 Co-injection molding
Co-injection molding
Co-injection molding is a subtype of plastic injection molding, where two distinct injection units simultaneously or sequentially inject molten material into a single mold. So, it is a dual-material injection molding process.
Overmolding services can also produce parts with two or more materials, but co-injection does it in a single cycle, enhancing speed and saving cost.
You can use co-injection molding to produce consumer goods, packaging items, and medical devices. Additionally, this technology also helps to optimize the use of recycled plastics.
The upcoming sections will elaborate on the co-injection molding process, advantages, disadvantages, applications, design tips, and potential challenges.
What is Co-Injection Molding?
What is co-injection
Co-injection molding is a specialized type of injection molding used to produce dual-material parts and products consisting of an internal “core” and an outer layer “skin”. The process involves sequential or simultaneous injection of molten feed into the mold using two different injection units.
For instance, beverage bottles with a recycled PP core and food-grade PP layers on the outside. This way, weight, material cost, molding complexity, and production speed can be enhanced.
You can use Co-injection molding to produce cohesive and strongly bonded parts with multi-layer for packaging, automotive, medical, consumer goods, and other industries.
Try Prolean Now!
How does Co-Injection Molding Work?
Co-injection methods
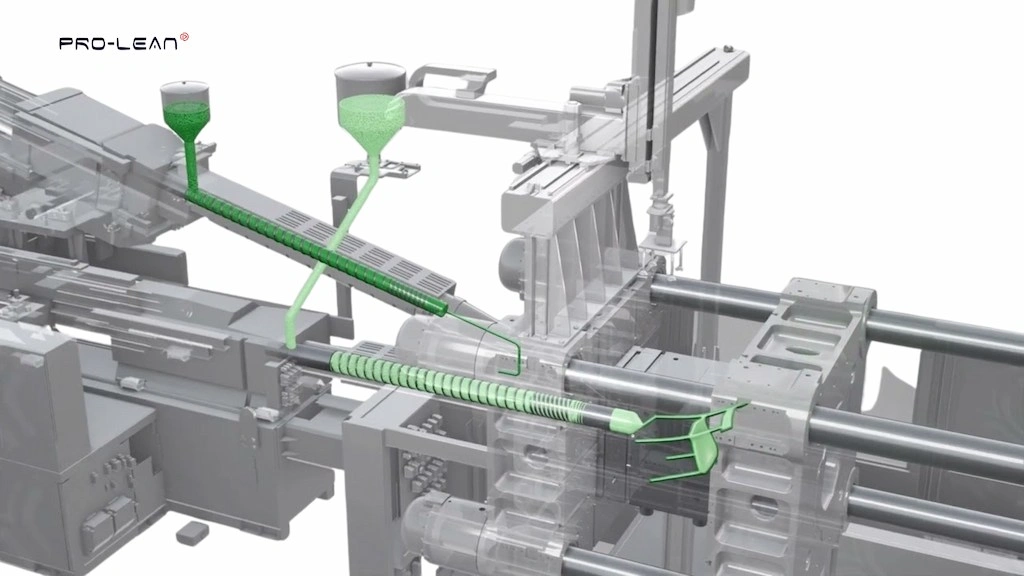
The working of co-injection molding involves the sequential or simultaneous injection of two different polymers into a single mold cavity. For this, two or more injection units are connected to the same nozzle, and separately melted polymers are injected at the same time or one after another.
