 Blow molding vs. injection molding
Blow molding vs. injection molding
The right plastic manufacturing method is crucial for the success of a product and its cost-efficiency. Injection molding and blow molding are the two most common techniques used in plastics production. Both processes use thermoplastic materials, but they produce fundamentally different products and require unique equipment and tooling.
Making informed decisions requires that manufacturers understand the differences in terms of cost, application, and technical aspects. This comprehensive comparison of blow molding vs injection molding, as well as common defects of injection molding and blow molding products. It also highlights the advantages of professional plastic injection molding services to optimize production outcomes.
What is Blow Molding
Blow molding is an industrial process that’s designed to create hollow plastic products with thin walls. The thermoplastic material is adapted from the principles of traditional glassblowing. Enoch Ferngren, William Kopitke, and others pioneered the plastic blow molding process in 1938. This revolutionized container manufacturing.
This process starts with the creation of a parison, a hollow tube made from softened plastic. The parison is placed between two mold halves, which define the final shape of the product. The parison is filled with compressed air, which forces the plastic to expand until it conforms to the mold cavities. The mold will open and release the hollowed-out product once it has cooled.
Blow Molding Processes Types
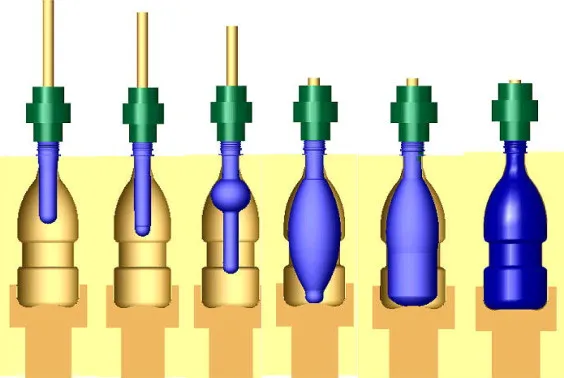 Blow molding process diagram
Blow molding process diagram
There are several blow molding variations to meet different product needs:
The most common method is extrusion blow molding. The parison is extruded in a vertical downward direction, enclosed within a mold, and then inflated using compressed air. This technique is ideal for medium-sized containers, and it’s highly efficient in high-volume production.
Injection blow molding is the process of creating a preform by injection molding, before transferring it into a blow mold. The preform is expanded by air to achieve its final shape.
Stretch blow molding is a technique that mechanically stretches a preform in both directions before it is inflated. This produces bottles that are stronger and more transparent, perfect for carbonated beverages.
Co-extrusion is a blow molding technique that layers plastics simultaneously. This allows for containers to have barrier properties or to combine different material characteristics into a single product.
Common Blow Molding Material
The majority of thermoplastics are not easily compatible with blow-molding processes. HDPE is the most popular material due to its chemical resistance and easy processing. HDPE was introduced in the 1950s, which significantly improved blow molding capabilities.
Other materials commonly used include Medium-Density Polyethylene, Low-Density Polyethylene, Polyethylene Terephthalate, Polypropylene (PP), PVC, thermoplastic elastomers (TPE), Polystyrene (PS), Polycarbonate (PC), and nylon. Material selection has an impact on wall thickness uniformity and the final product’s performance. Polymers with higher molecular weights and longer molecular chain lengths reduce parison slipping and improve thickness consistency.
Blow Molding Advantages
Blow molding is the best choice for hollow plastics because it offers several advantages in terms of manufacturing.
Cost Efficiency
Blow molding is performed at lower pressures, which reduces the cost of equipment and tooling. Molds do not need to withstand high injection forces. This allows for lighter construction and cheaper manufacturing. Tooling costs are typically between $1,000 and $100,000 per part, which is significantly less than the injection molding requirements.
This process requires less expensive equipment. Blow molding equipment requires less capital and lower operating costs because it does not require heavy-duty hydraulic rams for high injection pressures.
Production Capabilities
Blow molding is the best way to create hollow containers that are difficult and not economical to produce through injection molding. The process is efficient and produces thin walls while maintaining structural integrity. The reduced weight and shipping costs are a result of this material efficiency.
Parallel production can be run with multiple molds. Since individual molds are less expensive than injection molds, manufacturers can deploy multiple tools economically to compensate for cycle time and achieve high production volume. The annual output per machine can reach millions.
Design Flexibility
Blow molding can accommodate a large range of sizes, including small bottles as small as 0.25 liters and larger containers up to 50 liters in size, like automotive fuel tanks. Its versatility allows it to be used in a wide range of industries.
Automated production systems reduce labor requirements and maintain quality while reducing the amount of work. With relatively simple tooling, the process can easily adapt to different shapes and sizes.
Blow Molding Products
Many industries require lightweight hollow plastic components and containers.
