“In the injection molding, every defect – be it jetting or burn marks – asks for the balance of material properties, mold geometry, and processing conditions.”

Like every other manufacturing method, even a minor mistake can cause machining defects in the injection molding process. Sometimes, a perfect molding process can also face issues and produce lower-quality parts. After all, it is a complex and detailed process. These Injection Molding Defects could influence aesthetic appeal, functionality, precision, and structural integrity.
This article will discuss specific defects in injection molded parts, their possible causes, and how to avoid or solve them.
What are the Injection Molding Defects?
First, let’s understand what is injection molding. It’s a manufacturing process used to produce parts by injecting molten material into a mold. This method is commonly used for mass-producing plastic parts, allowing for high precision and consistency in the shape and dimensions of the finished products. Defects are irregularities or flaws in plastic parts produced by injection molding methods, which can affect the part’s appearance, functionality, and structural integrity.
These molding defects often arise from poor mold design, improper process handling, and suboptimal injection molding parameters. Furthermore, inaccuracies in mold manufacturing can cause warping or uneven surfaces, while process handling issues might result in inconsistent material flow or temperature control.
Understanding these defects is crucial for ensuring high-quality production. It enables manufacturers to identify and rectify process inefficiencies and design flaws. Therefore, let’s elaborate on common defects one by one in detail.
Defect 1: Flash or Burrs
Flash or Burrs occur when excess material seeps out of the mold cavity, usually along the parting line or inserts. This defect typically results from excessive injection pressure, improper clamping force, or mold wear, leading to unwanted thin layers of plastic on the part’s edge.
Flash or burrs
To solve or avoid Flash or Burrs, fine-tune the injection pressure. For instance, pressure should be high enough to fill the mold but should not force excess material out. Subsequently, inspect the mold regularly and adjust the clamping force to ensure the sealing of mold halves. Learn more:Injection Molding Flash
Defect 2: Short Shots
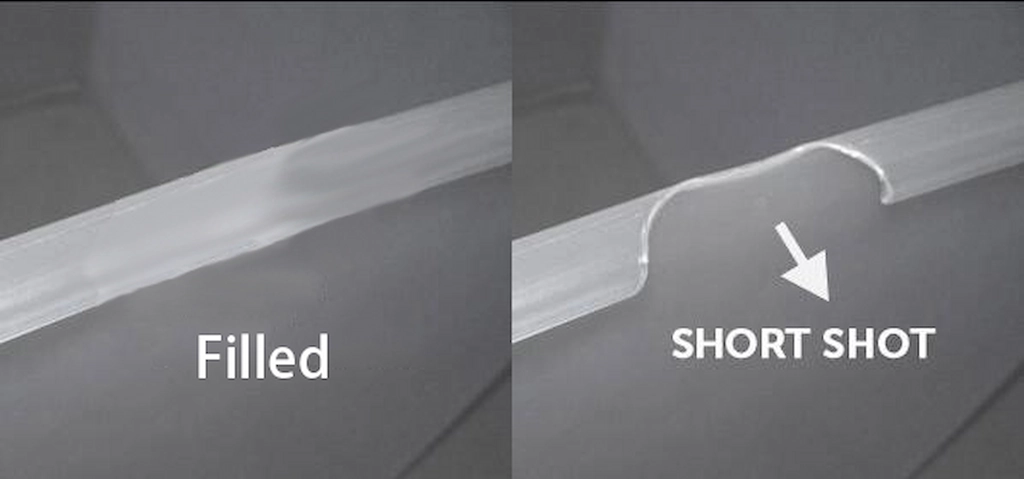
Short shot defect
Short Shots are another common injection molding defect. It refers to the incomplete filling of the mold cavity, the final parts are incomplete or partially formed. Let’s see the causes and how to address this defect.
Table: Causes and Solutions for Short Shot
| Causes of Short Shots | Solutions |
| Insufficient Material Volume | Increase the volume of the material to ensure complete filling of the mold cavity. |
| Inadequate Injection Pressure | Adjust the injection pressure higher to guarantee the material reaches all parts of the mold. |
| Premature Cooling of Plastic | Optimize mold design and material temperatures to prevent the plastic from solidifying too early. |
| Improperly Sized or Located Gates | Redesign or adjust the size and location of injection molding gates for better material flow and distribution. |
| Low Material Viscosity | Select materials with appropriate viscosity or adjust the material temperature to improve flow. |
Try Prolean Now!
Defect 3:Warping
The warping defect is an unrequired bending or twisting in injection molding parts, often due to uneven cooling rates within the material. Next, factors such as non-uniform wall thickness, inadequate cooling system design, or injection molding raw material properties affect uniform heat dissipation from mold. It causes internal stress on parts, resulting in warping.