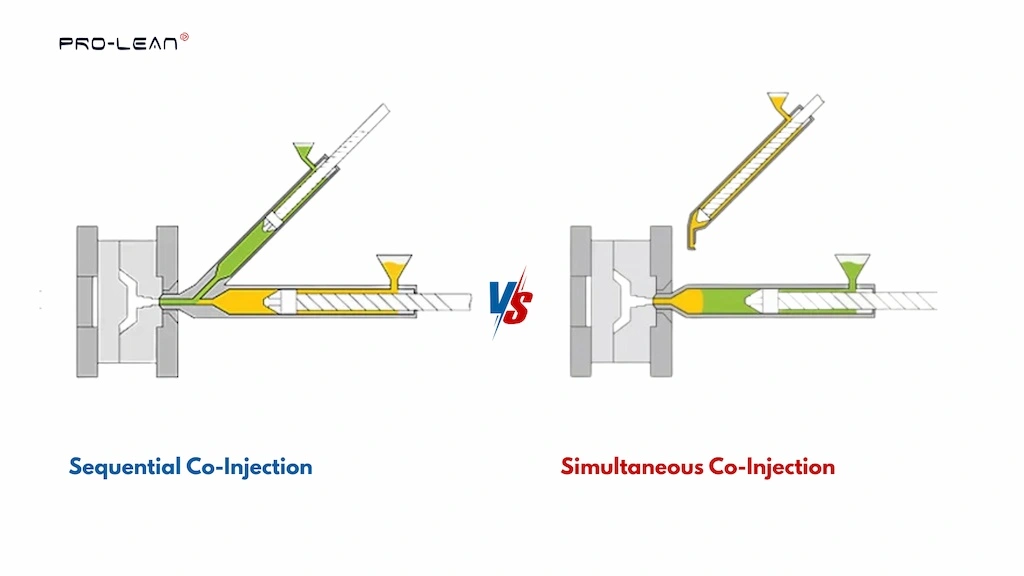
Sequential Co-Injection
Two different polymers melted in separate units are injected into a mold cavity one after another with a controlled time interval. The stroke position, time control, and other parameters can be set in the molding machine to achieve a precise sequence. Consequently, the injection sequence can be either skin-core or skin-core-skin.
Simultaneous Co-Injection
It involves injecting two different polymers (melted in different units) into a single mold cavity at the same time, using a coaxial nozzle. Liquid polymer with high viscosity flows from the hot runner system and goes around the cavity and forms an outer and inner layer, whereas another material forms the core, reassembling the skin-core-skin structure. That’s why it is also called “sandwich” molding.
The Process of Co-Injection Molding
The co-injection molding process includes multiple steps, including part & mold design, material selection, pellet drying, feeding, injection, cooling, and part ejection.
Next, let’s further break down these steps.
1. Part and Mold Design
First, design the required part and corresponding mold tooling for co-injection molding. Clearly define the thickness of skin & core, dimensions, layer structures, etc. Additionally, consider the two channels for skin & core materials.
2. Material Selection
Next, choose the skin and core materials. They must be compatible with each other; typically, rigid plastics are chosen for the core and soft plastics, rubbers, or elastomers as skin material.
Here are the most common Co-injection molding examples for “Skin + Core” combinations:
- Polycarbonate (PC) + ABS
- Nylon (PA) + Glass-Filled Nylon
- Polypropylene (PP) + Recycled PP
- PET + Recycled PET
- HDPE + Recycled HDPE
- ABS + Recycled ABS
- Polypropylene (PP) + Foamed PP
- PET + Ethylene Vinyl Alcohol (EVOH)
3. Drying & Melting
Dry the raw material pellets to control the moisture content, then feed them into the corresponding injection units (typically screw barrels). Here, you need to set the back pressure, screw speed, and other parameters separately for them. Screw heats and pushes the pellets to the nozzle with controlled temperature.
4. Injection (Sequential or Simultaneous)
Based on the layers and structure of the part, inject the molten polymers into the injection mold, either sequentially or simultaneously, as we have discussed previously. Next, hot-runner systems are preferred for this.
5. Cooling
After injecting skin & core materials, pack the mold, and let it solidify for a specific time. You can also use appropriate cooling systems based on part complexity and raw material types.
6. Part Ejection
Once the mold is cooled and the part inside is fully solidified, eject the multi-layer part from the mold by pushing the ejector pins. Then, inspect them for any surface imperfections and verify the dimensional accuracy. Furthermore, process them with trimming, polishing, or other operations, if required.
What Are the Advantages of Co-Injection Molding?
Faster production, high-performance parts, cost-effectiveness, aesthetic appeal, versatility in properties, and custom finishing are the main advantages of the Co-injection molding process.
- Faster Production: Since co-injection molding produces multi-material/multi-layer parts in a single cycle, it reduces the assembly needs and production time.
- High-performance Parts: Co-injection molding bonds two distinct materials into a singular part, maintaining high structural integrity, stiffness, and strength.
- Cost-benefit: Producing skin and core differently adhering together is more costly than co-injection molding. Additionally, it is also cheaper than overmolding.
- Aesthetic Appeal: You can add an aesthetically pleasing layer of different materials to molding parts in a single production cycle.
- Versatility in Properties: It allows combining the properties of two materials into a single part/product.
- Surface Finish: Co-injection can produce the part with a custom finish, texture, color, or smoothness.
What Are the Disadvantages of Co-Injection Molding?
