Electric Discharge Machining
Electrical discharge machining (EDM) is a manufacturing process that removes material from electrically conductive workpieces by means of controlled electrical sparks. It shapes components without physical contact between the tool and the workpiece.
During machining, high-frequency sparks gradually remove fine metal particles from localized areas. Meanwhile, dielectric fluid controls spark stability and removes eroded machining debris.
EDM supports sharp corners, narrow cavities, and deep internal machining features. Wire, sinker, and hole-drilling EDM are common types of electric discharge machining. Each technique supports different manufacturing requirements across aerospace tooling, medical components, and molds. For example:
- Wire EDM: It is commonly used when parts require tight tolerances, complex profiles, and sharp internal corners.
- Sinker EDM: It is a good choice for machining deep cavities and detailed features in molds, dies, and tooling components.
- Hole Drilling EDM: It is often used to create small, deep holes in hard materials when conventional drilling is not feasible.
This article will walk you through EDM processes, components, parameters, material compatibility, tolerances, and more.
What Is Electrical Discharge Machining (EDM)?

EDM machining
Electrical Discharge Machining (EDM) is a non-traditional machining process in which an electrically energized spark discharge removes conductive material. In the process of EDM, there is no physical contact between the electrode being used to create the sparks and the part being machined. Unlike other forms of machining, where a cutting force is generated by moving the tool or the material past each other, EDM generates its own cutting forces as it erodes small amounts of metal from the workpiece.
To prevent damage to the workpiece from electrode sparks and to collect the metallic particles removed from the part, EDM requires a dielectric fluid in the cutting area.
When sparks form, they vaporize a portion of the material, causing it to melt and then solidify into a layer of recast material. This recast layer builds up on the workpiece’s surface over time and can cause inaccuracies if not properly addressed in subsequent passes.
As a result, EDM can precisely machine parts with characteristics that make them difficult to machine using traditional techniques. For example, deep slots, thin ribs, internal cavities, and sharp corners can all be machined with high accuracy using an electric-discharge-machining application. (Learn more about EDM Medical Manufacturing)
Additionally, since EDM does not generate significant cutting forces during machining, it enables the accurate machining of parts with very fragile or delicate geometry.
There are two core types of EDM machines:
- Wire EDM
- Sinker EDM
In Wire EDM, a wire electrode is continuously fed to the workpiece as it moves back and forth under the control of a control system.
Once the desired profile is completed, the wire breaks and a new piece is fed to continue machining. In contrast, Sinker EDM utilizes shaped graphite and/or copper electrodes.
These electrodes are placed on top of the workpiece to create a cavity. While both Wire EDM and Sinker EDM have their advantages/disadvantages based upon application requirements, they provide similar capabilities.
EDM drilling machines utilize these same principles but focus specifically on creating narrow holes within various conductive materials.
Three parameters significantly impact machining performance and finish quality:
- Spark current
- Pulse Timing
- Flushing Conditions
For example, poor flushing conditions will contribute to increased recast layer formation on machined surfaces. As a result, many EDM processes include multiple passes after initial roughing. The final pass(s) typically refine critical dimension(s) and improve surface finish quality.
Read more: The Science and Technology Behind EDM
How the Electrical Discharge Machining Process Works
Electrical discharge machining process
Electrical Discharge Machining (EDM) is an electro-thermal non-traditional machining process that removes electrically conductive materials through controlled, thermally-induced electrical spark discharges. In EDM machining, material removal is based on thermal erosion rather than mechanical cutting.
The Electrode Creates a Spark Gap
Before machining, the electrode is brought close to the conductive workpiece. A controlled spacing or “spark gap” remains between the two surfaces being machined.
Electrical Pulses Generate Sparks
The power source generates high-speed electrical pulses, which are then sent across the spark gap to produce sparks. It is these sparks that produce extremely high temperatures at their sites, causing the melting and vaporisation of microscopic electrically conductive particles in the workpiece.
