
Electrical Discharge Machining (EDM) is a modern manufacturing process that removes material from a workpiece using a series of rapid, controlled electrical sparks. It can be used for a wide variety of applications, including machining hard materials and producing complex shapes with high precision.
EDM is particularly well-suited for the production of small, intricate parts that would be difficult or impossible to machine using traditional methods. Its ability to work with a wide range of conductive materials and the absence of mechanical forces on the workpiece make EDM an indispensable tool in industries such as aerospace, automotive, electronics, and medical device manufacturing.
This article serves as a beginner’s guide to the EDM process. It covers basic principles, types, key components, and best practices, highlighting the importance of EDM in modern manufacturing. Additionally, it presents future development trends in the industry.
The EDM Process: Understanding the Basics
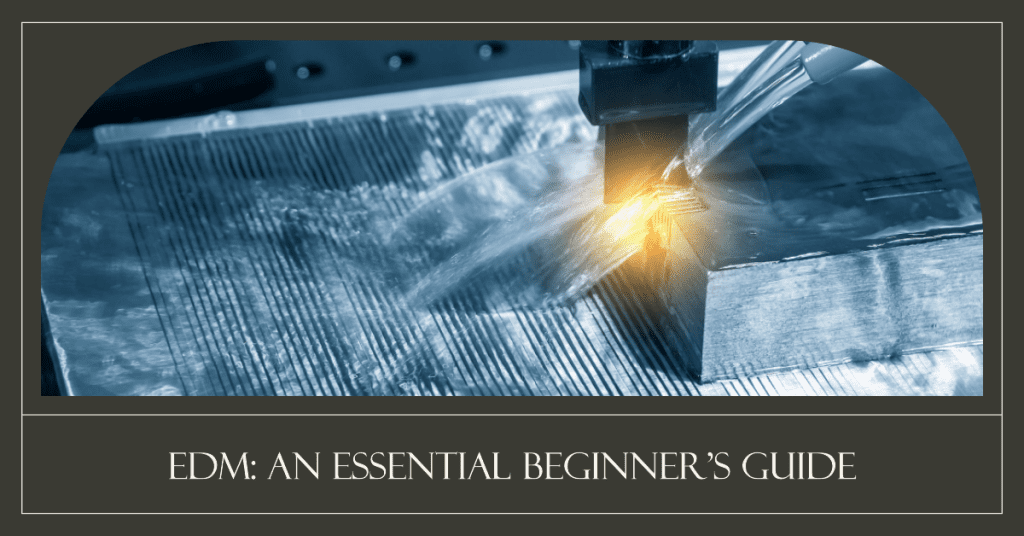
The EDM process relies on the principle of electrical discharge, whereby a series of controlled electrical sparks are used to erode material from a workpiece. This is achieved by creating a potential difference between the workpiece and a tool electrode, which are both submerged in a dielectric fluid. When the potential difference reaches a critical value, the dielectric fluid breaks down, allowing a spark to jump across the gap, causing localized heating and melting of the material.
As the electrical discharge occurs, the dielectric fluid acts as a coolant, flushing away the molten material and preventing excessive heat buildup. The process is highly controlled, with the size, duration, and frequency of the electrical discharges being carefully regulated to achieve the desired material removal rate and surface finish.
The EDM process can be divided into two main steps: setting the machining parameters and executing the machining process. In the first step, the operator determines the appropriate settings for the tool electrode, workpiece, and dielectric fluid, as well as the desired material removal rate and surface finish. In the second step, the EDM machine generates the electrical discharges and monitors the machining process, making adjustments as necessary to maintain the desired parameters.
Types of EDM: Wire EDM and Sinker EDM
There are two primary types of EDM: wire EDM and sinker EDM. Each type has its unique advantages, applications, and limitations, but both rely on the same fundamental principles of electrical discharge and material removal.
1. Wire EDM
Wire EDM, also known as wire-cut EDM or wire electrical discharge machining, uses a thin, continuously-fed conductive wire as the tool electrode. The wire is typically made of brass, copper, or tungsten, and its diameter can range from 0.1 to 0.3 mm. During the machining process, the wire is guided close to the workpiece without making direct contact, creating a narrow kerf or cut as the material is eroded by the electrical discharges.
Wire EDM is particularly well-suited for cutting intricate shapes and tight tolerances in conductive materials, as well as for producing thin, delicate parts that would be difficult or impossible to machine using other methods. Common applications for wire EDM include the production of dies, molds, and precision components for industries such as aerospace, automotive, electronics, and medical device manufacturing.
2. Sinker EDM
Sinker EDM, also known as die-sinking EDM or cavity-type EDM, uses a shaped tool electrode that is submerged in the dielectric fluid and brought close to the workpiece. The tool electrode, typically made of graphite or copper, is designed to match the desired shape of the cavity or feature to be machined in the workpiece. As the electrical discharges occur between the tool electrode and the workpiece, the material is eroded from the workpiece, creating the desired shape.
Sinker EDM is commonly used for machining complex, three-dimensional shapes, and features in conductive materials, as well as for producing molds, dies, and other components with intricate geometries. Some of the primary advantages of sinker EDM include its ability to produce highly accurate and detailed parts, as well as its capability to machine hard, difficult-to-cut materials.
The EDM Machining Process: Key Components and Setup
The EDM machining process consists of several key components, including the tool electrode, workpiece, dielectric fluid, and power supply. Each of these components plays a crucial role in the overall efficiency and effectiveness of the EDM process.
