrink uniformly, constrained by the mold geometry. You can prevent hot tears by designing the mold with a uniform cooling system using cooling lines strategically.
Die Casting Services at Prolean
Prolean offers specialized die casting services to cater to various industrial needs for precision-engineered metal parts. Our die casting facilities are equipped with advanced machines capable of executing high-pressure die casting with exceptional accuracy. Our focus on quality and efficiency makes us a reliable choice for casting services, from rapid prototyping to large-scale production needs.
Our experienced team leverages extensive experience to design molds that minimize defects and enhance the mechanical properties of the final products. Furthermore, we provide a seamless experience from prototyping to final production.
Our end-to-end die casting services can also complement secondary operations such as CNC machining, surface finishing, and assembly. They offer a full suite of solutions that transform raw materials into ready-to-use parts.
Read more:
- Aluminum Die Casting Manufacturer for Your Metal Parts
- Revolutionizing Die Casting with Xiaomi’s Super Large Die Casting Technology
Summing Up
This manufacturing marvel is pivotal for crafting intricate components with high precision and efficiency. This process melds speed with versatility, allowing for the production of complex parts that meet the rigorous demands of modern industries.
The High Pressure Die Casting has the ability to achieve superior surface finishes and maintain tight tolerances. It also minimizes material waste. Overall, we can create structural intact products with precision for diverse industries.
FAQs
What is the difference between high pressure and low-pressure die casting?
High-pressure die casting (HPDC) forces molten metal into the mold under high velocity and pressure, ideal for complex, thin-walled parts. Low-pressure die casting (LPDC) fills molds gently and is often used for larger, simpler shapes.
What are the limitations of high pressure die casting?
High-pressure die casting can incur high initial tooling costs, is generally limited to non-ferrous metals, and may produce parts with porosity if not controlled properly.
What is the lifespan of high-pressure die casting products?
The durability depends on the material used, part design, and the operating conditions.
What are the common materials used in HPDC?
Common materials in HPDC include aluminum, zinc, magnesium, and copper alloys, chosen for their light weight, strength, and ability to capture intricate details.
Resources
- Reddy, B. M., & Nallusamy, T. (2021). Degassing of Aluminum Metals and Its Alloys in Non-ferrous Foundry. In ICAMR 2019: Advances in Materials Research (pp. 637–644). Springer. https://doi.org/10.1007/978-981-15-8319-3_63

I appreciate the information’s you gathers on high pressure die casting. Very insightful!