The Workpiece Surface Erodes
These particles will be removed from the surface of the workpiece through each successive application of a spark. As such, the individual sparks will progressively remove increasing amounts of material from the designated area(s).
Dielectric Fluid Flushes Debris
As previously mentioned, the dielectric fluid will surround the machining zone throughout all stages of the EDM process. This fluid removes particulate matter generated by the machining process and helps stabilize the operational environment around the spark gap.
Servo Controls Maintain Machining Accuracy
Throughout all phases of active machining, CNC servo systems continually monitor and regulate the spark gap size. Maintaining stable gap sizes will help achieve accurate dimensioning and consistent surface-quality finishes.
Machining Continues Until Final Shape Completion
The EDM machine will continue generating spark cycles until the desired geometric configuration has been achieved. Depending on additional requirements and desired specifications, additional processing cycles can achieve higher levels of surface integrity and greater feature accuracy.
Core Parts of an Electric Discharge Machine
Several other machine components help generate sparks to remove material during an EDM process. Some of these components help the machine create a stable machining environment, some assist in removing debris generated by the machining operation, and others help control the electrode’s path.
EDM Power Source
The main function of this is to create electrical pulses between the electrode and the workpiece surface. The operator can then set the parameters for both the current and pulse durations to achieve the desired result.
Electrode
This creates controlled spark discharges each time it contacts the workpiece during its material-removal cycle. Electrodes can be made out of graphite (for cavities) and copper (for profiles).
Dielectric Fluid Unit
All EDM machines have a reservoir containing either dielectric oil or de-ionized water during the machining process. This acts as a coolant while removing the melted metal debris created by the sparking process.
Servo Drive System
These systems will drive and move the electrode throughout all active machining operations. They maintain a constant distance between the workpiece and the electrode to ensure stable spark generation.
CNC Controller
They manage the electrode’s travel and the electrical discharge simultaneously. Most modern EDM systems operate using CNC programs designed specifically for creating high-detail cavities and profiles.
Work Tank
Contains the dielectric fluid used for cutting/erosion during EDM machining. Also serves as the container for the workpiece until the entire machining process is complete.
Work Holding Fixture
Holds onto conductive materials firmly during machining via spark erosion. A solidly held fixture provides better, dimensionally accurate results when machining very small details using EDM.
Flushing Setup
This creates a continuous flow of dielectric fluid into and/or through small machining areas. Proper flushing helps prevent metal debris from accumulating around the area where sparks occur.
Dielectric Filter
Removes fine metallic particulate from circulating dielectric fluid. Clean dielectric fluid improves the consistency of sparks produced over many hours of machining. (Read more: Dielectric in EDM)
Machine Cooling Unit
Controls the machine and dielectric-fluid temperatures during extended machining. Maintaining precise temperatures during EDM machining helps ensure accuracy.
Types of EDM Machines Used for Different Machining Tasks
There are two main types of EDM machines: sinker (also called ram or vertical) and wire.
- Wire EDM has a single long wire that is moved back and forth in a horizontal plane.
- On the other hand, sinker EDM has an electrode that moves vertically down onto the part being milled.
Both types are better suited to making certain shapes than traditional milling cutters.