This multi-material injection molding process also has some disadvantages, such as the need for multiple injection units, compatibility between skin and core, precise positioning of materials, etc.
- Need for Multiple Injectors: Co-injection requires two or more injection units, increasing the initial setup & tooling cost.
- Precise Positioning of Materials: Unlike insert molding, you cannot position the two material regions precisely; only layer thickness can be controlled.
- Core and Skin Compatibility: Any two materials can not be co-injection molded; there must be compatibility.
- Mold Design Complexity: Mold design is more complex to maintain a strict skin-core flow control.
What Are the Applications? Co-injection Molding Examples

Co-injection parts
Automotive, consumer goods, packaging, medical, circular recycling, and many other industries use co-injection molded parts & products.
The table below provides a detailed outline of Co-injection molding examples across industries.
| Industry | Why? | Examples |
| Automotive | For parts with a structural core and aesthetic outer layer | Dashboard panels, interior trim panels, engine covers, and seals. |
| Consumer Goods | Parts with grip, aesthetics, and custom texture | Phone cases, appliance handles, and tool grips. |
| Packaging | Multilayer containers and maximizing the use of recycled material | Cosmetic bottles, storage containers, multilayer jars, and beverage packages. |
| Medical | Functional sealing in medical devices. | Surgical instrument handles, diagnostic device housings, and inhaler parts. |
| Circular Recycling | uses recycled material in the core without affecting the aesthetic | Packaging bottles, detergent caps, etc. |
Try Prolean Now!
Industry Practices in Co-injection Molding Design
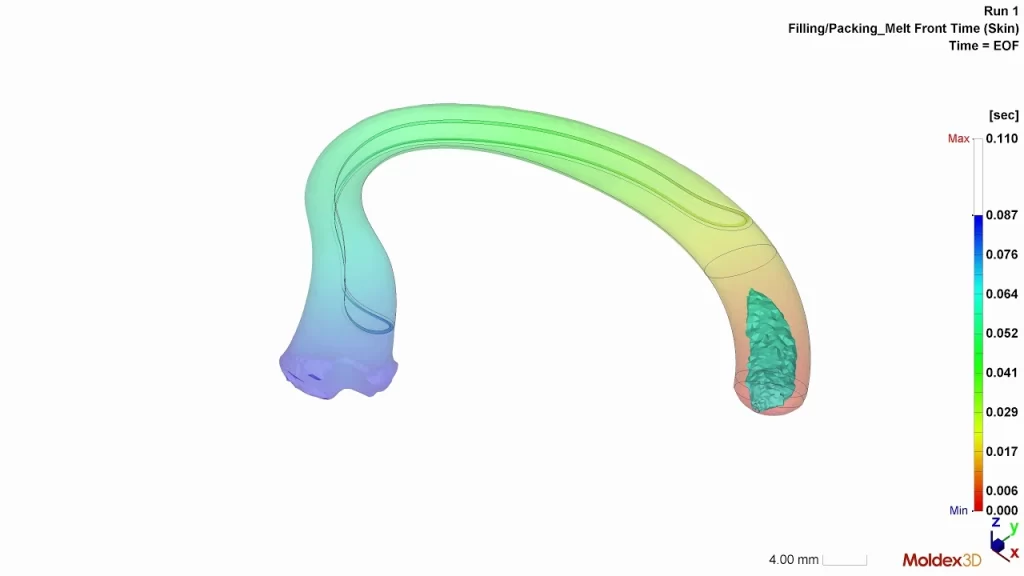
Co-injection simulation
Designing is not only about making a digital engineering model of the desired part, but it is also about creating a moldable design optimized for ease of molding, production speed, dimensional accuracy, and cost-effectiveness.
The following are some industry practices/considerations for a DFM optimized co-injection molding design.
- Part Thickness
Maintain uniform thickness across geometry, with a minimum of 1-3 mm, based on material types. Additionally, the thickness should not exceed 5 mm.
- Material Volume
The core volume should be 20-80%, and the skin material should be the inverse. It is essential for maintaining an efficient flow of injected feeds.
- Type of Gate
Choose the appropriate injection molding gate type and position it at the thicker sections for uniform milling.
- Tolerances
Set the dimensional tolerances uniformly across the features and consider the layers’ cooling. Co-injection molding typically provides tolerances of ±0.1 mm.
- Flow Path
Choose simple mold geometries that promote efficient flow patterns. Avoid sudden thickness transitions, sharp corners, and long-thin sections.
