
Injection molding short shot
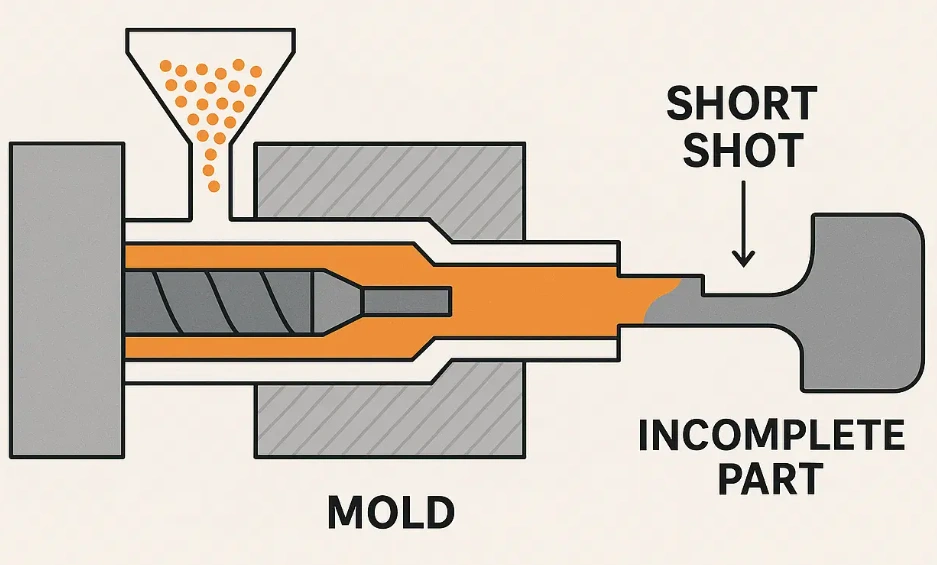
Injection molding short shot, the partial formation of parts or features, is one of the most definitive injection molding defects. Since its causes range from low temperature to poor venting, and material viscosity to frozen flow channels, professional injection molding troubleshooting is the most reliable and cost-effective answer.
Working with an expert helps because you are assured of strategies such as thermal management, optimized molding parameters, improved part design, and machine maintenance. An experienced molding team also applies monitoring, inspection, and analysis for excellent results.
For every business dealing in injection molding parts, a proper understanding of this common defect, including the causes, troubleshooting, and solutions, helps ensure less waste, better part quality, and cost-efficient operations.
What is a Short Shot?
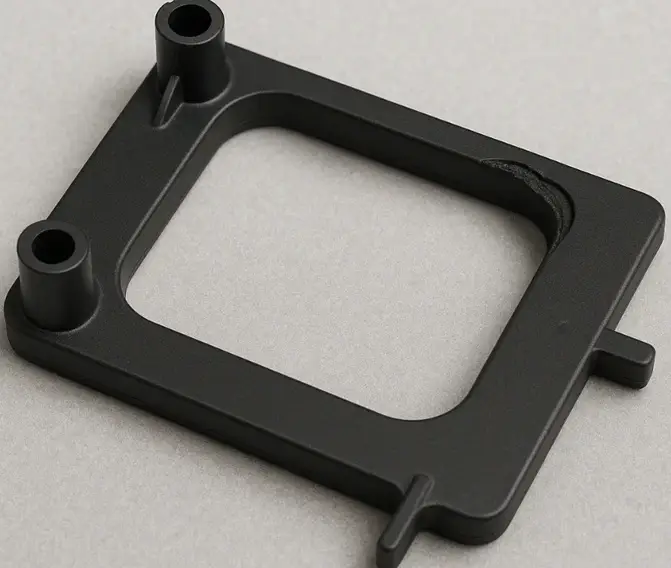
Short shot is an injection molding defect whereby molten resin freezes before filling the cavity. It appears as an incomplete geometry, as the following comparison image shows.
Injection molding short shot
One may blame this problem on low injection pressure. While this is a major cause of the defect, other causes are poor part design and frozen flow channels. Short shot underscores the importance of balanced pressure, shear, temperature, material mobility, and vent release.