Wire EDM
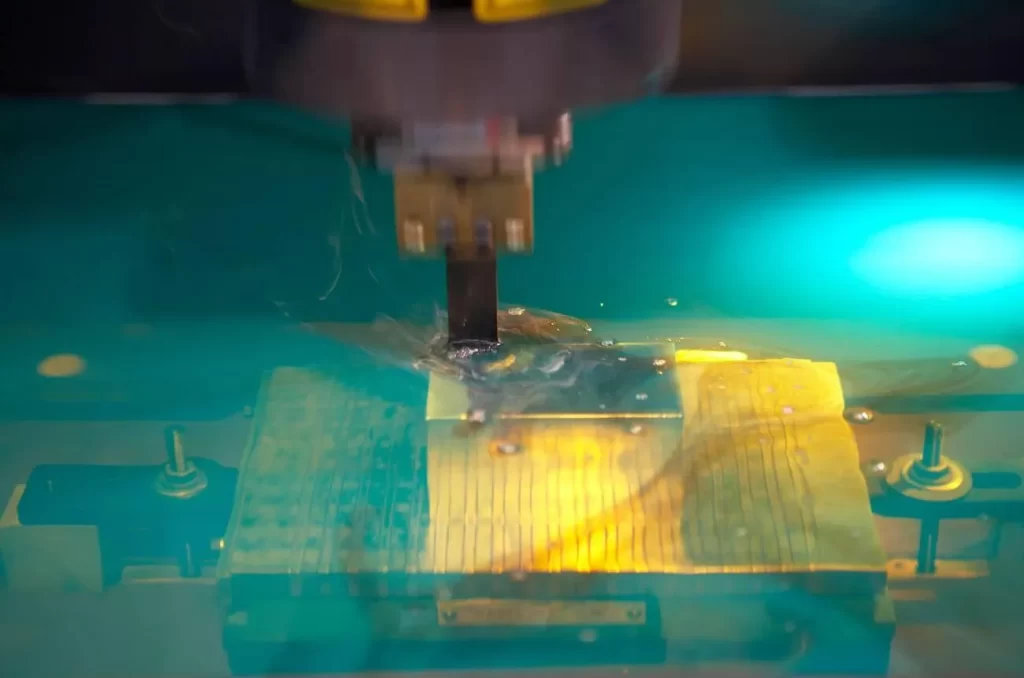
Wire EDM machine
Wire EDM is primarily used to produce profiles and contours. It works by having a long, thin wire (made of brass, stainless steel, or zinc-coated steel) move horizontally between two guides. As the wire contacts the workpiece, it melts the metal, leaving behind the desired shape. This method is excellent for punching, die plates and making complex profiles.
One limitation of this type of EDM is that the radius of each corner depends upon the diameter of the wire. If you want a very small corner radius, you will need to select a smaller-diameter wire. However, if you require a larger-diameter wire, your corner radius may be too large. Brass wires are typically best for high-speed machining applications, while zinc-coated wires provide better surface finishes.
Sinker EDM

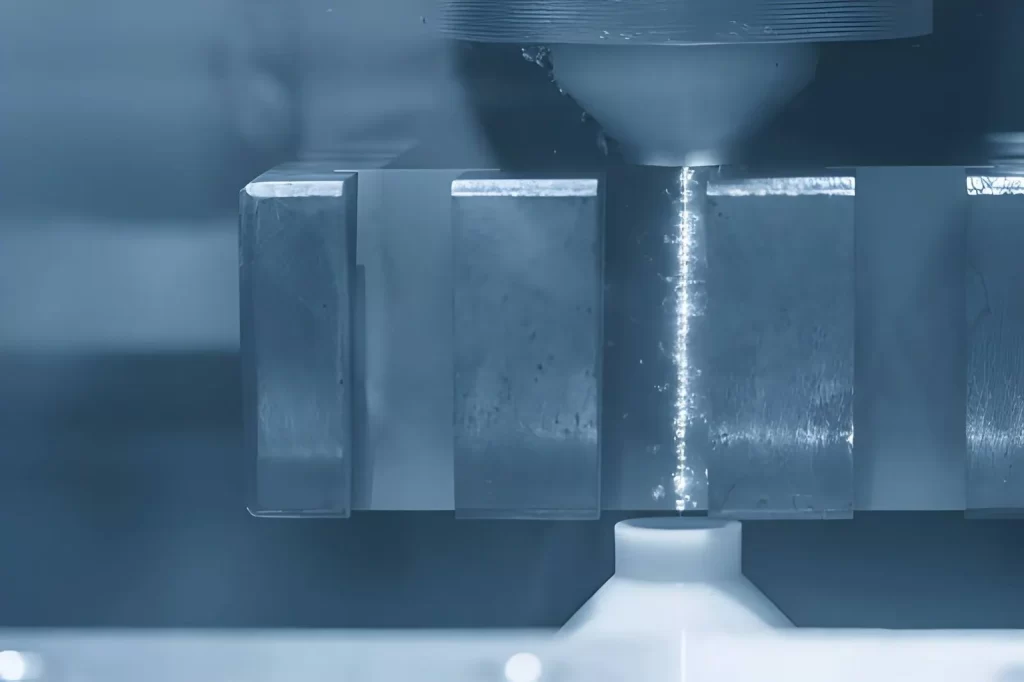
Sinker EDM copper electrode machining
These EDM machines use an electrode specifically designed to match the exact shape of the part you wish to manufacture. Once the electrode comes into contact with the workpiece, it begins to melt away excess metal until all excess metal is removed.
