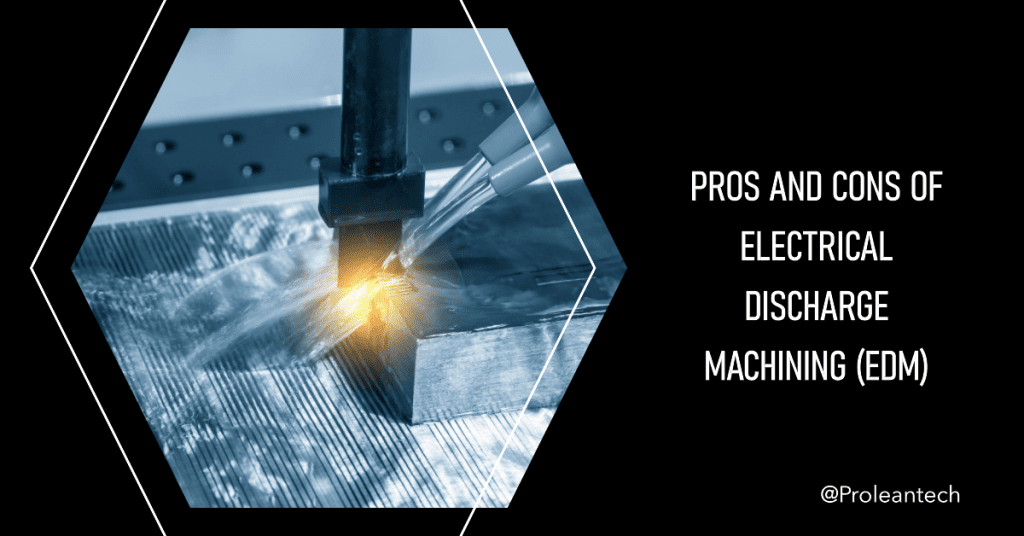
Electrical Discharge Machining (EDM) is a versatile and widely used manufacturing process that enables precision machining of intricate shapes and hard-to-machine materials. As with any technology, EDM has its own set of advantages and disadvantages that should be carefully considered when deciding whether to employ it in a specific application.
This article examines the advantages and disadvantages of EDM, offering a balanced perspective to aid in informed decision-making. It explores various aspects of EDM, including its benefits, limitations, and factors for successful implementation. Let’s dive in and explore the world of EDM!
Pros of EDM
Electrical Discharge Machining (EDM) offers several advantages that make it a popular choice for precision machining. Let’s explore these pros in detail:
1. Precision and Intricacy
| Pros of EDM | Description |
|---|---|
| High Precision | EDM allows for exceptional precision and accuracy in machining operations. It can achieve tight tolerances and produce complex shapes and features with excellent repeatability. |
| Intricate Geometries | With EDM, it is possible to machine intricate and intricate geometries that would be challenging or even impossible with conventional machining methods. |
| Small Radii and Fine Details | EDM can produce small radii, sharp corners, and intricate details, enabling the manufacturing of components with exceptional detail and precision. |
2. Versatility
- Wide Material Compatibility: EDM is suitable for a wide range of materials, including metals, alloys, ceramics, and even non-conductive materials like graphite and composites. This versatility allows for the machining of diverse workpiece materials.
- Hard-to-Machine Materials: EDM is particularly effective for machining materials with high hardness and difficult-to-cut properties, such as hardened tool steels and exotic alloys.
- Multiple Industries: EDM finds applications in various industries, including aerospace, automotive, medical, electronics, and tool and die manufacturing.
3. No Contact and Minimal Heat Affected Zone (HAZ)
EDM is a non-contact machining process. The material removal occurs through controlled electrical discharges, eliminating the need for direct physical contact between the tool and the workpiece. This reduces the risk of tool wear, deflection, and damage to delicate workpieces.
Furthermore, it generates minimal heat during the machining process. The short-duration electrical discharges cause localized melting and removal of material, resulting in a small heat-affected zone (HAZ). This preserves the structural integrity of the workpiece and minimizes the risk of thermal damage.
4. Burr-Free Surface Finish
EDM produces excellent surface finishes, often eliminating the need for additional post-machining operations. The non-contact nature of the process minimizes the formation of burrs, resulting in smooth and burr-free surfaces.
The high-quality surface finish achieved by EDM reduces or eliminates the need for additional finishing processes such as grinding or polishing. This leads to time and cost savings in the overall manufacturing process.
Cons of EDM
While Electrical Discharge Machining (EDM) offers numerous advantages, it is important to consider its limitations and potential drawbacks. Let’s explore some of the cons associated with EDM:
- Slower Material Removal Rate; Compared to conventional machining methods like milling or turning, EDM typically has a slower material removal rate. The controlled electrical discharges remove material in a gradual process, which can lead to longer machining times for larger volumes of material.
- Cost and Complexity: EDM machines can be expensive, especially for high-end models or specialized applications. The initial investment cost may be a significant consideration for small businesses or those with limited budgets.
