Electrical Discharge Machining, commonly known as EDM, is a non-traditional manufacturing process that has revolutionized the way we shape hard metals and materials. Offering unparalleled precision and intricate design capabilities, it has found widespread application across diverse industries. As we strive to create ever more complex and demanding components, it becomes increasingly essential to comprehend the science and technology that underpin EDM.
This article explains the science and technology behind the working of EDM, including its technological advancements, future trends, and more.
I. Basics of Electrical Discharge Machining (EDM)
EDM Process
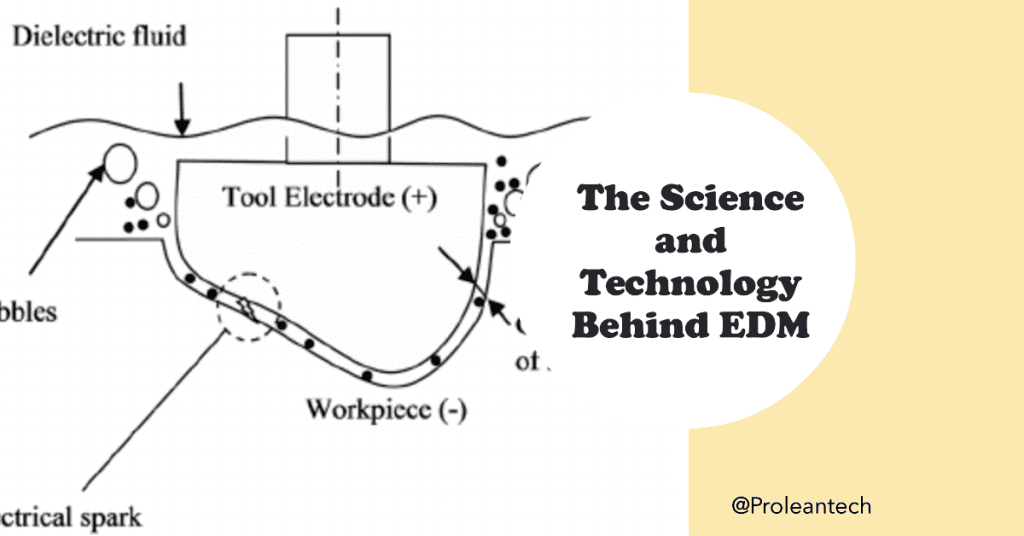
EDM operates on a simple yet ingenious principle: the controlled erosion of material through a series of rapid, repetitive electrical discharges. The EDM machine generates an electric field between an electrode and the workpiece, both submerged in a dielectric fluid. When the electric field intensity exceeds a critical threshold, a spark jumps across the gap, creating a small crater on the workpiece’s surface and ejecting a tiny chip of material.
Key Components of the EDM Process
The primary components of an EDM setup include:
- The EDM machine, which houses the power supply and control systems
- The electrode or tool, is designed to the desired shape
- The workpiece, typically made of electrically conductive material
- Dielectric fluid, serving dual roles of coolant and chip remover
II. The Science of EDM
The science of Electrical Discharge Machining (EDM) is fascinating, combining principles from physics, materials science, and electrical engineering. Understanding this science is crucial to mastering the EDM process and harnessing its full potential.
Electrical Discharge Phenomenon
The electrical discharge phenomenon is at the core of EDM. It involves the generation of a plasma channel between the electrode and the workpiece. This plasma channel allows the flow of electrons, leading to localized superheating, melting, and vaporization of the material.
- Dielectric Breakdown: When the voltage between the electrode and workpiece exceeds the breakdown voltage of the dielectric fluid, it causes the fluid to ionize and become plasma. This plasma forms a conductive path or channel across the gap.
- Spark Generation: A spark then jumps across this plasma channel, superheating the surrounding dielectric fluid. This superheated fluid then erodes a small volume of the workpiece’s material.