Graphite electrodes tend to be faster and therefore less expensive when producing deeper cavities, but they do not provide the same level of detail as copper electrodes. Therefore, copper electrodes are best for creating detailed molds and similar items where a smooth surface is important.
Manufacturing companies typically use this type of EDM to produce moulds for plastic products and forging dies. In addition, many manufacturers use it to create texture on various surfaces. Some common examples include aircraft wings, car hoods, and boat hulls. Also, Sinker EDM machines can create internal corners that are hard to reach with a milling cutter.
EDM Hole Drilling
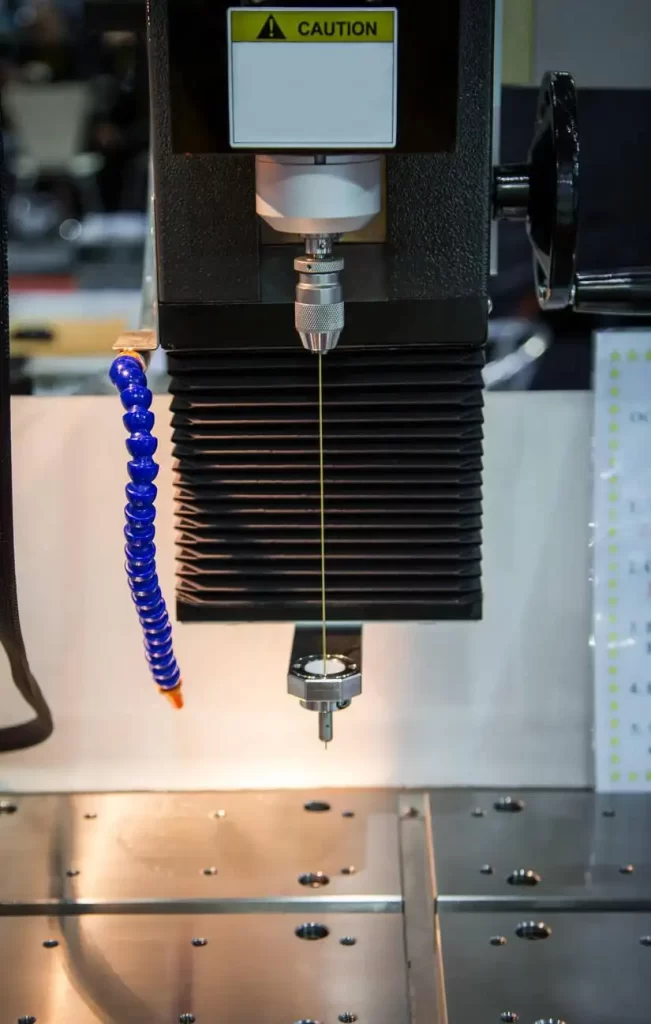
EDM hole drilling machine
Hole-drilling EDMs are primarily used to drill holes in conductive materials such as aluminium and steel. These machines can produce holes at much greater depths than traditional drilling tools. Since hollow electrodes are utilized in these machines, the dielectric fluid flows directly through the center of the hole during drilling, eliminating waste and debris.
