
Low volume injection molding
Unlike conventional injection molding, which is designed for thousands or even millions of parts, low volume injection molding is intended for small batches, typically 50 to 10,000 units. Its mainstays are design flexibility, short lead times, and cost-efficient manufacturing.
Without small batch injection molding and prototyping injection molding, industries such as automotive parts, medical devices, aerospace parts, and consumer electronics would struggle. It would be challenging to validate designs, test market requirements, and reduce the gap between plastic prototyping and manufacturing.
For an avid manufacturer such as ProleanTech, delivering low volume plastic parts may appear straightforward. However, it is important to share how it is all done and the relevance of this process. That’s what this guide is all about. Read on for basics about the process, benefits, limitations, cost, applications, and design considerations.
What is Low-Volume Injection Molding?
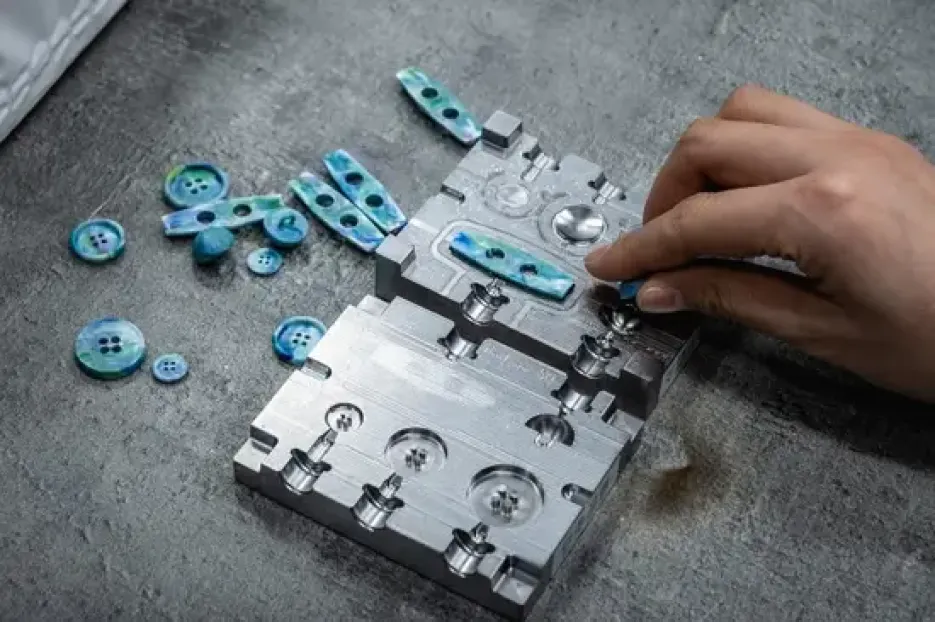
Low-volume injection molding is a specific type of injection molding that focuses on quality over quantity. It is designed for limited manufacturing runs and prototyping. Injection molding entails melting plastic and injecting it into a mold to produce a part. The molten plastic is given time to solidify and cool before the mold is opened up. In small batch injection molding, the relatively small number of products means hundreds or thousands. The processes and tools are typically low-cost.
Benefits of Low Volume Injection Molding
We would recommend this manufacturing and prototyping method for reasons such as more affordable tooling, design flexibility, faster time to market, and lower risk for products.
Affordable low-volume injection molding cost – The tools used in low-volume plastic manufacturing are affordable. Low-cost injection molding is possible through the use of basic mold bases, highly machinable materials, and minimal cavities.
China’s injection molding cost is popular worldwide for its affordability.
Design Flexibility – The low volume injection molding cost is friendly, and the designs are mostly easy to adjust. The best low volume injection molding companies make the parts slightly larger in areas that could possibly require adjustment.
Faster Time to Market – Businesses can get parts for launching and validation faster. The tooling is more readily available because of higher affordability and machinability.
Lower Risk for Products – If you are introducing new plastic injection molding parts to the market, this strategy is an effective risk management tool. It helps ascertain the performance and demand of a product before businesses can commit resources to full-scale production.
Limitations of Low Volume Injection Molding
You might want to note limitations such as poor tooling durability, relatively high cost per part, minimized automation, and material limitations.
Poor Tooling Durability – The hardened steel used in traditional injection molding is more durable than soft steels and aluminum grades found in small batch injection molding processes. For part production running into the tens of thousands, the softer tooling materials are unsuitable.