Co-injection vs. Other Molding Processes
Alternatives to co-injection
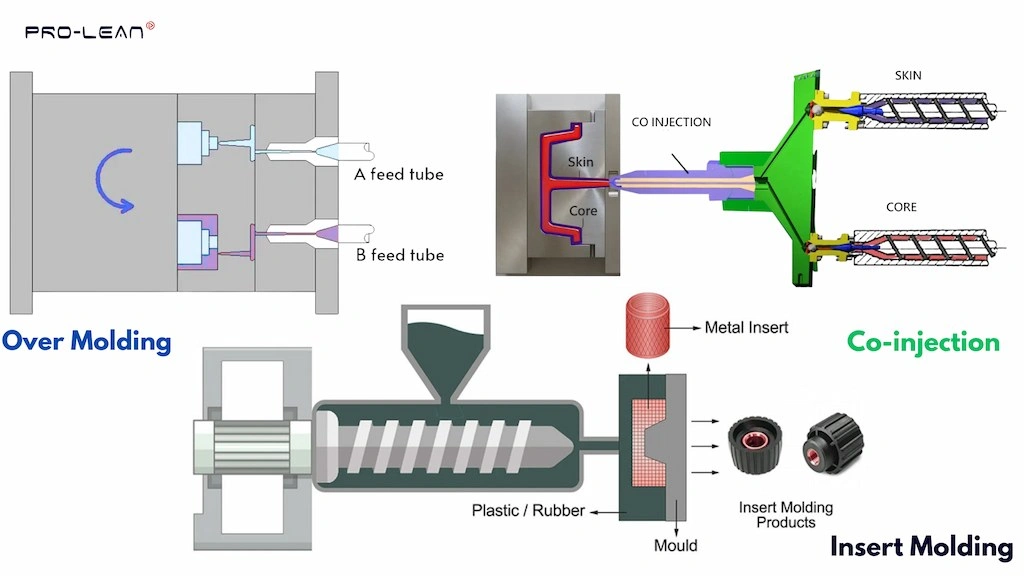
Insert molding and overmolding are two other multi-material injection molding processes. Let’s compare them with Co-injection molding.
Co-injection Vs Overmolding
Plastic overmolding differs from co-injection in how injection and part structuring are carried out. It involves injecting two different materials one after another, and is commonly used for overmolding seals, grips, or insulations on rigid items.
Co-injection Vs Insert Molding
As the name suggests, insert molding involves positioning a prefabricated insert (metallic or nonmetallic) in the mold cavity and injecting molten polymer. Then, it flows around the inserts and forms a strongly molded singular part.
Co-injection Molding Challenges and How to Troubleshoot Them?
Co-injection molding defect
Core breakthrough, surface imperfections, imbalance multi-cavity flow, and warpage are the main co-injection molding challenges.
Let’s further break down these challenges with corresponding prevention strategies.
Core Breakthrough
Core material can break the outer skin layer and reach the surface, causing functional or aesthetic failure. To prevent this, choose the correct injection pressure, increase skin shot volume, and adjust the melting temperature.
Surface Imperfections
Another challenge is molding parts free from surface imperfections and defects, such as marks and weld lines. It is mainly caused by uneven skin thickness.
Multi-cavity Issues
If the injection mold has multiple cavities, it is challenging to balance the flow between them. This causes imbalances in the volumes of skin and core materials.
To prevent this, position the gate precisely, adjust the cooling rate, and correct the flowability.