Consequently, many manufacturing companies prefer to use hole-drilling EDM to drill cooling holes in engine parts, such as gas turbine blades and aerospace engine components. Additionally, some manufacturing companies find hole-drilling EDM useful for creating initial holes before subsequent wire EDM contour-cutting processes.
Fast Hole EDM
Fast Hole EDM machines are specifically designed to quickly produce holes in thicker conductive materials, unlike standard drilling EDM machines. They use higher flush pressure than their standard counterparts.
Many manufacturing companies use fast-hole EDM machines to produce small-diameter holes at extreme depths in hardened steel tooling sections. These holes are then followed by wire EDM contour-cutting operations to define the exact shape of the hole(s).
Micro EDM
Micro EDM machines are specialised EDM machines that produce extremely precise, small conductive features in precision miniature components. It produces these small features by using significantly less electrical energy per spark erosion cycle. Companies in the medical field use micro-EDM to create miniature slots and/or cavities in medical devices.
Try Prolean Now!
Does EDM Remove Metal Without Direct Contact?
Yes, EDM can remove conductive metals from workpieces by using electrical discharge to “cut” the metal without physically contacting the workpiece. This is accomplished by controlling a very small gap between the electrode and the workpiece.
Sparks: Remove the Metal
When an electrical pulse passes through the gap (controlled), it creates a continuous stream of controlled spark discharges. It is these sparks that generate sufficient heat to melt extremely localized areas of metal. Once these metallic particles have been melted, they rapidly solidify within the dielectric fluid that surrounds them; simultaneously, the dielectric fluid transports them out of the machining area.
No Physical Cutting Pressure Occurs
Unlike milling or turning, where physical forces are applied to cut through the material, EDM uses spark energy across the controlled machining gap. Because no physical forces are applied during the EDM process, thinner walls and narrower sections tend to be more dimensionally stable during machining. Fine ribs and tooling inserts are common applications of electric discharge machining.
The Gap Stays Controlled During Machining
Automated servo positioning controls adjust the electrode’s position during each EDM stroke. An improperly maintained gap can lead to the rapid development of unstable sparking conditions. Stable spark gaps ensure consistent surface finishes and dimensions across all machined areas. Wire EDM maintains constant wire feed to ensure stable cutting conditions.
Material Conductivity Affects EDM Performance
EDM will only process workpiece material that exhibits conductivity during spark-erosion machining operations. Many materials exhibit good conductivity and are therefore suitable for EDM, such as hardened steels, tungsten carbides, titaniums, and nickel alloys. Material hardness has less influence on EDM than it does on conventional methods.
Is Electric Discharge Machining a Nontraditional Process?
The process is classified as non-traditional machining because there is no physical contact between the cutting tool and the workpiece. In addition, the process removes material by applying electrical energy.
Material Removal Happens Through Electrical Discharge
An electrical discharge occurs at a controlled distance between an electrode (or cathode) and the workpiece (anode), across a gap containing a dielectric fluid. This electrical discharge removes a small amount of metal from the workpiece’s surface during each discharge event. There is no engagement by the cutting tool with the part during the EDM process.
Unlike traditional machining methods, where the cutting tool applies mechanical stress to remove material (shear), EDM relies on the energy generated by electrical pulses applied between the tool and the part, along with the gap condition, to remove material.
No Shear Cutting Takes Place
Traditional machining uses tools that apply mechanical forces (stress) to shear the material. Unlike traditional machining, however, no such shearing action occurs in EDM. As a result, thin sections remain stable during machining because the cutting process does not apply pressure. Additionally, unlike traditional machining, where tool load limitations limit the ability to machine hard materials such as heat-treated alloys and hardened steels, EDM can be performed on these materials without such restrictions.