- Cooling and Solidification: Once the spark subsides, the plasma channel collapses. The surrounding dielectric fluid then cools the heated area, causing the melted material to solidify. This solidified material is then flushed away by the circulating dielectric fluid.
Material Erosion Process
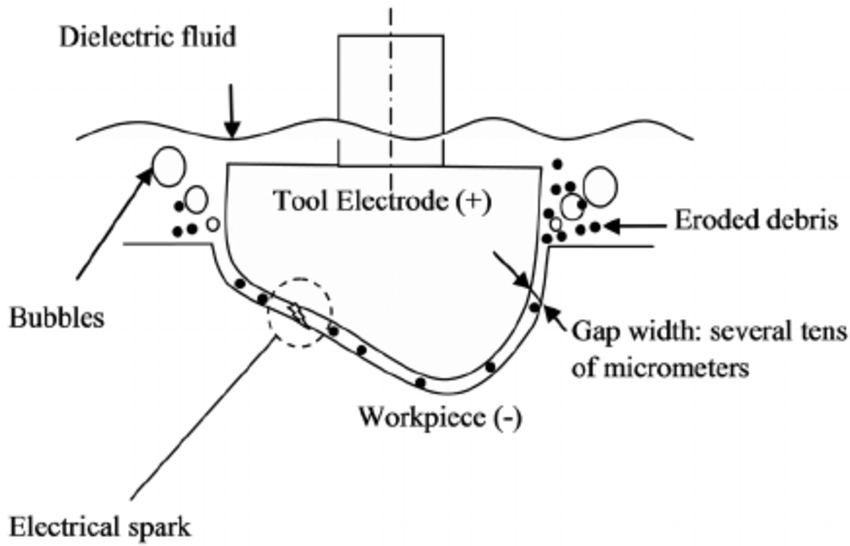
Material erosion phenomena in EDM
The material erosion process in EDM is intricate and influenced by many variables. Each spark erodes a tiny volume of material, forming a crater on the workpiece’s surface. The cumulative effect of these craters forms the desired shape in the workpiece.
- Melting and Vaporization: The intense heat of the spark melts and vaporizes the material at the point of discharge. The majority of the material removal is due to vaporization, with melting playing a lesser role.
- Material Ejection: The rapid expansion of the vaporized material, along with the pressure from the dielectric fluid, ejects the melted material from the crater.
- Crater Formation: Each discharge forms a crater on the workpiece’s surface. The size and shape of the crater depend on the energy of the spark, the pulse duration, and the properties of the workpiece material.
Role of Dielectric Fluid
Dielectric fluid plays a multifaceted role in the EDM process. Not only does it serve as the medium for the electrical discharge, but it also helps cool the machined area and flush away the eroded material.
Key Functions of Dielectric Fluid:
- Insulator and Conductor: The dielectric fluid acts as an insulator at low voltages, preventing premature discharge. However, when the voltage exceeds the breakdown threshold, it ionizes and becomes a conductor, allowing the spark to pass.
- Coolant: The dielectric fluid helps cool the machined area after each discharge. This rapid cooling solidifies the molten material and minimizes the heat-affected zone (HAZ).
- Removal of Debris: The circulating dielectric fluid carries away the eroded material and debris from the machined area, keeping the gap clean for subsequent sparks.
Read More: Exploring the Significance of Dielectric in EDM
Heat Affected Zone and Surface Finish
The Heat Affected Zone (HAZ) is the region of the workpiece that experiences thermal effects due to the EDM process. Controlling the HAZ is critical for achieving a good surface finish and maintaining the material’s structural integrity.
Key Points Regarding HAZ and Surface Finish:
- Heat Affected Zone (HAZ): The HAZ encompasses the recast layer (resolidified material on the surface), the heat-affected layer (material affected by heat but not melted), and the unaffected base material. Minimizing the HAZ is crucial to maintain the mechanical properties of the workpiece.