Consumer Packaging
Blow-molded bottles are used extensively in the personal care industry for liquid soaps, shampoos, conditioners, and cosmetics. Blow-molded bottles are used for cleaning products, household chemicals, and detergents. They resist chemical interactions while remaining cost-effective.
Bottles for juice, milk, and other liquids are also used in the food and beverage industry. When using the appropriate materials or co-extrusion multi-layer techniques, this process produces containers with excellent barrier characteristics.
Industrial Applications
Blow molding is used to produce storage tanks and containers that are used for the production of beer, wine, industrial chemicals, oils, lubricants, and agricultural feedstocks. This process produces large-capacity storage containers that are impractical and cost-prohibitive to manufacture using other methods.
Automotive Components
Blow molding is used extensively by automotive manufacturers for fuel tanks. This process produces complex hollow shapes with multiple functions that minimize weight.
Other Product Categories
Other common blow-molding products include:
- Toys and play equipment for children
- Kayaks and other marine products, such as flotation devices
- Watering cans, planters, and other lawn and garden products are available.
- Medical containers and supplies
- Sporting goods, recreational equipment
- Stadium seating and large structural elements
- Hollow construction is required for certain appliance parts
Try Prolean Now!
What Is Injection Molding?
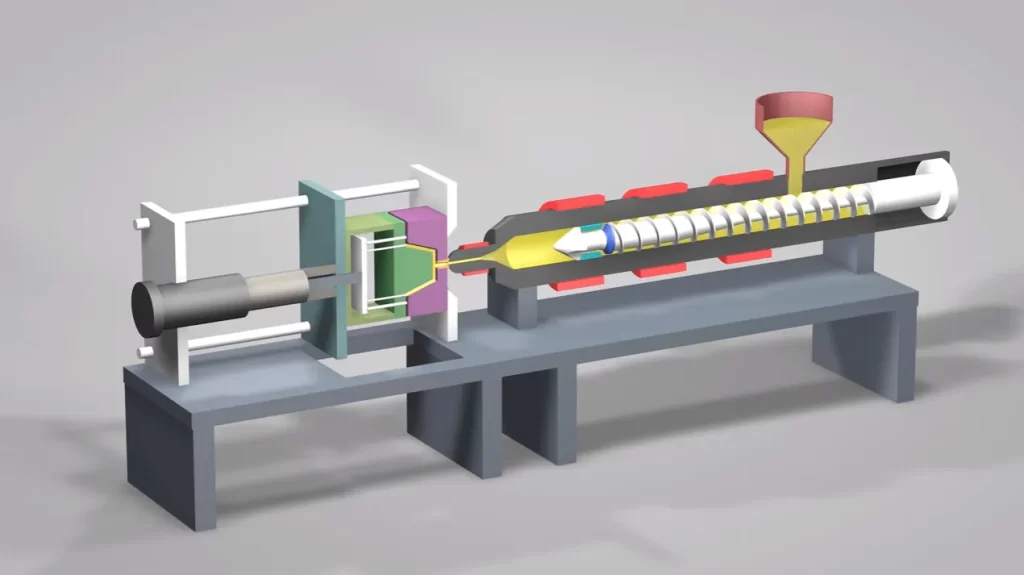 Diagram of an injection molding machine
Diagram of an injection molding machine
Injection molding is a process that produces solid plastic components through precision manufacturing. John Wesley Hyatt invented the first injection molder in 1872 to mass-produce items such as buttons. James Watson Hendry created the first screw-injection molding machine in 1947, which laid the foundations for modern injection technology.
This process involves melting plastic pellets in a barrel that is heated and contains a screw mechanism. The screw forces the plastic into smaller and smaller spaces as it rotates. This generates heat by compression. External heating elements on the barrel supplement mechanical heat generation. Once enough molten plastic has accumulated, the screw retracts and then pushes ahead, injecting material into the mold cavity at extremely high pressure.
Injection Molding Process Details
Injection molds are made up of two or more parts that are held together with powerful hydraulic rams. These rams counter the enormous injection pressure and prevent molten plastic from escaping through the parting lines. Molds will separate if there is not enough clamping force. This can lead to injection molding defects such as flash or incomplete fills.
Water or other coolants are circulated through cooling channels built into the mold to regulate temperature. This helps accelerate solidification. The right cooling will ensure that parts solidify evenly without developing internal stresses or warping. The mold will open, and the ejector pins will push out the part once it has cooled sufficiently.
The injection system has runners and gates to direct the flow of molten plastic into the cavity. These feeder channels ensure that the cavity is filled. These channels are then removed from the part after ejection. This is usually done through automated trimming.
Precision and Repeatability
Injection molding produces parts with exceptional consistency and accuracy. High-pressure injection fills the molds and maintains tight tolerances. Injection molding is ideal for engineering applications that require exact specifications.