The severity of a short shot may vary, but the bottom line is that the defect causes the part to fail its functional and dimensional requirements. Since the defect suggests an underlying process problem, it is paramount to deal with it promptly and thoroughly.
What is the Cause of Short Molding?
There are various causes of short molding, including material viscosity, poor venting, low temperature, fill rate, and frozen flow channels. The others are inadequate injection pressure, poor part design, and material contamination.
Material Viscosity
The flow of the molten material depends on viscosity. Materials with low melt index tend to freeze before attaining a full cavity. The problem is worse for the thin-walled sections of the injection-molded part. One may think that increasing the temperature can always fix the low viscosity issue. Yet, the better solution could be the addition of an additive or simply choosing a different plastic grade.
Poor Venting
When the molding technique or design is poor, there is trapped air, which prompts flow resistance. That’s why vents are recommended to be strategically placed. One of the most critical venting parameters is depth, which should not be below 0.025 mm for most plastics.

Venting effect
Low Temperature
Low temperature is also a common cause, with the temperature at the barrel, mold, or nozzle being the biggest highlight. Sometimes, designers or engineers disregard the temperature at the flow front. Since this is a cold spot, the chances of an injection molding short shot occurring are high.
Fill Rate
The fill rate, also called the injection speed, determines whether the melt reaches the full cavity before losing heat. This rate should be too low to prevent premature cooling and flow restriction.
Frozen Flow Channels
Another sure way to promote short shot plastic injection molding is poor heating or undersizing of the flow channels, injection molding gates, and cold runners. The result of this melt freeze is before full cavity coverage. A seasoned manufacturer takes care of this trigger by aligning part size and material viscosity to flow channel size.
Inadequate Injection Pressure
When the pressure is inadequate, the melt cannot overcome even the slightest flow resistance. Some operators react by increasing the pack pressure. However, the correct strategy is to adjust melt temperature, injection pressure, and other fill-stage parameters.
Poor Part Design
The most common aspects of the part design that could trigger short shot plastic injection molding include sharp corners and thin walls. Abrupt geometry changes are also undesirable if this molding defect is to be avoided. The process engineer should have different aspects of design-for-manufacturing in mind, including the correct L/t ratios.
Contamination in the Material Path
The material path in the mold cavity gets contaminated by char, solidified material, or degraded resin. Different materials can also cause viscosity inconsistencies when they cross-contaminate.
With the danger of foaming due to moisture in resins rife, process engineers should be keen to ensure precise molding results. Specifically, the process should involve thorough material testing and purging schedules.
Effects of Injection Molding Short Shot
You should avoid injection molding short shots in your injection molding parts, not only for the aesthetic degradation, but also for increased costs, reduced product integrity, and reputation damage.
Aesthetic Degradation
Short shots on parts are often visible, appearing as poorly formed edges or missing parts. Often, this is the first sign that something is amiss with the injection molding process. For parts that are immediately visible to the user, this can be a turnoff.
Aesthetic effect
Increased Costs
A single or two short shots may have minimal impact on cost. However, if the issue is repetitive, costs can quickly spiral. Reworks and machine downtimes are costly affairs that one cannot afford to ignore. The knee-jerk reaction is often to adjust parameters blindly, an approach that can increase direct costs. Getting to the root cause of the problem is highly recommended to solve the defect.
Reduced Product Integrity
As mentioned, the effects of an injection molding short shot go beyond affecting the appearance; even the structural integrity is at risk.

Product integrity is affected
Reputation Damage
Clients can easily lose faith in a brand due to consistent quality issues. The injection molding short shot may not even be major, but the perception of the injection molding process being fundamentally flawed can cause damage to reputation.
Try Prolean Now!
Injection Molding Troubleshooting and Detection
The main strategies to troubleshoot and detect short shots are process monitoring, visual inspection, defect analysis, and dimensional analysis.
