“When it comes to CNC water jetting, it means precision, and accuracy in hand. Its an ideal for creating 2D, and 3D functional prototypes. It offers reliability, and repeatability, and produces parts from low to bulk volumes in short time cycles.”
In hydrodynamic engineering, Water Jet Cutting has gained a significant rise of up to 6.15% due to its economical and speedy approach to cutting through abrasive and high-density metals. Previously, conventional techniques, such as wire EDM, laser cutting, and plasma cutting, were employed to cut hard materials. These methods were laborious, time-consuming, and had minimal material diversity.
Therefore, water jet cutting takes the pace by providing OEM manufacturers to bring products earlier to market, and satisfy customers’ requirements. Moreover, water jet cutting accommodates complex geometries and 3D designs and can cut a diverse range of materials without impacting their chemical nature. A few examples include: metals, engineered grade thermoplastics, glass, and composite materials. Additionally, it facilitates the automotive, aerospace, electronics, and defense industries by providing consistent quality and dimensionally stable parts for functional and enhanced optimal performance.
This article highlights the enormous potential of the water jet cutting process, its applications, pros & cons, cutting abilities, and much more.
What is Water Jetting?
Water jetting is a non-contact, erosion process to cut through high-strength materials. It uses no thermal heat but rather uses high-pressure hypersonic liquid jets, mixed with abrasives to create products as per desired shapes and designs.
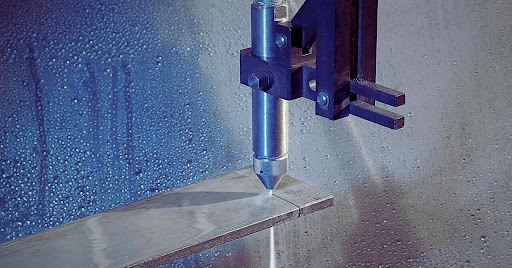
Water Jet Cutting
The water jetting machines optimally operate at a rated pressure of 690 MPa (1000,000 Psi). This pressure is projected through a specialized tubing hole or nozzle at a velocity of 900 m/sec which is three times higher than the speed of sound, to cut material down for the desired specification part. The average diameter of the nozzle is usually around 0.1 to 0.4 mm. A small dia nozzle helps to concentrate the object without generating excessive material waste. This process is accomplished through an intensifier or crankshaft pump assembly. Moreover, water jetting is applied to several materials for instance, metal alloys, semi-soft materials, plastics, ceramics, and composite materials.
Try Prolean Now!
How Water Jet Cutting Works?

Water jet cutting process
The Water Jet Machining Process is typically used for 2-dimensional geometries. Here is a brief of how water jet cutting works.
- Technically, the water jet cutting process works by using ultra pressurized water jet streams ejected through an orifice or nozzle made of stainless steel. Usually, diamond, sapphire, or ruby orifices are used in the process to increase the velocity by nearly about 2500 mph.
- The high velocity stream of water is combined with an abrasive chamber (usually placed below the orifice in the cutting head assembly) to accelerate the cutting operation. Generally, the abrasive used is garnet sand, drawn alongside the stream of water.
- Finally, the combination helps replicate dimensionally stable, and accurate contours to targeted material. The whole process of water jet cutting is controlled by specialized CNC system software to eliminate deformations and defects.
Types of Water Jet Cutting
Across manufacturing industries, two types are manipulated for cutting abrasive materials. These include;
- Abrasive Water Jet Cutting
- Pure Water Jet Cutting
Abrasive Water Jet Cutting
The abrasive water jet cutting is a non thermal process. It is carried out by accompanying abrasive material (usually garnet, grit, or aluminum oxide) with water. This combination results in a more powerful, invisible, and coherent stream to create propulsions, and cuts in hard, and laminated materials.
Usually, OEM designers use garnet for cutting because of its low cost, and availability prospects. Garnet offers two products to choose from; crushed, and alluvial. Among the two, garnet comes through mining quarries, while, alluvial garnet is a natural deposit found in river beds, which is screened to make it useful for the water jetting process. It’s relatively cheaper and less aggressive, and provides ease of machining than crushed garnet This makes it an ideal choice where smooth fine edges are required.
Overall, the abrasive waterjet cutting applies to high strength, thick, and tensile materials for instance; ceramics, decorative stones, rocks, metals, and plastics. Further, sharp aggregate edges can be obtained by using an abrasive cutting process.
Pure Water Jet Cutting
Pure water jet cutting generally utilizes high pressure streams of pure water. This abrasive free stream passes pressurized through a small diameter of about 0.1mm by or diamond orifice. This orifice tends to increase the velocity of the stream by nearly about 3 times the speed of sound. This method is notably ideal for cutting soft materials; such as; rubber, foam, gaskets, foods, and textiles. Unlike traditional methods, CNC plasma, and laser cutting, pure water cutting is considered a cold cutting technique which means produces no heat during the process.
Advancements in the Water Jet Cutting Process?