Modern injection molding machines have sophisticated controls that monitor temperature, pressure, and injection speed. These parameters ensure that each part meets the specification across millions of production cycles.
Injection Molding vs Extrusion:
While injection molding creates discrete parts by filling closed molds, extrusion produces continuous profiles by forcing molten plastic through a shaped die, which is ideal for items like pipes, tubes, and window frames.
Injection Molding Benefits
For high-volume production, injection molding is a great option for producing complex plastic parts.
Production Efficiency
The production volume of plastic components produced by injection molding is unmatched. One machine can automate and continuously operate to produce millions of plastic parts per year. Cycle times can range from seconds to minutes, depending on the part size, cooling requirements, and material.
Cost-effectiveness at high volume is achieved by combining fast production rates with minimal labor. Once the molds have been manufactured and the production parameters optimized, there is minimal intervention required.
Design Complexity
Injection molding can handle geometries that are impossible to form with other plastic forming techniques. This process produces parts with intricate features and tight tolerances. It also creates parts that have varying wall thicknesses and integrated components. Multi-cavity moulds can produce multiple parts at once, further increasing productivity.
High-pressure injection is used to force plastic into the mold cavity in every detail, reproducing complex shapes with accuracy. This allows for sophisticated part designs, which consolidate multiple parts into a single molded piece.
Material Versatility
Injection molding can be used for a wide range of materials, including thermoplastics. The process can be used with thermoplastics and thermosets as well as thermoplastic elastomers.
The material flexibility enables engineers to choose materials that are optimized for performance requirements such as strength, chemical resistance, or temperature tolerance. Additives can change properties such as color, UV resistance, and flame retardancy.
Minimal Post-Processing
Injection-molded parts require minimal post-processing, other than removing runners and gates. The parts emerge from the molds with surfaces that are ready to be assembled or used. The trimming and handling operations are eliminated, which reduces the overall production cost.
Surface finishes can be textured or high-gloss, and are molded directly onto parts without any secondary operations. A tight dimensional control reduces or eliminates the need for machining.
Injection Molding Products
 Injection molded plastics
Injection molded plastics
Injection molding is used in virtually all industries that require plastic components.
Engineering Components
Dashboard components, interior trims, exterior body panels, and complex mechanical components like gears and casings are all used in automotive applications. Injection molding is used in the automotive industry for both aesthetic and functional parts.
Electronic housings provide mounting points, user interfaces, and protection for sensitive circuits. Injection molding produces enclosures with precision tolerances and integrated functions for industrial equipment, computers, smartphones, and appliances.
Consumer Products
Toys, recreational products, and other items can be produced economically by injection molding. This process can produce anything from a simple building block to complex action figures that have moving parts.
Injection molding is the perfect solution for healthcare products such as syringes and test tubes. It also works well with diagnostic equipment housings and other medical device components. This process is compliant with medical application regulations.
Applications for Industrial and Commercial Use
Injection molding is used to mass-produce construction products such as pipe fittings and electrical boxes. Products that are injection molded are used in agricultural equipment for seed dispensers and irrigation fittings.
Other products that can be injection-molded include:
- Bottle caps and closures
- Food storage containers and kitchen utensils
- Power tool housings, components, and parts
- Furniture components
- Packaging components
- Laboratory Equipment
- Safety gear and protective gear
Try Prolean Now!
Compare Injection Molding with Blow Molding
Knowing the differences between the two processes will help you determine which one is best for your application.
|
Attribute |
Blow Molding |
Injection Molding |
|
Part Geometry |
Hollow, thin-walled |
Solid and complex shapes |
|
Wall Thickness Control |
Variable and less precise |
Highly precise and uniform |
|
Costs of Tooling |
$1,000 – $100,000 |
$10,000 – $1,000,000 |
|
Operating Pressure |
Low |
High |
|
Post-Processing Required |
Yes (trimming the flash) |
Minimal (gate removal). |
|
Material Options |
Thermoplastics are the main material used. |
Injection molding commonly uses thermoplastics; some thermosets and elastomers can also be molded with appropriate tooling and process controls. |
|
Best Applications |
Hollow bottles, containers, and other hollow forms |
Complex components and engineering parts |
Tooling and Equipment Cost Drivers
When we compare the cost of both processes, there are a number of reasons why injection molding is more expensive than blow molding. Injection molds must resist high clamping loads and injection pressures at the gate/cavity, while blow molds primarily see lower forming pressures from compressed air; tooling cost differences are driven by mold complexity, cooling, and required dimensional control.
Injection molding is also more expensive because of the physical design of the machines. They have to be designed to close and apply extreme pressures. They also have to be designed to provide extreme clamping forces. This increases the capital needed to purchase a machine, as well as the maintenance costs. Machines of all types are more costly to operate when the hydraulic systems are high-pressure.