- Surface Finish: The surface finish in EDM is determined by the size and distribution of the craters formed by the sparks. Smoother finishes require smaller craters, which can be achieved with lower-energy sparks.
Table: Comparative Characteristics of the Electrical Discharge Phenomenon, Material Erosion Process, and Role of Dielectric Fluid
| Phenomenon/Process | Description |
|---|---|
| Electrical Discharge | The ionization of dielectric fluid creates a plasma channel allowing for a spark to generate, which causes material erosion. |
| Material Erosion | Each spark creates a crater by vaporizing and melting the workpiece material. The cumulative effect of these craters shapes the workpiece. |
| Role of Dielectric Fluid | The dielectric fluid serves as an insulator, conductor, coolant, and debris remover. It plays a critical role in controlling the EDM process. |
Try Prolean Now!
III. Technology in EDM
EDM technology has rapidly advanced over the years, improving precision, efficiency, and versatility. Innovations have permeated every aspect of the process, from power supplies and control systems to electrode design and materials.
1. CNC and Automation in EDM
Computer Numeric Control (CNC) has propelled EDM into the realm of fully automated manufacturing. CNC EDM machines can execute complex, multi-step operations without human intervention, drastically reducing errors and enhancing productivity.
2. Influence of Materials and Electrode Design
Material science has been instrumental in enhancing EDM capabilities. The choice of electrode material, workpiece material, and dielectric fluid can significantly affect EDM performance. Similarly, innovative electrode designs have made it possible to manufacture intricate components that were previously unthinkable.
3. Advances in Power Supply and Control Systems
Modern EDM power supplies offer excellent control over process parameters like voltage, current, and pulse duration. Simultaneously, advanced control systems provide real-time monitoring and feedback, facilitating adaptive machining strategies that optimize the EDM process.
4. High-Performance Dielectric Fluids
Today’s dielectric fluids deliver superior performance, contributing to faster machining rates, finer surface finishes, and minimal thermal distortion. They are also more environment-friendly and safer for operators.
IV. EDM Process Control
Effective process control is crucial to exploiting the full potential of EDM. It allows EDM manufacturers to tune process parameters for optimal performance, achieving a balance between machining speed, precision, and surface quality.
| Process Parameter | Effect |
|---|---|
| Discharge current | Determines the depth and speed of material removal |
| Pulse duration | Affects material erosion rate and surface finish |
| Duty cycle | Determines the amount of time the discharge is active |
| Gap voltage | Affects the intensity of the electrical discharge |
| Dielectric fluid properties | Affect machining speed, surface finish, and HAZ size |
Role of Feedback Systems
Modern EDM machines incorporate sophisticated feedback systems. These systems monitor the machining process in real-time, making necessary adjustments to process parameters to maintain optimal conditions. This adaptability significantly enhances the consistency and reliability of the EDM process.
V. Recent Innovations and Future Trends
| Trend | Description |
|---|---|
| Micro-EDM and Nano-EDM | Enable the fabrication of micro and Nano-sized components with exceptional precision in fields like microelectronics and biomedical engineering. |
| Multi-Axis and Hybrid EDM Systems | Machine complex 3D shapes with high precision, combining EDM with other machining processes for unprecedented versatility and efficiency. |
| Eco-friendly and Energy-Efficient Systems | Emphasis on developing environmentally friendly and energy-efficient EDM systems through the use of green dielectric fluids, energy-saving power supplies, and waste reduction strategies. |
| Predictive Modeling and Simulation | Powerful tools for optimizing the EDM process through the study of EDM under various conditions, reducing trial-and-error and accelerating the development of effective machining strategies. |
Harnessing the Power of Precision with ProleanTech’s EDM Services
At ProleanTech, we’re more than just a service provider – we’re your strategic partner in precision manufacturing. We understand the intricate science and advanced technology behind EDM and apply this knowledge to deliver top-tier EDM services.