Relatively High Cost Per Part – Another issue is that low volume plastic parts tend to cost more per unit. Some reasons for this include fewer mold cavities, minimized automation, and the potential to overlook crucial molding parameters.
Minimized Automation – Since low volume injection molding is mainly for pilot runs, you don’t expect significant automation at this stage. Handling and inspection steps are commonly manual.
Material Limitations – The soft tools used for low volume plastic parts support many common raw materials. However, the abrasiveness and high-temperature nature of advanced polymers drive the manufacturer towards more robust tooling.
When to Use Low Volume Injection Molding
Low-volume plastic manufacturing is preferable for short-run manufacturing, rapid prototyping, and bridge tooling. A business can achieve this without investing in full-size tooling or machinery.
Short-Run Manufacturing
Relatively simple tooling is required when you only want to make hundreds or a few thousand parts. They could be for a specific market, spare parts, or short-term demand. This strategy helps manufacturers avoid expensive metal molds that unnecessarily tie up capital. The quality of the parts is also not so far off.
Rapid Prototyping
Rapid prototyping, with its reliance on real manufacturing-grade plastic parts, is another major application area for low-cost injection molding. Businesses can make their plastic prototypes worry-free, thanks to the affordable injection molding cost and high-quality parts.

Prototypes
Bridge Tooling
Bridge, prototype, or rapid tooling supports parts manufacturing before more permanent tooling is available. It is a strategy for preventing delays in product launches. Supply chains can remain intact and continue to move.
Micro Injection Molding
Some plastic parts are tiny, so they require extreme precision. Therefore, low-volume manufacturing can incorporate micro injection molding. You can expect this service for micro parts in electronics and medical devices.
Micro-injection molding
Common Thermoplastics for Low Volume Plastic Molding
Material selection, being a critical step in the molding process, covers options such as PC, POM, PMMA, nylon, PEEK, PP, and PS. These and other applicable thermoplastics are listed next.
| Thermoplastic Material | Properties |
| Acrylonitrile Butadiene Styrene (ABS) | Impact resistance, toughness, and good machinability |
| Nylon (PA) | Self-lubricating, strong, wear-resistant |
| Polybutylene Terephthalate (PBT) | Chemical resistance, low moisture absorption |
| Polycarbonate (PC) | Transparency, high impact strength |
| Polyethylene (PE) | Chemical resistance, low weight |
| Polyetheretherketone (PEEK) | Strength, heat resistance |
| Polyetherimide (PEI) | Good dimensional stability, high heat resistance |
| Polymethyl Methacrylate (PMMA) | Good surface finish and optical clarity |
| Polyoxymethylene (POM) | Good dimensional accuracy, low friction |
| Polyphenylsulfone (PPSU) | Excellent chemical and heat resistance |
| Polypropylene (PP) | Fatigue resistant, lightweight, inert |
| Polystyrene (PS) | Moldable, low cost |
| Thermoplastic Elastomer (TPE) | Rubber-like, flexible |
| Thermoplastic Polyurethane (TPU) | Durable, abrasion-resistant, flexible |
Try Prolean Now!
Design Considerations for Low Volume Injection Molding
Effective low volume plastic manufacturing is based on design factors such as draft angles, gate location, material type, wall thickness, and part geometry.
Proper Draft Angles
Part ejection can be smooth or costly depending on the draft angle. Excellent draft angle designs minimize tool wear and part sticking. They help avoid costly mold redesigns. It doesn’t matter whether the tooling is soft or hard; proper draft angles are valuable in low-volume injection molding.