A warping defect on the plastic part
Causes of Warping
- Non-uniform wall thickness in the part design leads to uneven cooling rates.
- The inadequate cooling system in the mold causes differential shrinkage.
- Premature mold release before the part has sufficiently cooled and stabilized.
Solutions for Warping
- Design parts with uniform wall thickness so the cooling is even throughout the piece.
- Enhance the mold’s cooling system to facilitate uniform heat dissipation.
- Adjust the cooling time and mold release timing (ensure the part is fully set).
Defect 4: Sink Marks
You can say sink marks are the dimples on the surface of the molded part. These are the surface depressions, recesses, craters, divots, or dents on the surface.

Sink marks
Table: Causes and Solutions of Sink Marks
| Causes | Solutions |
| Insufficient Cooling Time | Increasing the cooling time can reduce shrinkage and cool plastic parts uniformly. |
| Low Mold Cavity Pressure | Adjust the holding pressure to compensate for the shrinkage in thicker areas. |
| High Melt or Mold Temperature | Reduce melt and mold temperatures to prevent overheating and uneven cooling. |
| Thick Wall Sections in Design | Redesign the part to reduce the thickness of the walls. |
| Ununiform Cooling of Thick Sections | Implement a more efficient cooling mechanism and modify the mold design for even heat distribution. |
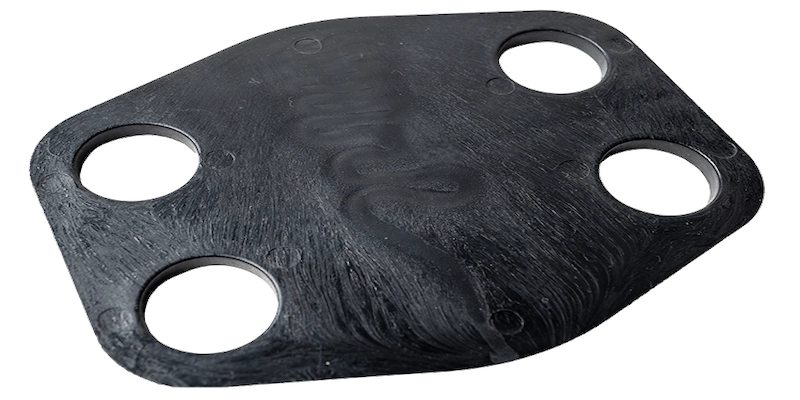
Defect 5: Weld or Knit Lines
Weld or knit lines merge in injection molding when two molten resin flows converge but fail to fuse properly. These defects especially happen with complex molds. For example, aluminum injection molds with features like holes where the resin first divides and then reunites.

Weld lines on the ABS part
The main resin behind weld lines is temperature variations between the flows, which are meet and fuse. The temperature difference ends with partial solidification and poor bonding. This issue not only affects the aesthetic appeal of the part but also its structural integrity.
To avoid this, optimize the injection molding parameters like resin temperature, injection speed, and pressure. Subsequently, selecting resins with lower viscosity and adjusting mold design( In resin to split and to rejoin location) are two effective strategies.
Defect 6: Burn Marks
Burn marks in injection molding are black rust-colored discolorations on the surface or edges of molded parts. These injection molding defects typically arise from overheating the material or trapped air within the mold.
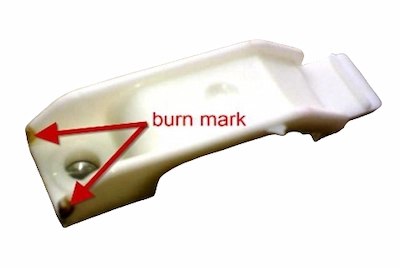
Burn marks
Overheating often results from excessive barrel temperatures or prolonged material residence. On the other hand, trapped air can stem from venting or too rapid injection speeds. The burn marks generally do not affect the structural integrity of the parts, they become problematic when the level of degradation impairs the part’s functionality or aesthetic appeal.
How to Address it?
- Lower melt and mold temperatures to prevent overheating of the plastic resin.
- Reduce injection speed
- Implement exhaust systems like gates and gas vents to allow trapped air to escape.
- Optimize the mold cycle system, including injection and cooling times to effectively control the process.
Click here to download: The Injection Molding Defects Chart
Try Prolean Now!
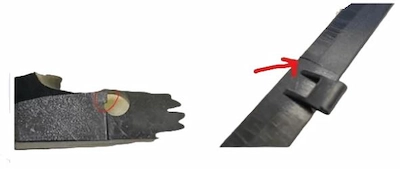
Defect 7: Jetting
The jetting defect results in wavy, snake-like patterns on the surface of molded parts. This defect occurs when the plastic, entering too quickly, splashes against mold walls, creating turbulence before solidifying. Next, jetting affects both appearance and structural integrity. The causes of jetting include excessively high injection speeds, improper gate location, and cold mold temperatures.
Jetting defect on injection molded part
Several adjustments can be made to avoid this defect on plastic injection molding parts. Reduce the injection speed. It allows for a more gradual mold filling and reduces turbulence. Secondly, increase the mold temperature and the resin. It might prevent premature material setting. Thirdly, optimizing the gate placement is crucial. So, position it to ensure a smoother flow path. Additionally, increasing the gate size can slow down the entering plastic speed. As a result, it further minimizes the likelihood of this defect.
Defect 8: Voids
Air pockets or vacuum voids in injection molding refer to small hollow spaces within the molded engineered plastic components. The voids can lower the strength and aesthetic of parts. The main reason behind void formation is trapped air, low injection pressure, or insufficient packing pressure, especially in thicker sections of the part.

