Wire EDM vs Sinker EDM
“Wire EDM is best for machining hard metals with thin sections or intricate designs, whereas sinker EDM offers flexibility in producing detailed cavities and shapes.” Conventional machining processes, such as milling, turning, and other shear-cutting techniques, are limited to highly complex geometries and microfeatures. Bu EDM machining, a non-sear machining process, can craft such complex geometries and small features that are impossible due to tool access in conventional processes. There are two types of EDM: sinker and EDM. Both of them use electrical discharges to erode and shape the workpiece. However, wire edm vs sinker edm have differences in their tooling and other aspects.
This article will elaborate on the differences between wire and sinker electrical discharge machining, including their process, benefits, and uses.
What is Electrical Discharge Machining(EDM)?
The electrical discharge machining(EDM) is a non-conventional machining method used in manufacturing. Unlike CNC lathes or milling tools, EDM technology uses wire or custom-shaped electrodes as machining tools to remove the material. When electrical current flows on electrodes, it creates high-temperature electrical discharge due to their immersion in dielectric solution. These discharges melt the material and generate cuts or cavities.
You can read the detailed step-wise process of EDM cutting in this EDM guide to know more about this process.
What is Wire EDM?
Wire EDM Machining
As the name suggests, this type of EDM uses a small diameter( 0.025 to 0.25mm ) wire made with copper, brass, tungsten, or other conductive materials as an electrode that travels along the cutting path and shapes the workpiece. Advanced CNC EDM machines can accurately control the wire electrode movements.
A very small diameter of the electrode ( as low as 0.025mm) makes the wire cut process suitable for intricate cuttings on hard materials like deep slots, cavities, and patterns for molds and dies.
How Does Wire EDM Work?

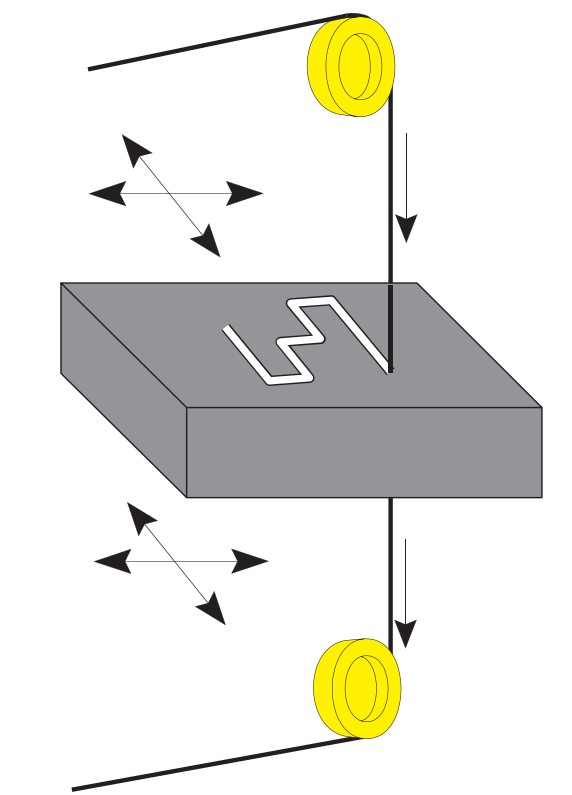
Wire EDM working
The workpiece is clamped in the workbench or table, whereas the wire is positioned vertically and moves in an upward direction to feed the workpiece. The work can also move in an X-Y plane based on the machining area.
The work inside the dielectric fluid makes contact with the wire electrode, producing a series of electrical arcs to heat and melt the material. Immediately after melting, it erodes into the flowing dielectric fluid. Then, the filtration or other attached system on the process tank removes this debris from the solution.
Advantages of Wire EDM
- High Precision: It produces intricate cuts with tight tolerances and also maintains repeatability.
- Micro-Machining: A wire with less than 0.025mm can be used as a cutting tool, which enables the micro-machining of various workpieces. For example, hole drilling edm for small diameter holes.
- No interruption: The wire continuously moves upward, generating the discharges. So, it is an uninterrupted and continuous machining process.
- Smooth finish: The machined surface leaves no chips, burrs, and dust, providing a smooth surface finish.
- No-stress Machining: The EDM wire removes the material without making any contact with workpieces. It enables the precise machining and intricate crafting of fragile materials.
Disadvantages of Wire EDM
- There is the risk of oxide layer formation on subsequent layers of the machining surface.