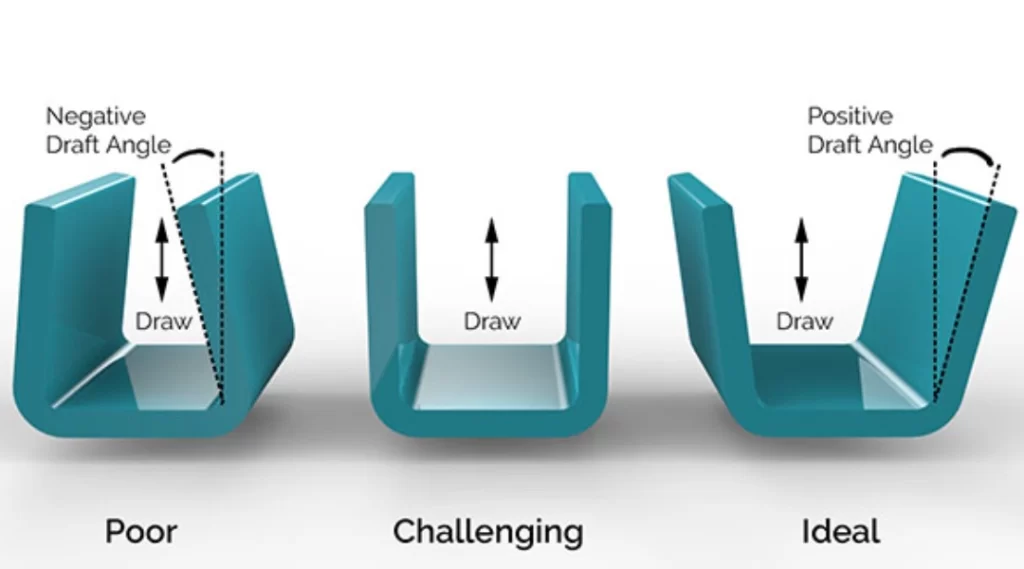
Draft angle matters
Strategic Gate Location
Gates should be located so they do not promote the formation of weak spots. As experienced manufacturers, we design for balanced melt flow and reduced weld lines. We know this is one of the best ways to prevent structural failures, which can delay product launches.
Matched Material Type
Whether it is aluminum injection molding or any other mold option, matching the tooling material to the right plastic minimizes the low volume injection molding cost. With the right tooling material, the process avoids overheating and tool damage.
Optimized Wall Thickness
The walls for the injection molding parts should be consistent. This property ensures part smoothness and dimensional stability. It also improves cooling, ultimately minimizing costly scrap.
Uniform wall thickness is recommended
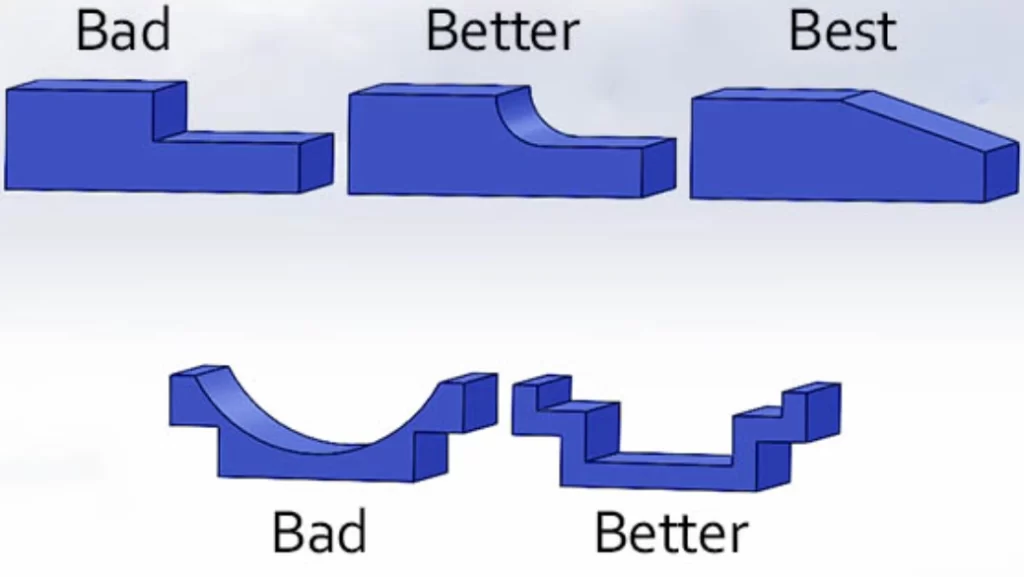
Simplified Part Geometry
Simplified part geometry includes the use of fewer undercuts, the incorporation of uniform wall thickness (discussed above), and the avoidance of sharp internal corners. Such strategies not only shorten lead times but also ensure modifications are simpler and faster.
Tooling /Mold-Making for Low Volume Plastic Molding
Regarding tooling for low-volume plastic injection molding, the main considerations include the machining technology – CNC or EDM, the most optimal mold between standalone options and Master Unit Die (MUD) inserts, and the ideal mold material – aluminum or steel.
CNC or EDM Manufacturing
The cost efficiency and quick turnaround of CNC machining are ideal for the manufacture of simple molds/tooling. EDM comes in where conventional CNC machining would struggle – with tooling for complex geometries.