1. Tool Electrode
The tool electrode is the conductive element used to generate the electrical discharges that erode material from the workpiece. Depending on the type of EDM being used, the tool electrode can be a wire or shaped electrode made of materials such as brass, copper, graphite, or tungsten. The choice of electrode material and geometry is essential, as it influences the machining parameters and the quality of the finished part.
2. Workpiece
The workpiece is the conductive material being machined by the EDM process. It is typically secured to a fixture or worktable, with the tool electrode being guided close to the workpiece without making direct contact. The choice of workpiece material and its electrical conductivity, as well as the desired machining parameters, will impact the efficiency and effectiveness of the EDM process.
3. Dielectric Fluid
The dielectric fluid is a non-conductive liquid that surrounds the tool electrode and workpiece during the EDM process. It serves several critical functions, including acting as a coolant to dissipate heat, flushing away eroded material, and providing electrical insulation between the tool electrode and workpiece. The choice of dielectric fluid and its properties, such as viscosity and dielectric strength, can significantly impact the EDM process’s performance.
4. Power Supply
The power supply is the source of electrical energy for the EDM process, generating the controlled electrical discharges that erode material from the workpiece. The power supply’s voltage, current, and discharge frequency can be adjusted to achieve the desired material removal rate, surface finish, and overall process efficiency. Modern EDM machines are equipped with sophisticated control systems that monitor and adjust the machining parameters in real-time, ensuring optimal performance and quality.
Best Practices for EDM Process Optimization
To achieve optimal results with the EDM process, it is essential to follow a set of best practices for process optimization. These practices include selecting the appropriate tool electrode and workpiece materials, maintaining the dielectric fluid’s proper properties, and employing advanced machining strategies.
1. Tool Electrode and Workpiece Material Selection

EDM electrodes for drilling
Choosing the right tool electrode and workpiece materials is critical to the success of the EDM process. The tool electrode material should have high electrical conductivity and wear resistance, while the workpiece material should be conductive and compatible with the EDM process. Some common tool electrode materials include brass, copper, graphite, and tungsten, while common workpiece materials include steel, aluminum, and titanium.
2. Dielectric Fluid Maintenance
Maintaining the proper properties of the dielectric fluid is essential for efficient and effective EDM performance. The fluid should have a high dielectric strength, low viscosity, and good thermal stability to ensure accurate and consistent electrical discharges. Regular monitoring and maintenance of the dielectric fluid, including filtering, deionizing, and temperature control, are necessary to maintain its optimal properties.
3. Advanced Machining Strategies
To maximize the efficiency and effectiveness of the EDM process, it is crucial to employ advanced machining strategies, such as adaptive control, multi-pass machining, and in-process monitoring. These strategies help to optimize the machining parameters, minimize tool wear, and maximize the material removal rate, ultimately resulting in higher-quality parts and reduced production times.
Try Prolean Now!
EDM in the Manufacturing Industry: Trends and Future Developments
The EDM process’s unique capabilities, such as its ability to machine hard, difficult-to-cut materials and produce complex shapes with high precision, have made it an indispensable tool in modern manufacturing. As industries continue to demand smaller, more intricate components and tighter tolerances, the role of EDM in the manufacturing process is only expected to grow.
Some of the current trends and future developments in the EDM industry include the integration of robotics and automation, the use of artificial intelligence and machine learning for process optimization, and the development of new materials and tooling technologies. These advancements will further expand the capabilities of the EDM process, enabling manufacturers to produce more complex and precise components with greater efficiency and accuracy.
Read More: Forecasting EDM Trends and Innovations in Electrical Discharge Machining
Conclusion: The Importance of EDM in Modern Manufacturing
Electrical Discharge Machining (EDM) has become an essential tool in modern manufacturing, particularly in industries that require high precision and the ability to machine hard, difficult-to-cut materials. Its unique capabilities and versatility make it a valuable addition to the manufacturing process, allowing for the production of complex shapes with high accuracy and repeatability.
By understanding the basic principles, types, and key components of the EDM process, as well as best practices for process optimization, EDM manufacturers can leverage the full potential of this advanced machining technology. Furthermore, keeping up with current trends and future developments in the industry will enable manufacturers to stay ahead of the competition and meet the ever-increasing demands of the market.
Prolean’s EDM Services: Precision at Best Price
Prolean is a leading provider of EDM services, offering precision machining solutions for a wide range of industries and applications. Our state-of-the-art EDM machines, combined with our experienced team of engineers and technicians, enable us to deliver high-quality parts with unmatched accuracy and repeatability.
We specialize in both wire EDM and sinker EDM, and our advanced machining strategies and process optimization techniques ensure optimal performance and efficiency. Whether you need small, intricate components or large, complex shapes, Prolean has the expertise and capabilities to meet your needs.
Contact us today to learn more about our wire EDM services and how we can help you achieve your manufacturing goals.
FAQs
What materials can be machined using the EDM process?
The EDM process can be used to machine a wide range of conductive materials, including steel, aluminum, titanium, copper, brass, and tungsten.
What are the primary advantages of EDM over traditional machining methods?
EDM offers several advantages over traditional machining methods, including the ability to machine hard, difficult-to-cut materials, produce complex shapes with high precision, and achieve tight tolerances.
What are some common applications of EDM in industry?
EDM is commonly used in industries such as aerospace, automotive, electronics, and medical device manufacturing for the production of dies, molds, and precision components.
What future developments are expected in the EDM industry?
Future developments in the EDM industry are expected to include the integration of robotics and automation, the use of artificial intelligence and machine learning for process optimization, and the development of new materials and tooling technologies.



0 Comments