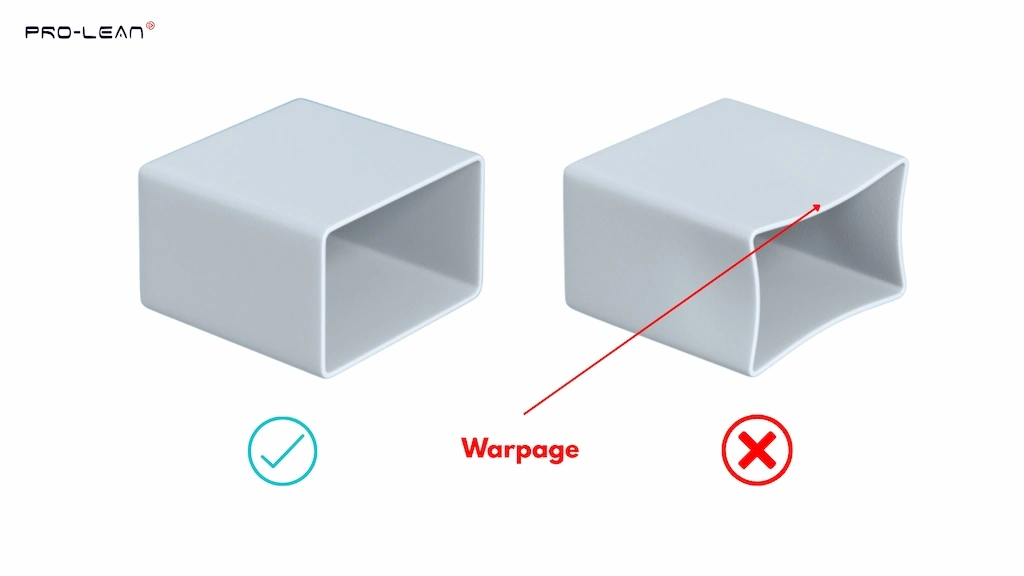
Warpage
A difference in the shrinkage rate of skin and core material causes warpage. To prevent warpage, ensure uniform thickness, use efficient cooling systems, and optimize the process parameters.
Read More: PIM-Powder Injection Molding
What makes Co-injection Molding Different from Traditional Injection Molding?
What makes co-injection different from traditional injection molding is that it involves injecting two materials together to form a single, bonded part, rather than injecting a single type of molten material. It means that traditional injection molding cannot produce a multi-material part in a single cycle.
Standard or traditional injection molding is suitable for the mass production of uniform parts and products made from a single material. On the other hand, Co-injection molding is ideal when you need parts with layered structures of two different materials.
Try Prolean Now!
Does Co-injection Molding Improve Product Quality?
Yes, co-injection molding improves the quality of the parts & products produced through diverse material combinations, enhanced durability, and custom aesthetics. Additionally, it also saves assembly cost and helps in market competition.
Next, let’s look at the list below on how co-injection technology improves the product quality.
- Co-injection molding allows the combination of soft & rigid materials, providing both strength and finish.
- Co-injection molded parts are durable as the core & skin bonds strongly.
- Multi-material injection molding reduces time and assembly cost.
- It allows customization of surface texture, color, and finish quality.
Is Co-injection Molding Suitable for my Project?
The suitability of co-injection molding depends on the part/product specifications and application requirements.
Choose the co-injection molding process if;
- Your part/product needs a multi-material combination, especially rigid plastics and soft rubber & elastomers.
- The parts need softer skin as a barrier, for grip, or for aesthetic purposes.
- You are using recycled materials for molding
- You need high-volume runs, typically >10,000 units.
What are the Future Trends in Co-Injection Molding?
Future trends in co-injection molding focus on three main areas: material innovations, automated & AI-driven equipment, and adaptability across industries.
Let’s further break down these future trends.
1. Material Advancements
Innovations in the use of recycled materials by incorporating new materials on the skin of parts or products. Additionally, manufacturers are also focusing on bio-based polymers.
2. Automation and AI-integration
Another trend is the use of smart manufacturing systems, such as injection automation, real-time monitoring, and data-driven optimization. Consequently, AI-driven process control is also being adapted quickly.
3. Adaptability Across Industries
Besides packaging, more industries are using co-injection technology to produce diverse components and products, including medical, automotive, and consumer goods. This is due to increased capabilities in material options, precision, finishes, and design complexity.
Try Prolean Now!
Conclusion
Overall, co-injection molding allows the production of parts with multiple materials, reassembling the core-skin or skin-core-skin structures. This single-cycle method boosts production efficiency and cost-effectiveness for diverse applications, including packaging products, automotive interior panels, and lightweight structural parts.
At ProleanTech, we provide comprehensive injection molding services for multiple industries, covering everything from DFM analysis and mold tooling to surface finishing.
Along with standard plastic molding, we also have insert molding, overmolding, co-injection, and multiple-shot molding facilities to produce complex parts & products.
FAQs
What is Co-injection?
It is a subtype of injection molding, where two different polymers are injected into a single mold from two different injection units.
How does co-injection molding differ from traditional injection molding?
Traditional molding cannot inject two different materials into a mold and form a singular piece. In other words, co-injection is a multi-material injection molding, while traditional is not.
Which is suitable for co-injection: cold or hot runner systems?
Hot runner systems are preferred for co-injection molding processes.



0 Comments