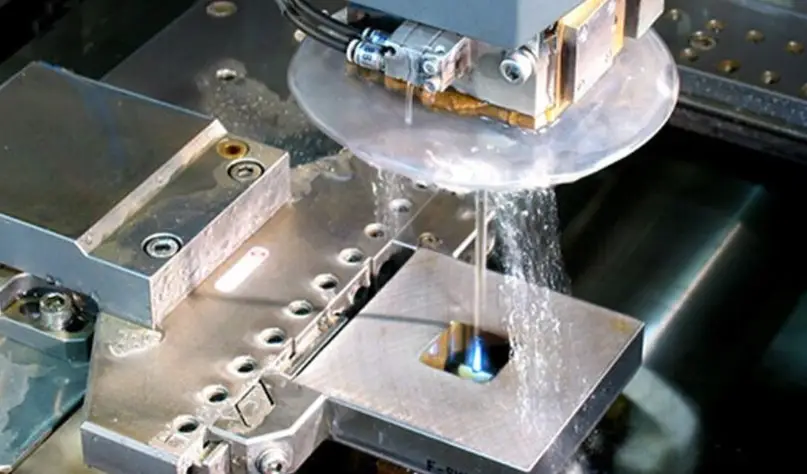
Wire EDM in mold-making
Standalone Molds vs. MUD Molds
A standalone mold is designed for a single part. A MUD (Master Unit Die) mold has a reusable structure fitted with interchangeable inserts. The MUD is therefore less time and money-consuming for low-volume production.
Aluminum vs. Steel Mold Material
Aluminum molds are the most popular in low volume injection molding services. The material is more thermally conductive, machinable, and low-cost. It supports shorter cycle times.

Aluminum mold
Steel is not only more challenging to machine, but also more expensive. Manufacturers prefer it for higher dimensional tolerances in more permanent parts. We often recommend it for abrasive parts or resins.
The Steps of the Low Volume Injection Molding Process
From ideation to finished plastic part, the low-volume injection molding process entails mold design, material/machine setup, injection molding, cooling, and part ejection.
Mold Design and Production
Low volume injection molding companies first use CAD software to produce the mold. The software helps in design optimization for geometry and related aspects. This is a critical step, considering the many parts of this component.
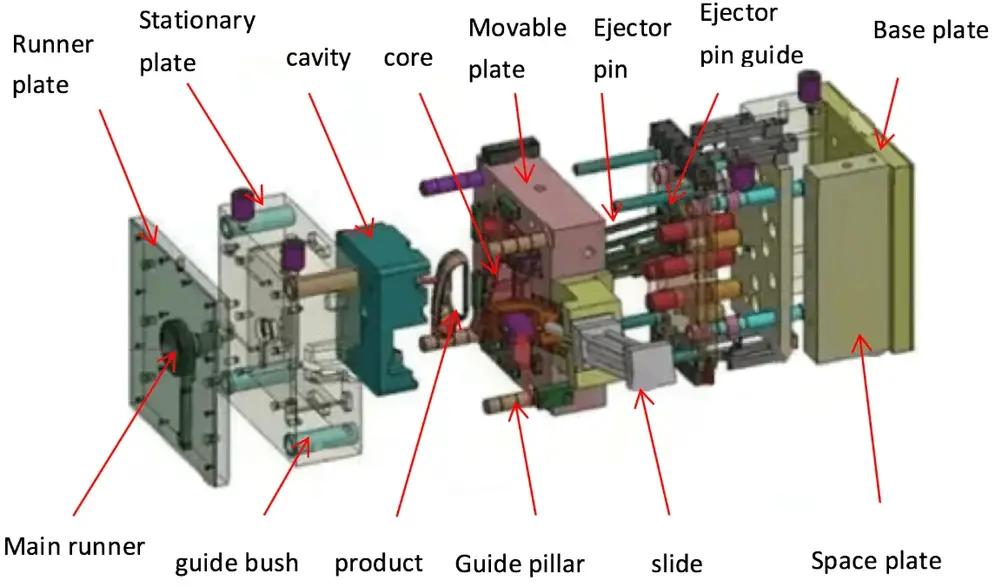
Parts of a mold
The team then uses manufacturing techniques such as EDM and CNC machining to produce the mold. As we have discussed earlier, different mold materials present different design and manufacturing angles. For instance, aluminum is more affordable and faster to process than steel, so it is more suitable for shorter manufacturing runs.
Machine Setup
The setup step mostly involves clamping the two halves of the mold together. Adequate pressure is used to ensure an air-tight seal that prevents the leakage of molten material.