- The tooling and EDM manufacturing equipment are costlier. It requires a high upfront cost for installation.
- It is only suitable for 2D cutting on 3D surfaces.
What is Sinker EDM?

Sinker EDM parts
The sinker or sinker die EDM uses custom-shaped electrodes instead of a wire with a fixed diameter. Here, this is the primary difference between wire EDM Vs sinker EDM. Here, the electrode shape is crucial as it determines the shape of the cavity or feature machined into the workpiece. It is a “negative geometry” of the desired shape on the workpiece.
The sinker type EDM is also known as die sinking or Ram EDM, it is suitable for complex and blind cavities or features on various materials.
How Does Sinker EDM Work?
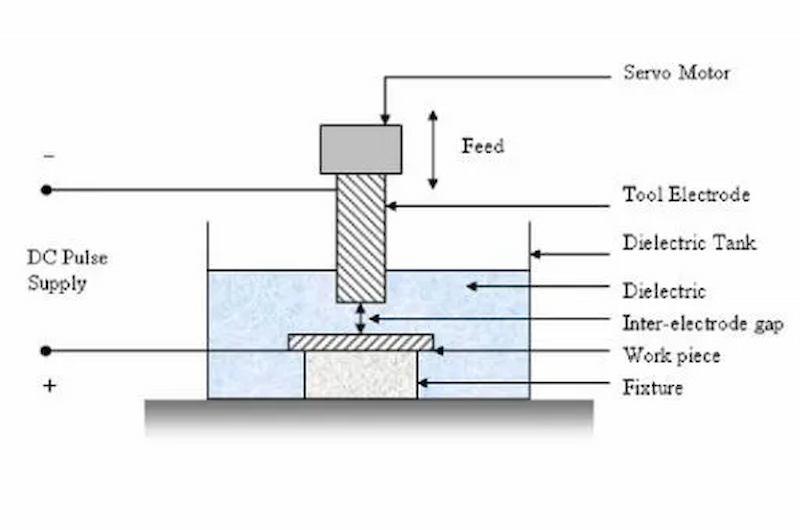
Working of EDM sinker machining
The process utilizes the EDM electrode as a cutting tool, and a gap is maintained between the workpiece and electrode. This gap is responsible for controlling the discharges and arcs. Meanwhile, dielectric continues to flow through the gap, flushing the eroded material away.
The main distinction of this EDM manufacturing is that sinker electrodes can achieve cavities or features with custom shapes. It can be achieved by customizing the electrode geometry. Moreover, it is useful for creating blind holes on the surfaces of tough materials.
Advantages of Sinker EDM
- Precision & Accuracy: Like wire electrodes, it also maintains higher precision than conventional machining processes.
- Blind Holes: It allows the creation of blind holes, another main difference in wire edm vs sinker edm capabilities.
- Complex features: It can shape undercuts, deep pockets, and custom cavities with minimal wall thickness.
- Versatility: The sinker of the die sink EDM shapes all conductive materials regardless of their brittleness and hardness.
- 3D Contouring: the sinker electrode can machine workpiece for complex 3D contours, such as cores and cavities for injection molds.
Disadvantages of Sinker EDM
- Similar to the wire method, it is limited to conductive workpieces.
- This process consumes more energy than other machining methods as it needs to continually generate the high voltage electric discharge.
- Sinker die EDM is also slower, which impacts the overall efficiency and increases the production cost.
Try Prolean Now!