These points must be kept in mind when performing a cost comparison. In some cases, the high cost of injection molding can be rationalized in producing components that are very precise, components that blow molding cannot produce. If large numbers of components are to be produced, the cost per component in injection molding and blow molding can be substantially lowered, which legitimizes the high expense of the injection molds.
Speed Comparison (Production Rates and Cycle Times)
Both methods can achieve high production rates, although production cycle time can vary depending on the size, material, and cooling requirements of the molds. In blow molding, the cycle time is mainly determined by the cooling time of the parison. Smaller containers can be cooled quickly, with cycle times as short as a few seconds. However, for larger containers such as fuel tanks, the cooling time can extend cycles to several minutes.
Similarly, cycle times for injection molding also depend on part size and cooling time. Thick cross-sections of a molded part require more time because of the thicker material, and cycle times can vary from 10 seconds for smaller parts to several minutes for larger parts.
Both processes can also utilize multi-cavity setups for parallel production, which is economically viable, especially for blow molding, considering the lower cost of molds. In injection molding, multi-cavity molds allow for more parts to be made within a single cycle, increasing the efficiency of the machine.
Volume Comparison
Both methods can achieve significant volumes of production. Millions of parts can be produced annually. In blow molding, the ability to run multiple molds simultaneously can offset the longer cycle times of individual molds, balancing the production strategy to meet demand.
Injection molding also enables high-volume production as a result of the faster cycle times and multi-cavity tooling. This output is exponential when multi-shift operations are added to the equation.
The production volume will influence the process choice. In blow molding, the tooling costs that are associated with injection molding are justified as the production volumes are a lot higher. There are also medium- volume production runs and, in those cases, blow molding is optimal. This is especially true when there are multiple variations of the final products to be manufactured.
Materials Comparison
 Blow Molded Products
Blow Molded Products
Blow molding vs injection molding, both use plastics. Injection molding is more compatible with materials than blow molding, but both processes use thermoplastics. Blow molding materials commonly used include polyethylene (HDPE, MDPE, LDPE), polypropylene, PVC, and thermoplastic elastomers.
These materials, plus thermosets and thermoplastic polyurethanes, as well as specialty engineering plastics such as PEEK and PEI, and composite materials, including metal powders in polymer binder, are all available for injection molding. This expanded range of materials addresses applications that require specific performance characteristics.
Material selection has an impact on processing parameters and the performance of parts. The wall thickness uniformity of blow molding is improved by polymers with higher molecular weight. In both processes, material additives can modify properties such as UV resistance, color, and flame retardance.
Comparing Tooling
The tooling is the key difference between these two processes. Blow molds are operated at low pressures and require a less robust design. Molds tend to be lighter, cheaper, and have simpler cooling systems. They also contain fewer moving parts.
Injection molds need to withstand high clamping and pressure forces. To achieve this, the tool steel must be precisely machined and have sophisticated cooling channels. The complexity of the mold and its cost can increase if complex parts require multiple cores or slides. Molds must be constructed to maintain tight tolerances during repeated high-pressure cycles.
The tooling life span also varies. With proper maintenance, injection molds can last for millions of cycles despite harsh conditions. Blow molds are less stressed, which could extend their service life. However, material costs remain low enough to make replacement economical.
Comparative Material Consumption
Blow molding is excellent at producing thin-walled products with minimal material usage. The ability to produce lightweight containers with wall thicknesses as low as 1mm is easily achievable. This reduces material costs and shipping fees. Hollow constructions require less plastic than solid shapes.
Injection molding produces solid parts, using more material for equivalent-sized products. The process allows engineers to place materials more efficiently because it offers precise control of wall thickness variation. The thin sections are more economical, while the thicker sections add strength.
Both processes generate scrap material during production. Blow molding removes the flash from parisons while injection molding eliminates runners and gates. This scrap is usually recycled back into the production process, minimising waste. Material efficiency is ultimately determined by part geometry and design, not process limitations
Conclusion
Blow molding vs injection molding play distinct roles in the plastics industry. Blow molding produces hollow and thin-walled products and containers with less material and tooling cost. Injection molding creates complex solid parts that are designed with precision and flexibility. Both processes are superior in certain applications, but neither is the best.
The selection of the right manufacturing method is based on a number of factors, including part geometry, volume production, precision requirements, and cost constraints. ProLean Tech has extensive experience with both blow moldings and injection moldings, and can help clients make the right decisions for product development and economics. Our team will evaluate your requirements, make recommendations on the best manufacturing method, and deliver quality components to meet your deadline and specifications. ProLean Tech can help you with your plastic manufacturing requirements. Contact us to learn more about our plastic injection molding expertise.
0 Comments