Process Depends on Electrical and Thermal Behaviour
The performance of EDM depends on how materials respond to the electrical energy used in the discharge process. Conductivity and thermal response are factors that influence the rate of erosion of materials undergoing EDM.
Unlike traditional machining, where hardness directly impacts the ease of cutting, the ease with which a particular material can be eroded in EDM depends on specific parameters, including discharge characteristics and flushing conditions.
Advantages of Using Electrical Discharge Machining
Electrical Discharge Machining offers several advantages over traditional machining methods, making it a popular choice for many manufacturers. Some key benefits of EDM include:
| Advantage | Description |
|---|---|
| Precision | EDM is capable of achieving very high levels of precision, with tolerances as tight as a few microns. |
| Complexity | EDM can produce intricate shapes and patterns that would be difficult or impossible to achieve using traditional machining methods. |
| Hard Materials | EDM can easily machine extremely hard materials, such as carbides, that are difficult to cut using traditional techniques. |
| No Mechanical Stress | Since EDM is a non-contact machining process, there is no mechanical stress exerted on the workpiece, reducing the risk of deformation or damage. |
| Reduced Tool Wear | The electrode in EDM experiences minimal wear during the process, resulting in longer tool life and reduced tooling costs. |
Precision: EDM is capable of achieving very high levels of precision, with tolerances as tight as a few microns.(Read more:Precision and Accuracy of EDM)
Complexity: EDM can produce intricate shapes and patterns that would be difficult or impossible to achieve using traditional machining methods.
Hard Materials: EDM can easily machine extremely hard materials, such as carbides, that are difficult to cut using traditional techniques.
No Mechanical Stress: Since EDM is a non-contact machining process, there is no mechanical stress exerted on the workpiece, reducing the risk of deformation or damage.
Reduced Tool Wear: The electrode in EDM experiences minimal wear during the process, resulting in longer tool life and reduced tooling costs.
What Materials Can Be Machined Using Electric Discharge Machining (EDM)?
EDM can only operate on conductive materials due to the nature of the controlled electrical discharges. The performance of all conductive materials for EDM is a function of their relative conductivities, thermal stability, and response to spark erosion.
Tool Steels
Tool steels retain their dimensions throughout the hardening process. Therefore, when using EDM for removal, there is no heat induced, so the metal does not soften. Therefore, cavities, punches, and similar features are ideal candidates for EDM machining. In addition, EDM can provide deep-section machining without creating stresses in these areas, a common problem with traditional cutters.
Stainless Steels
When exposed to multiple spark cycles, stainless steels behave consistently. Unlike conventional machining methods, EDM does not induce work hardening in the material being removed. Therefore, when removing small cross-sectional-area ribs, internal tight-tolerance areas, etc., surface integrity remains consistent even in complex geometric configurations.
Carbide
Due to their extremely high hardness levels, carbides are resistant to conventional mechanical cutting processes. EDM provides an alternative solution by eliminating mechanical cutting forces and electrically controlling the material’s erosion. As such, inserts used in heavy-wear applications can be shaped by EDM without concern for chipping or damaging the cutting edge.
Titanium Alloys
Titanium exhibits excessive deformation under conventional cutting conditions. When using EDM, titanium can be removed without mechanical loading.
As such, thin-sectioned and/or narrow feature aerospace bracketry/implants typically require this type of processing.
Superalloys (Inconel, Hastelloy)
During normal operating conditions, superalloys exhibit significant resistance to both temperature and mechanical loads. Unlike other machining methods, EDM uses controlled spark breakdown to remove material.
Components subjected to elevated temperatures (turbines and hot-section components) therefore require this machining method. However, surface finish normally requires secondary processing following initial EDM material removal.
Conductive Aluminum
Normally, aluminium can be processed at higher speeds than with EDM using conventional machining techniques. There may, however, be situations where internal geometric features are difficult to reach. Typical examples include small passages and closed cavities. By controlling the sparks utilized during the EDM process, the instability of erosion in thin-walled sections is minimized.