Voids on the molded part
How to Avoid or Solve Voids?
- Ensure proper venting in the mold to facilitate the escape of trapped air.
- Apply suitable packing pressure to fill the mold cavity completely and evenly.
- Optimize cooling time to allow for uniform solidification without creating voids.
- Place the gate near the thickest part of the mold and use less viscous plastic to enhance air escape.
Defect 9: Delamination
This defect in injection molding is identified by the peeling or flaking of layers within a molded part. It is often caused by material contamination or poor bonding. Moreover, the main causes could be mixing incompatible polymers, using excessive release agents, or uneven resin temperatures.

Delamination defect
Table: Causes and Prevention Strategies for Delamination
| Cause of Delamination | Prevention Strategy |
| Material Incompatibility | Ensure compatibility of materials used in production. |
| Excessive Use of Release Agents | Minimize the use of release agents during molding. |
| Inconsistent Resin Temperatures | Maintain consistent resin temperatures throughout the process. |
| Excessive Moisture | Appropriately dry materials before molding to remove moisture. |
| Sharp Angles in Gate and Flow Path | Chamfer sharp angles in the mold design to improve flow. |
Defect 10: Discoloration
Discoloration color streaking occurs when there are inconsistencies in color, manifesting as uneven coloring, streaks, or faded areas. This issue typically arises from the incompatibility of the polymer with processing temperatures, colorants, or material degradation.

Partially discolorated part
Causes of Discoloration
- Interaction with chemicals or UV radiation altering coloration.
- Remaining resins or pellets in the hopper or injection nozzle.
- Molds holding onto debris from prior production cycles.
- Colorants lack appropriate heat resistance and insufficient blending of colorant mixtures.
Discoloration Prevention
- Shield materials from damaging chemicals and ultraviolet rays.
- Execute comprehensive cleaning of the hopper, mold, and nozzle after the molding cycle.
- Use a cleaning agent to eliminate leftover colorants and other residues.
- Select colorants that can withstand processing temperatures and ensure uniform mixing of colorant formulations to maintain color consistency.
Defect 11: Material Degradation
This defect refers to weakening or alteration in the molded parts’ properties. It occurs when materials are processed beyond their thermal stability limits or undergo excessive mechanical stress during molding.