Key Differences in Wire EDM Vs Sinker EDM
Wire vs Sinker EDM machining
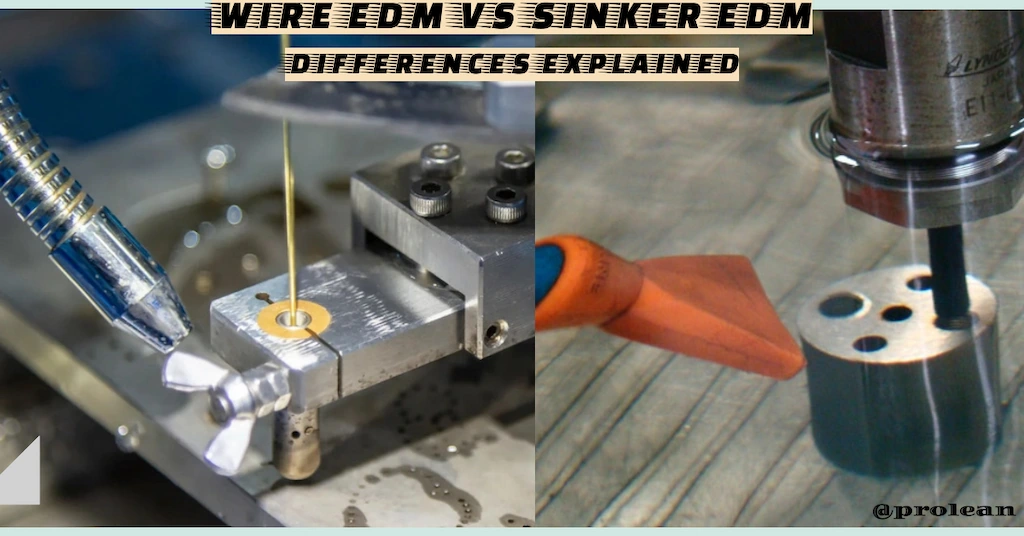
We have discussed that both have unique benefits and disadvantages. One excels in crafting 2D cuts on 3D surfaces, and the other one produces intricate 3D contours if compared to the use of wire EDM vs sinker EDM.
The sinker-type EDM cutting is specialized for die, mold, and other tooling applications. On the other hand, EDM wire cutting is ideal for tiny parts that need intricate features and tight precision.
Moreover, the table below shows other key differences in wire EDM vs Sinker EDM;
| Criteria | Wire EDM | Sinker EDM |
| Working Principle | A thin wire as an electrode creates electrical discharge along a defined path. | Uses a shaped electrode to create complex shapes via electrical discharge. |
| Material Removal | Ideal for cutting profiles, contours, and through-holes. | Best for forming intricate cavities, shapes, and molds. |
| Accuracy | High accuracy, suitable for precision cutting. | Also offers high accuracy but excels in complex 3D shapes. |
| Surface Finish | Generally smooth surface finish but depends on parameters. | Produces finer surface finishes ideal for molds and dies. |
| Electrode Wear | Minimal wear as the wire is constantly renewed. | Higher electrode wear as the electrode shape is critical. |
| Tooling Cost | Lower tooling cost due to the simple wire used. | Higher due to the need for custom-shaped electrodes. |
| Material Suitability | Best for hard, conductive materials like titanium. | Suitable for a wide range of materials, including hard alloys. |
| Application | Commonly used in aerospace and medical industries for precise cuts. | Widely used in die and mold-making industries. |
| Speed | Slower compared to traditional machining processes. | Generally slower but varies based on electrode shape and material. |
| Complexity | Limited to 2D and simple 3D cuts. | Capable of producing highly complex 3D shapes. |
| Tolerance | Typically within ±0.001 inches (±0.0254 mm). | Typically within ±0.002 inches (±0.0508 mm). |
| Maximum Depth | U to 12 inches (300 mm) or more. | Depth is limited by electrode size and shape ( 6-8 inches) |
Summing Up
Overall, Wire EDM vs Sinker EDM both have distinct capabilities, although they use the same electrical discharge principle for material removal. The wire is ideal for the precision cutting of profiles and through-holes with tight tolerances, whereas the Sinker type excels in creating complex 3D shapes and intricate cavities. Both methods have distinct advantages depending on the application’s requirements.
Furthermore, the precision and quality of EDM machined parts also depend on the used equipment and expertise of the operator. Therefore, you need to choose a capable and reliable EDM manufacturer to outsource your parts and products.
At ProleanTech, we have CNC-controlled EDM machines and engineers with a decade of experience in delivering EDM service. Our custom services can help you to convert your designs into desired parts at competitive prices. Request a quote today!
FAQs
Does the wire make physical contact with the workpiece during the EDM wire cutting process?
No, the wire in Wire EDM does not make physical contact with the workpiece. Instead, the material removal takes place by electrical discharges (arcs) between the wire and the workpiece.
What is the key difference between Wire EDM vs Sinker EDM?
EDM wire method uses a thin and continuously fed wire to cut profiles, whereas sinker die EDM uses a custom-shaped electrode to form complex 3D contours and cavities.
When to use Wire EDM Cutting?
Use Wire electrical discharge machining when high precision and tight tolerances are required, especially for cutting intricate through-holes in hard conductive materials like titanium and tool steel.
When to use Sinker EDM?
It is ideal for creating intricate 3D shapes, cavities, and molds in hard materials. Especially when complexity cannot be achieved with other machining processes.
0 Comments