Process Monitoring
This is where it all starts when it comes to preventing injection molding short shots. It is an effective strategy based on real-time data from the process. The molding process can be expertly monitored if this data can be accessed in real-time: Mold cavity pressure, cycle time drift, shot weight, and injection pressure. If there is a noticeable drift from any of these parameters, say by ±3σ, a prompt check should be initiated.
Visual Inspection
Like monitoring, visual inspection is a reliable method of countering short shots. The catch, as in the previous point, is that the technician should know the specifics to look for.
So, some of the issues that point to a problem include;
- Missing sharp edges
- Edges in different shapes from the ones expected
- Incomplete walls
Inline vision systems can help identify short shots, so the potential misses from purely human inspection can be covered.
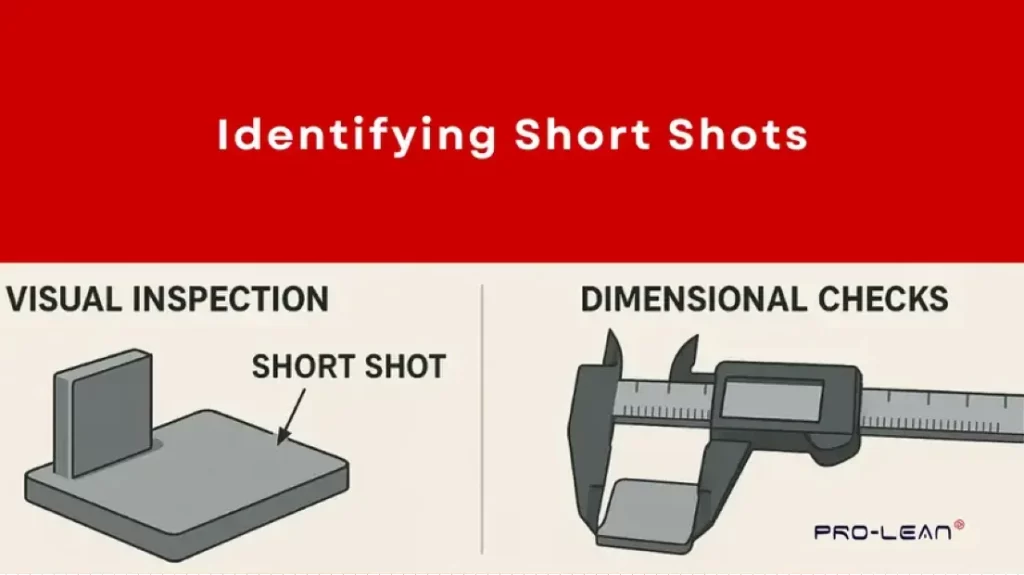
Identifying short shots
Defect Analysis
Analysis is about getting to the root of the problem, that is, answering why the short shot is occurring. Some answers or short shot causes that could be derived from this analysis are highlighted in the table.
|
Possible cause |
Indication |
|
Temperature or viscosity problem |
Several thin walls are failing |
|
Venting issue/trapped gas |
Burn marks |
|
Pressure loss |
Short shot at the end-of-fill |
|
Contamination, cold slug |
Short shot close to the gate |
Dimensional Analysis
Dimensional analysis covers where the standard visual inspection comes short. The most popular approaches under this strategy include 3D scanning, cross-sectioning, and using CMM (Coordinate Measuring Machine).
3D Scanning: This is the best method for dimensional analysis of complex injection-molded parts. It involves a comparison of the CAD details with scan data to check for a full cavity.
Cross-Sectioning: If areas are suspected to have short shots, they are sectioned and examined under a microscope. While the method is destructive, the good thing is that it gives a conclusive answer about the defect.
CMM (Coordinate Measuring Machine): The machine has a probe that helps compare critical dimensions with the CAD model. Process engineers use this method to pinpoint short shots that may be invisible to the naked eye.