The CNC systems in today’s waterjet cutting have revolutionized this process. Two great-use technologies are becoming popular in this aspect. These are;
- 5-Axis Water Jet Cutting
- Taper Compensation
5-Axis Water Jet Cutting
One advancement found in water Jetting is 5-axis water jet cutting as a multi-axis approach. Previously, 5-axis machines were used for extremely specialized detailed parts, or products because of immense programming, and exact specifications. Therefore, it was considered an expensive approach to water jet cutting.
But, in this age, it is recognized for precisely taking 3D models from CAM and swiftly cutting them into exact feature components. These machines are primarily used for soft materials like rubber, fibers, and alloys. Further, 5-axis machines automate the process, by adding valued machining in part cutting. Therefore, it notably reduces the need for manual labor.
Taper Compensation
Taper compensation is another advancement that comes into existence for precise, and accurate cut dimensions. It has become popular to shape uniform cuts through thicker materials by eliminating the risks of taper cut formation on the materials’ surface. The reason for taper’s occurrence is fast cut speeds and the natural divergence of the water jet streams. It usually uses three approaches to eradicate their formation. These are; geometry compensations, in which the initial CAD designs are adjusted, and modified. Next, the dynamic taper compensation. The fabricator adjusts the cutting head positions during its movement around the intended material. Further, by offsetting the path of cutting, designers could minimize the taper cut formation. In addition, taper compensation is remarkably beneficial for achieving optimal tolerances down to 0.005”.
Laser Cutting Vs. Water Jet Cutting: Key Differences
Laser cutting and water jet cutting both are widely applicable for several industrial applications. These are used to accurately pierce high-strength materials from a broad spectrum. Here are some technical differences mentioned in the table below;
Table: Comparative Analysis of Laser Vs. Water Jet Cutting
| Aspect | Laser Cutting | Water Jet Cutting |
| Cutting Approach | Utilizes high power laser beam to carve out material | Uses water combined with abrasives to cut to shape parts |
| Speed | Usually can cut 70 inches per minute | Typically, cut at a pace of 20 inches per minute |
| HeatAffected Zone | It creates heat affected zones | It produces no heat affected zone |
| Cut accuracy | Generally, 0.15 mm | Typically, 0.5 mm |
| Material Thickness | 30 mm – 40 mm depends upon laser power | Usually, 250 – 300 mm |
| Sound or Noise | 75 dB | Normally, 90 dB frequency of sound |
| Material compatibility | Metals, plastics, composites, glasses | Metals, ceramics, abrasives, glasses except tempered, and diamonds |
Related To: pure vs abrasive waterjet cutting
Try Prolean Now!
Advantages of Water Jet Cutting
The waterjet cutting advantages are widespread across various manufacturing sectors. These machines are well known for their high repeatability and accuracy. Some of the commonest benefits that set them apart from other traditional techniques include;
- Nearly every material can be cut to shape through the waterjet cutting technique.
- It produces superior quality edges with no waste material during the process.
- Waterjet cutting is a cold cutting technique that produces no heat-affected zones during the operation.
- It gains superiority over other conventional techniques because of no limitation on the materials’ thickness. For example, a 100 ft sheet can be precisely cut through water jet cutting.
- It offers a multi-axis approach to piercing materials. The common example includes: a 5-axis machine. Additionally, acquires no tooling needs or extra cutters.
- One of the core benefits is that it produces high-quality parts with no further processing requirements.
- A standard waterjet cutting machine can achieve a tight tolerance down to 0.005’’. Further, 3D shapes are easier to create through the water jet cutting process.
- On top, it’s an environmentally sustainable process because of the recyclability of the water used throughout cutting.
Limitations of Water Jet Cutting
Alongside, it has a few disadvantages for being commencing in your cutting projects; These include;
- Certain risks; for instance, the damaging of the orifice, tapers (V-shaped, reverse, and barrel tapers), and void formations due to the low width of kerfs. Therefore, as per the rule of thumb, the kerf size must be 11.25x of the water jet.
- The water jet stream can cause indentations, and delamination issues in parts being pierced.
- The abrasives used for cutting can pose additional costs to the process. But, majorly, it depends upon the material type, part specification, and intended use application.
- To obtain exact specification parts, it is often recommended to keep the hole inside radii at 2x of the waterjet, otherwise, it would cause blind, and uneven cuts in material.
- The excessive use of abrasives could lead to wear, and tear on the equipment, which could pose additional costs to the process.
- The water jet cutting setup acquires a higher initial investment.
Industrial Applications of Waterjet Cutting
The water jet machining applications are so spread across several industries. Some primary consumers of this technique include aerospace, automotive, textiles, consumer electronics, and industrial manufacturing sectors.
Aerospace Industry
The aerodynamic industries predominantly use water jet cutting for shaping interior, and exterior aircraft engine parts. Usually, these parts require precise and accurate cuts for function and mobility in products. Therefore, Water Jet Cutting in Aerospace plays a major role in cutting or shaping products; including; parts of jet engines, turbine blades, interior cabin panels, and landing gears.
Automotive Industry
This fascinating technique is used for creating multiple automotive parts. Design manufacturers use automated water jetting cutters to get required incisions in different automobile components. A few examples include; headliners, bumpers, copper head gaskets, and flanges for custom exhaust systems, decorative brackets for automobiles.