- Complex Setup and Operation: EDM requires specialized knowledge and expertise to set up and operate effectively. Skilled operators are essential to ensure optimal performance and avoid potential issues such as electrode wear, poor surface finish, or excessive tooling costs
- Electrode Wear: During the EDM process, both the workpiece and the electrode experience wear. The electrode material gradually erodes as it discharges and removes material from the workpiece. This necessitates periodic electrode replacement or reconditioning, adding to the overall cost.
- Limited Tool Life: The wear of the electrode and the workpiece limits the tool life in EDM. This can result in reduced productivity and increased downtime for tool replacement or reconditioning.
- Workpiece Size Restrictions: EDM machines often have size limitations, which can impact the maximum dimensions of the workpiece that can be machined. Large or bulky components may require specialized EDM setups or alternative machining methods.
- Surface Recast Layer: EDM can produce a recast layer on the machined surface, which is a thin layer of altered material due to the heat generated during the process. This layer may have different properties than the base material and may require additional post-machining treatments to remove or modify.
- Heat-Affected Zone (HAZ): While EDM generates minimal heat, there is still a small heat-affected zone surrounding the machined area. In some cases, this HAZ may affect the material properties or induce residual stress, requiring additional post-machining operations for stress relief.
Comparison Table: EDM’s Pros and Cons
Here’s a comparison table highlighting the pros and cons of Electrical Discharge Machining (EDM):
| Pros of EDM | Cons of EDM |
|---|---|
| High precision and accuracy | Slower material removal rate |
| Ability to machine complex geometries | Cost and complexity |
| Suitable for hard and exotic materials | Electrode wear and limited tool life |
| No contact between the tool and workpiece | Size limitations |
| Minimal heat-affected zone (HAZ) | Surface recast layer and HAZ |
| Capable of machining intricate details | Limited cutting speed |
| Does not require high cutting forces | Potential for workpiece distortion |
| Versatile in handling various shapes | Initial investment and operating costs |
| Excellent surface finish and quality | Specialized expertise required |
| Minimal burrs and residual stresses | Environmental considerations |
Try Prolean Now!
Factors to Consider for Successful EDM Implementation
Factors to Consider for Successful EDM Implementation are crucial for effectively implementing EDM in manufacturing processes. These factors include material selection, design considerations, electrode selection, and machine selection.
| EDM Factor | Considerations | Example |
|---|---|---|
| Material Selection | Consider material conductivity, hardness, and thermal properties. Choose suitable materials for EDM and understand their limitations. | Steel, aluminum, titanium, ceramics |
| Design Considerations | Optimize part design for EDM, considering electrode accessibility, electrode wear, and the presence of deep ribs or fine details. Design for ease of electrode manufacturing and wear compensation. | Radii, sharp corners, intricate details |
| Electrode Selection | Select the appropriate material and geometry for the specific application. Consider wear resistance, electrical conductivity, and wear compensation strategies. | Copper, tungsten, graphite |
| EDM Machine Selection | Choose an EDM machine with required capabilities, such as wire EDM or sinker EDM, based on the application and part requirements. Consider accuracy, repeatability, and control system capabilities. | Wire EDM, sinker EDM |
Related: Clearing Up Common Misunderstandings Surrounding EDM Machining Techniques
Conclusion
In conclusion, EDM offers unique advantages in terms of precision, versatility, and surface finish. However, it also has limitations related to material removal rate, electrode wear, and setup complexity. Understanding these pros and cons is crucial for effectively implementing EDM in your manufacturing processes. By considering factors like material selection, design considerations, electrode selection, and machine selection, you can maximize the benefits of EDM while mitigating its limitations. With careful planning and expertise, EDM can be a valuable tool for achieving intricate machining tasks.
At Prolean, we offer advanced EDM machining services utilizing state-of-the-art equipment and expertise to meet your precision machining needs. Contact us today to learn more about how our EDM services can benefit your projects.
FAQs
Is EDM suitable for all types of materials?
EDM is suitable for a wide range of conductive and non-conductive materials, including steel, aluminum, titanium, ceramics, and more. However, some materials, such as those with low electrical conductivity, may pose challenges in achieving efficient machining.
Can EDM produce sharp internal corners and fine details?
Yes, EDM is capable of producing sharp internal corners and intricate details with high precision. The process can achieve radii as small as a few microns, depending on the electrode size and part design.
What are the main applications of EDM?
EDM finds applications in various industries, including aerospace, medical, automotive, mold and die, electronics, and more. It is used to manufacture components such as turbine blades, medical implants, injection molds, and complex electrical contacts.
Does EDM produce heat-affected zones (HAZ) on the workpiece?
EDM produces minimal heat-affected zones (HAZ) due to the non-contact nature of the process. The controlled electrical discharges cause localized melting and removal of material without generating excessive heat.
Can EDM be used for high-volume production?
While EDM is not typically used for high-volume production due to its slower material removal rate, it can be applied for specific components or low-volume manufacturing where precision and intricate details are critical.


0 Comments