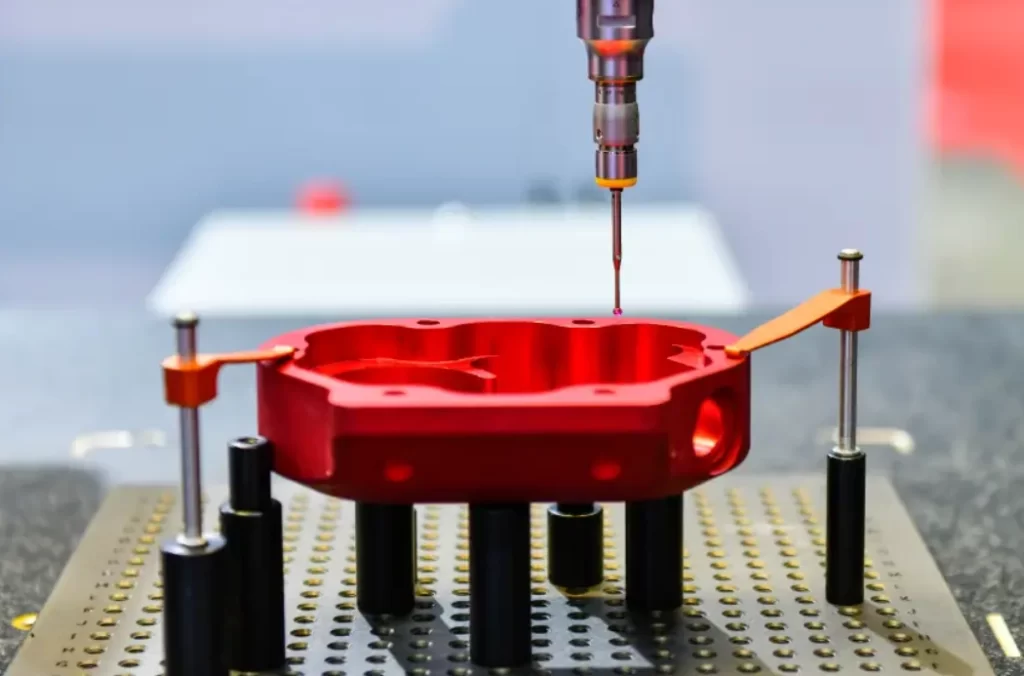
Coordinate measuring machine (CMM)
Try Prolean Now!
How to Fix Short Shots in Injection Molding?
Once you have identified the causes of short shots in injection molding, like for other injection molding defects, focus shifts to the remedial measures. These include mold design improvement, thermal management, process monitoring, machine maintenance, and optimizing molding parameters.
Mold Design Improvement
No matter how much the molding process is improved, the mold design holds the fundamental solution. The areas to focus on include wall thickness, venting, runners, and overflow wells.
Wall Thickness – A uniform wall thickness is highly recommended
Venting – Complex geometries may require vacuum-assisted venting. Last-fill locations should have deeper or more vents
Runners – Runners should be balanced to prevent uneven mold filling
Overflow Wells – These are critical for extending the flow path for the full cavity
Mold design
Thermal Management
Temperature uniformity is critical in injection molding, so effective thermal management is non-negotiable.
Areas to continually check are;
- Barrel zone
- Mold surface temperature
- Nozzle tip temperature
- Hot runner balance
Regular Machine Maintenance
Continuous machine maintenance instead of reactive maintenance sets superior molding operations apart. These strategies can be built around weekly, monthly, and quarterly pillars. When the maintenance is proactive, short shots can be a rare occurrence.

Mold maintenance
Optimize Molding Parameters
The parameters in question are pack pressure, back pressure, injection pressure, melt temperature, and injection speed. An injection molding service provider can help you implement a comprehensive Design of Experiments (DOE) method for tangible countermeasures against short shots.
In Conclusion
Short-shot plastic injection molding is one of those predictable challenges. This article has expounded on the problem and explained that it is more than just an issue of insufficient injection pressure. Fill rate, viscosity, part design, and temperature are some of the other factors.
The good thing is, like other injection molding problems, short shots can be managed. This article has discussed solutions such as parameter optimization, thermal management, and mold design improvement. If you are struggling with molding short shots, our injection molding service is your best bet. Our expert team will ensure your plastic parts emerge full and in perfect quality.
0 Comments