Architectural Industry

Stone abrasive water jet cutting
The water jet cutting technology is very popular in the art and architectural industry. Different murals, marbles, and stones can be precisely pierced into art pieces through a water jet cutter. In addition, design engineers can use it for metal artwork, for example; museum artwork, outdoors, theme parks, and marvelous lightning.
Electronics Industry
The waterjet cutting benefits manufacturers by cutting down production costs of electronic components. These parts are highly sensitive to thermal operations. Therefore, a water jet cutter serves as a solution to create parts for instance; populated circuit boards, generator components, elevator control panels, and profile cutting for lifts. In addition, it helps to create high quality protection electronic devices like Waterproof Enclosures for outdoors.
Medical & Surgical Industry
The microsize, and miniature medical tools require fine profiles for constant functioning. This way, waterjet cutting is extremely helpful for creating these angular, and precision demanding parts. Here are a few components that shape out through this waterjet cutting process; artificial limb shapes, carving carbon braces, orthopedic appliances, surgical parts, and liver resections.
Glass Industry
The glass industry is a prime user of the waterjet cutting technique. It enhances productivity, and edge quality by shaping various complex parts out of stained, quartz, optimal glass, borosilicate, fused silica, and flat glasses with no need for additional treatments in a fast turnaround of time.
Related To: Top 5 Industries Leveraging Waterjet Cutting Technology
Try Prolean Now!
Is Water Jet Cutting Better For Your Project?
The process compatibility depends upon various factors. For example; part specification, geometrical complexity, thickness, and material properties like conductivity, corrosion resistance, and durability, you bring to cut to shape for your specified project.

Water jet cutting application examples
In general, a standard water jet machining can slice through multiple materials without impacting its surface properties. Moreover, the utilization results in producing no or small heat affected zones along with a fine and smooth texture finish. Unlike laser and plasma cutting, it produces no hazardous fumes.
Furthermore, each cut of the water jet cutter is impeded through CNC systems. It follows G-codes to make contours precisely. However, there are risks of warping, and tapings associated. Therefore, to make the right choice, it is always recommended to consult experienced manufacturing professionals. Their guidance can help you select the most suitable process based on part requirements, material type, and water jet cutting costs. If you are still unsure, check out our guide: When to Use the Water-Jet Cutting Process? for more practical insights.
Choose Prolean For Tapping into a Decade of Experience
Prolean helps businesses with affordable, high-quality manufacturing solutions through its custom waterjet cutting service. From prototypes to production batches of hundreds or thousands of parts, we can deliver accurate components quickly without compromising on quality.
Our in-house setup is equipped with advanced CNC machining technology. Moreover, our technical professional with a decade of experience analyzes your design and guides you through the right material and process selection for optimal outcomes. Reach out to us now, and get an instant quote!
Try Prolean Now!
Summing Up
Water jet machining has become the fastest technique in the manufacturing industry. It brings part with high repeatability, and dimensional accuracies in a short time span. Many fabrication industries such as agriculture, medical, glass, aerospace, and automotive utilize it for its economical, and eco friendly prospects.
However, the waterjet cutting process is critical and requires certain considerations for getting exact specifications because cutting parts sometimes get marks, and face warping issues during the process. Therefore, precise control of process parameters and high pressure stream must be maintained. Additionally, there are many other options too. For example laser, and plasma cutting. These techniques are also well known for precision demanding projects. So, to make an appropriate choice needs to acquire basic knowledge about their capabilities, and limitations. This article contains all the essential details on water jet cutting from a broad prospect. By reading users can get valuable insights into process abilities, and other aspects.
FAQ’s
Q1. How much does a water jet cutting machine cost?
The cost factor depends on the brand, and features of the machine. A standard water jet cutting machine costs around $60,000-450,000.
Q2. Any alternative processes for water jet cutting?
There are other processes that can be used instead of water jet cutting. These include;
- Wire EDM machine
- Plasma cutting
- Oxy-fuel cutting
- Laser cutting
Q3. Which alloy of metals can be pierced through water jet cutting?
Various alloy grades can be shaped through a water jet cutter. The alloys of aluminum: 5052, 6061, and 7075; Copper: 260, and C110; Stainless steel 304, 316, and Acetol, are considered the right materials for water jet cutting.
Q4. What are the common issues encountered in water jet cutting?
Manufacturers can encounter various issues like warping, delaminations, taper cuts, water jet quality, abrasive, and nozzle wear.
Q5. How abrasive is added to the water jet?
In general, abrasives (usually garnet) stored in hoppers have a capacity of approx. 2 tons. The automatic controlled amount filling of the abrasive is carried through a metering hopper encased on top of the water jet machine. As a result, a water jet stream passes through a mixed abrasive chamber creating a venturi effect. This effect pulls the draws abrasives to stick to the water stream. Then, this mixture is guided into the focusses nozzle to perform the water jet cutting operation.
Resources
- Predrag Janković, (2019), Applications of the abrasive water jet technique in civil engineering; Retrieved From: Research Gate.
- Andrew J. Jefferson, Hom Nath Dhakal, (2018), Abrasive Water Jet Cutting: Retrieved From: Science Direct.


0 Comments