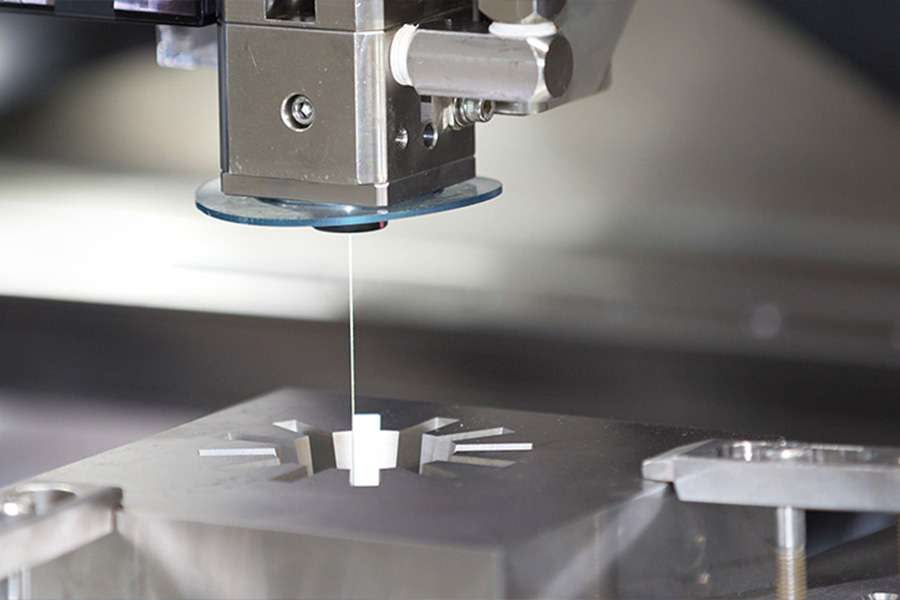
Through a deep understanding of EDM science and cutting-edge technology, we consistently innovate in our service delivery. Whether it’s wire EDM, sinker EDM, or hole drilling EDM, our team of expert machinists ensures optimal performance and precision in every project.
Our focus is not just to meet your expectations but to exceed them. By embracing the latest technological advancements, we deliver superior efficiency, precision, and quality, ensuring your projects are completed on time and to the highest standards.
Choosing ProleanTech for your EDM needs guarantees a service rooted in a thorough understanding of the science and technology of EDM,
Conclusion
The science and technology behind Electrical Discharge Machining (EDM) reveal the complex and fascinating world of controlled material erosion by sparks. From the electrical discharge phenomenon, the intricate process of material erosion, to the multifaceted role of dielectric fluid and the impact on the heat-affected zone and surface finish – each aspect contributes to the vast capabilities of EDM.
The EDM process continues to evolve with new technologies, materials, and process controls driving further improvements and innovations. The recent trends in micro and Nano-EDM, multi-axis and hybrid systems, eco-friendly practices, and predictive modeling promise an exciting future for this versatile machining process.
FAQs
1. What factors influence the size and shape of craters in EDM?
The size and shape of craters in EDM are influenced by the energy of the spark, the pulse duration, and the properties of the workpiece material.
2. How does the dielectric fluid contribute to the EDM process?
The dielectric fluid serves multiple roles in the EDM process. It acts as an insulator preventing premature discharge and becomes a conductor when ionized, allowing the spark to pass. It also cools the machined area and carries away the eroded material and debris.
3. How can we control the Heat Affected Zone (HAZ) in EDM?
Controlling the energy of the spark and the pulse duration can minimize the HAZ. Using a suitable dielectric fluid and ensuring efficient flushing can also help control the HAZ.
4. What are the recent trends in EDM technology?
Recent trends in EDM technology include developments in micro and Nano-EDM, multi-axis and hybrid systems, eco-friendly EDM systems, and the use of predictive modeling and simulation to optimize the process.



0 Comments