Copper and Brass
Since copper and brass have relatively low electrical resistance during spark discharge, they can be accurately machined by EDM, provided proper controls are used. In addition to providing stable shapes, these metals are commonly employed as electrodes in various setups. Electrical connections requiring fine wire diameters and tooling parts made from these materials are ideal candidates for this machining technique.
What Software Is Used in Electric Discharge Machining (EDM)?
The majority of EDM (Electrical Discharge Machining) software performs a few key functions: tool path creation, electrode design, and setting up machining process parameters. These processes link CAD (Computer-Aided Design) models to the machine’s motion and to the electrical discharge conditions.
CAD/CAM Platforms for Electrode Design
Design engineers develop the cutting tools, known as electrodes, as well as the paths that those electrodes follow through CAD/CAM systems. The most common CAD/CAM applications for this type of development include Mastercam, Autodesk PowerMill, and Siemens NX.
For generating the electrode geometry for sinker EDM, all three can be used. In wire EDM, they are typically used to establish paths for cutting parts from 2D and/or 3D models.
Toolpath Planning for Wire and Sinker EDM
Once the part is defined by its geometry, the software generates machine motion commands that dictate how to fabricate it. The specific commands will include information on where the wire should travel, which entry points, if there are multiple, the wire should start at, as well as control settings for corners.
As previously mentioned, for sinker EDM, the same basic steps are followed, but the specific commands are more detailed. They include defining how deep an electrode should be sunk into a cavity, as well as the level(s) at which to reduce the electrode’s size to achieve uniform erosion throughout the cavity.
Machine Control and Parameter Setup
The EDM controller relies on software programs to allow operators to configure pulse current, voltage and timing values. The operator will choose a range of spark energy based upon the material being machined and the desired finish of the final product. The configuration of these settings controls both the rate of erosion and the overall quality of the finished surface.
There are two primary types of EDM machining processes: roughing passes and finishing passes. Each requires a unique set of pulse current/voltage/timing values to produce optimal results.
Monitoring and Adaptive Control
Modern EDM equipment can monitor, in real time, the conditions associated with each spark event. When such events become unstable, the software will automatically adjust gap control to maintain stability.
Some modern EDM machines also offer logging capabilities, enabling manufacturers to track performance over time and make adjustments to minimize variation in their high-precision production runs.
Collision and Path Verification
Many EDM simulation software packages now allow verification of the intended electrode movement path before executing the machining operation. This functionality provides manufacturers with assurance that there is no potential for unintended contact between the electrode and the workpiece.
As such, collision detection and verification serve further to minimize setup errors in complex EDM-based manufacturing processes.
Try Prolean Now!
How Accurate Is Electric Discharge Machining(EDM)?
EDM machined metal part on an engineering drawing
EDM not only cuts the part, but it also avoids pushing or bending material during machining. That alone keeps dimensions stable, especially on thin or hardened parts. In normal production, accuracy stays around ±0.005 mm to ±0.02 mm. In tighter setups, very small features can achieve near-micron control.
What matters most is not the machine name, but how stable the spark stays during cutting. If the gap behaves consistently, the part holds size. (Read more to explore: electric discharge machining advantages and disadvantages)
Accuracy Range You See in Shops
|
Condition |
What you actually get |
|
Standard job shop EDM |
±0.005 mm to ±0.02 mm |
|
Tight setup with fine control |
±0.002 mm to ±0.005 mm |
|
Micro EDM work |
Very small features at the micron level |
Why EDM Can Stay So Controlled
- There is no tool pressure involved, so nothing bends the workpiece. That alone removes a major source of error seen in milling.
- The machine keeps adjusting the electrode position while it cuts. It reacts to spark changes instead of forcing a fixed path.
Cost Considerations When Using EDM
The cost of EDM (Electrical Discharge Machining) varies based on machine size, part geometry complexity, setup time, and electrode method.