Material degradation
First, control processing temperatures to avoid degradation. So, you can ensure parts inside the mold stay within the material’s thermal stability limits. Additionally, minimizing mechanical stress by adjusting shear rates and injection pressures can help preserve the material’s integrity. Overall, monitor and optimize these parameters.
Defect 12: Poor Surface Finish
Poor surface finish is uneven texture or appearance. This injection molding defect can result from the use of unsuitable injection molding materials for the mold’s design or the intended surface quality. Next, factors like improper material selection, inadequate polishing of the mold, or incorrect processing parameters can lead to a suboptimal surface finish on the molded part.
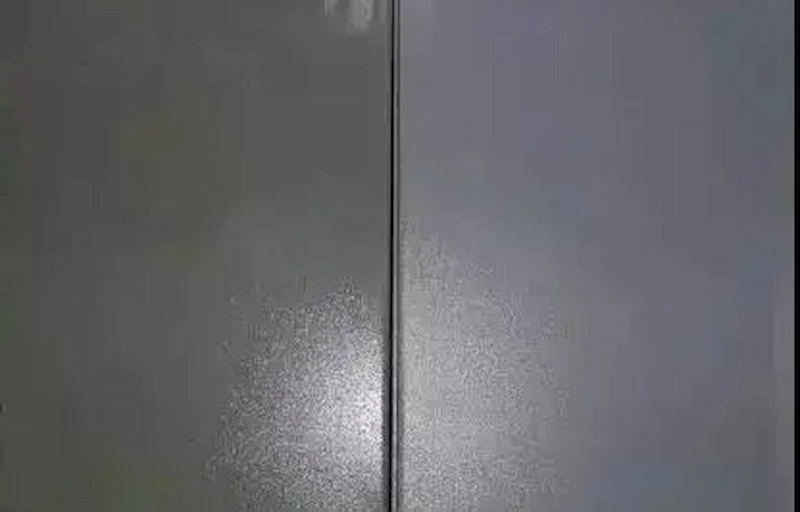
Poor and smooth finish
Avoiding or Prevention
- Use systematic material selection techniques and choose materials compatible with the mold’s design and intended surface quality.
- After injection molding, apply polishing to achieve a smoother surface finish.
- Optimize processing parameters, such as temperature and injection speed to achieve quality surface finish.
Try Prolean Now!
Can Equipment Cause the Injection Molding Defects?
Yes, improper equipment setup, inconsistent feeding, stability of injection molding machine, calibration, and other causes can result in injection molding defects.
Next, let’s point out the possible issues with the equipment used in the molding process.
Material Feeding
Inconsistent material feeding in injection molding brings variation in part weight and quality. This inconsistency arises from irregularities in the feeding mechanism or hopper. Therefore, inspect the feeding system regularly, maintain and calibrate the machine, and ensure the material is contamination-free.
Malfunctioning Heater Bands
Heater bands maintain the appropriate temperature for material melting, and malfunctioning can lead to improper melting of the materials. As a result, regular maintenance and inspection of heater bands are necessary. So it can ensure consistent material flow and quality of the molded parts.
Worn Screws or Barrels
The screws and barrels in an injection molding machine are subject to wear and tear due to constant use. Over time, this wear can lead to poor material mixing and degradation. Worn screws may not properly transport, mix, or pressurize the material, leading to uneven texture and mechanical properties in the final product.
Hydraulic or Pneumatic System Failures
The hydraulic or pneumatic systems are responsible for the force necessary to close and clamp the mold. As well as it facilitates the movement of various injection molding machine components. Next, failures in these systems make the molding process consistent and accurate. So check and maintain the possible issues such as leaks, pressure losses, or valve failures.
Manufacture Defect-free Injection Molded Parts at Prolean
At Prolean, Our commitment to manufacturing defect-free injection molded parts is paramount. We use advanced equipment and techniques to ensure precision in every aspect of the molding process. Next, our optimization of material selection to precise control of processing parameters is key to avoiding all defects in molded parts.
Our dedicated team of experts focuses on continuous improvement and innovation in mold design and functionality. This approach eliminates common defects such as warping, sink marks, and flash. The team’s expertise in troubleshooting and preventive maintenance further enhances the reliability and consistency of the end products.
If you are looking for any injection molding services with a proactive approach to defect prevention, protean handles your project with attention to detail. Upload your design and request a quote to kickstart your project!
Summing Up
Injection mold design and manufacturing quality significantly influence molded parts’ functional and aesthetic qualities. Defects like flashes or burrs, short shots, warping, sink marks, and weld lines arise from issues in mold design, material flow, and the cooling process.
Solving or avoiding these Injection Molding Defects requires a combination of precise equipment operation, careful material selection, and meticulous process control. You can improve the quality and consistency of injection molded products by considering the possible defects and their underlying causes during the mold design and handling of the injection molding project.
Read more:
FAQs
What are common injection molding defects?
Common injection molding defects include flash or burrs, short shots, warping, sink marks, weld or knit lines, burn marks, jetting, and voids.
What causes flashes or burrs in injection molding?
Flash or burrs occur due to excessive injection pressure, improper clamping force, or wear in the mold.
How can short shots be prevented in injection molding?
Use sufficient material volume, and adequate injection pressure, and optimize mold and material temperatures to prevent short shots.
What leads to warping in injection molded parts?
It is the result of uneven cooling rates due to non-uniform wall thickness or improper cooling system design.
What are the common causes of weld or knit lines?
Weld or knit lines are commonly caused by temperature variations when two molten resin flows converge.
Can equipment issues lead to injection molding defects?
Yes, equipment issues, such as inconsistent material feeding, malfunctioning heater bands, and worn screws or barrels, can lead to various injection molding defects.
Thanks for sharing your insights on possible injection molding defects. As a small plastic molding company, we can totally relate these defects. And We are looking for small size injection molds, can you make custom aluminum injection molds ( the size is < 12 cm x 10 cm x 2cm) ?
Sure, Sanny! we provide custom injection molds with CNC and EDM manufacturing. You can upload your mold design and our engineers will look at and get back you as soon as possible!
From my experience, Injection molding need ultra-focus on temperature control throughout the process. That is actually reason of many defects.
Thanks for adding the point!
Thanks for adding the point!