High Initial Setup Requirement
Compared to traditional CNC (Computer Numerical Control), EDM equipment typically has a greater initial purchase price due to the specific nature of each application.
Both wire EDM and Sinker EDM are typically used in applications where there is no alternative to EDM; therefore, they require dedicated setups, which are not generally possible with a versatile machining centre.
Electrode and Consumable Dependency
For Sinker EDM, an additional requirement before machining begins is to produce an electrode for each cavity to be machined. In addition, if the same electrode cannot be reused without significant modification, a new electrode must be produced for each cavity.
Although wire EDM does not require the production of individual electrodes, it does consume wire continuously as it cuts, and dielectric fluid circulates throughout the tank and must be periodically replaced.
Energy Use During Spark Cycles
Unlike a milling operation, EDM operates by repeatedly delivering high-voltage electrical discharges rather than applying a constant force to remove metal. Although power usage is consistent over extended periods of machining, longer times required to erode a given amount of material directly increase the energy costs of the machining process. Furthermore, harder materials require even longer discharge times.
Machine Time Per Component
Since the Material Removal Rate (MMR) is always significantly lower than that achieved in milling or turning operations, longer times are required to complete the machining of complex geometries. However, one of the benefits of EDM is that many setups can be eliminated for parts that contain internal features. For example, a single setup can replace several mechanical operations for such a part.
Maintenance of Dielectric System
Fine particulate matter accumulates in the dielectric system tank during every repeat of the spark erosion process. Therefore, maintenance requirements exist for the filtration system to ensure adequate discharge characteristics continue to prevail.
Poor operating conditions resulting from inadequate fluid circulation can lead to inconsistent machining and, consequently, increase the number of cycles required to produce parts.
When to Choose EDM Machining?

Wire EDM brass workpiece cutting
Choose EDM machining when a part has complex features, deep cavities, small holes, or sharp internal corners that are difficult to machine with standard cutting tools. It is also commonly used for hard metals, molds, dies, and precision components.
How Does EDM Compare to Plasma Cutting?
EDM and plasma cutting each use a unique method to remove material from conductive metals.
EDM is primarily performed by creating a controlled electrical spark erosion in a dielectric fluid, whereas plasma cutting involves rapidly heating a metal using an ionized gas stream.
Precision and Feature Control
EDM provides greater precision, enabling the production of accurate, dimensionally controlled details (small and detailed). This includes machining fine holes, sharp internal angles and deep cavities.
Plasma cutting is specifically focused on quickly dividing sheet and/or plate material. Plasma cutting cannot achieve the level of precision required for fine detail or small geometries.
Cutting Mechanism
EDM removes material via multiple electrical sparks at precise gap spacing. These individual sparks erode very small volumes of metal at a time.
Plasma cutting melts material using high-energy gas jets, then ejects the melted material out of the way. The plasma cutting process operates continuously, focusing on high production rates rather than controlling micro-level details.
Surface Condition After Cutting
Generally, EDM produces a finer edge finish than plasma cutting, which creates a larger HAZ (Heat-Affected Zone) along the cut edges. Additionally, dross is often created during plasma cutting, requiring additional processing after cutting.
Geometry Capability
EDM has been shown to successfully produce highly complex internal geometry and small features. For instance, wire EDM can produce internal geometry that is difficult, if not impossible, to replicate with plasma cutting.
Plasma cutting has proven successful for making long, straight cuts and separating large plate stock. However, plasma cutting is not well-suited to creating fine detail or internal geometries.
Get EDM Machining Support from Prolean Tech
Prolean Tech provides EDM Machining Services for complex, high-precision metal components. The process supports wire EDM, sinker EDM, and precision hole drilling applications. Parts are produced using controlled spark erosion for stable dimensional outcomes. Production support covers prototypes, small batches, and industrial-scale requirements.
Share your CAD design, and the engineering team will review manufacturability and machining approach.

0 Comments