Injection Molding
The hot, molten plastic is injected under high pressure. The specific conditions of this step largely depend on the type of material and mold. A critical requirement is for the molten material to fill every space in the mold.
Cooling
The next step in low volume plastic molding is cooling the part using coolant-carrying channels in the mold. The cooling is fast enough to ensure dimensional stability and warp-free results.
Part Ejection
Ejection of the ready part follows the cooling step. The mold has an ejection mechanism. The manufacturer then subjects the part to thorough inspection and, if necessary, post-processing. Ejector pins help release the part.
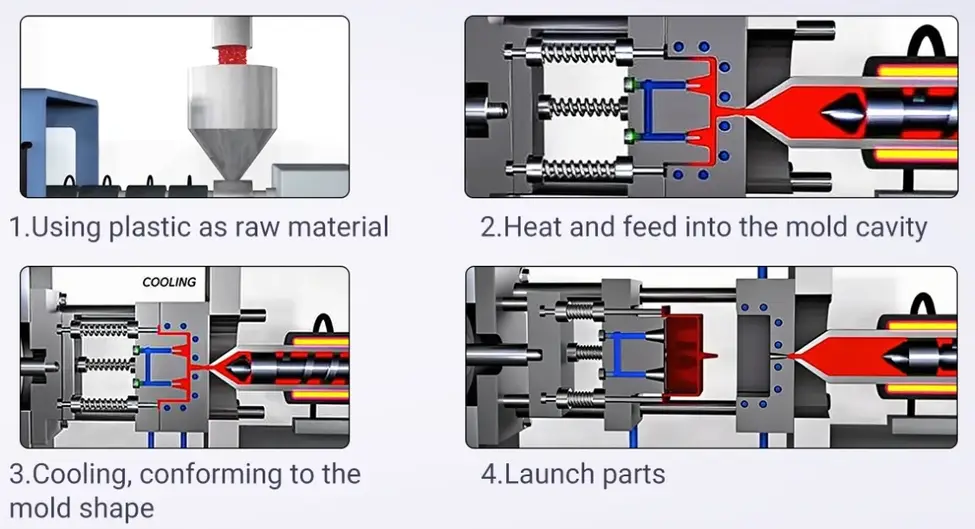
Plastic injection molding steps
Post-Processing
The part is ready for delivery to the client after post-processing. low volume injection molding services often incorporate a post-processing activity, which is the removal of excess plastic (flash).
Try Prolean Now!
Low Volume Injection Molding vs Conventional Injection Molding
Conventional injection molding, or high-volume injection molding, uses tough steel molds. The tooling is designed for limitless repeatability, minimal maintenance, advanced automation, and extended tool life. Aluminum is the most prominent tooling material in the low-volume injection process. Other notable differences are fewer automation components, fewer cavity counts, and basic mold bases.
Low-Volume Injection Molding vs Mid and High-Volume Injection Molding – Comparison Table
While the three methods share the same core process, clear differences in flexibility, volume, tooling, and cost exist. These differences are captured in the comparison table below.
|
Comparison element |
Low-Volume |
Mid-Volume |
High-Volume |
|
Volume range |
50 – 10,000 units |
10,000-100,000 units |
100,000+ units |
|
Flexibility |
Highest flexibility |
Medium flexibility |
Minimal flexibility |
|
Tooling |
Aluminum or soft steel molds |
Hardened aluminum or semi-steel molds |
Hardened steel molds for more cycles |
|
Cost structure |
Higher cost per part |
Medium cost per part |
Lowest cost per part |
|
Common applications |
Testing, prototyping |
Growing products, regional distribution |
Mass-market consumer products |
Alternatives to Low-Volume Plastic Injection Molding
Alternative low-volume manufacturing methods are CNC machining, 3D printing, urethane casting, and thermoforming. They can expedite the time-to-market in an affordable manner.
CNC Machining – CNC is one of the most versatile and cost-effective methods for manufacturing dies, molds, and patterns. It also supports casting. The method is highly regarded for its fast turnaround in low-volume manufacturing.

Plastic CNC machining
3D Printing – For 3D printing, the manufacturer doesn’t have to invest in a mold. The method also offers fast lead times. We would recommend this approach for rapid iterations.
Urethane Casting – Urethane casting is another alternative that helps avoid the upfront mold investment. It is usually performed together with CNC machining or 3D printing for the production of the master pattern.
Thermoforming – This is an alternative technique for door panels, packaging trays, and such relatively simple parts. It is a simple, low-cost method, particularly considering it requires low temperature and pressure.
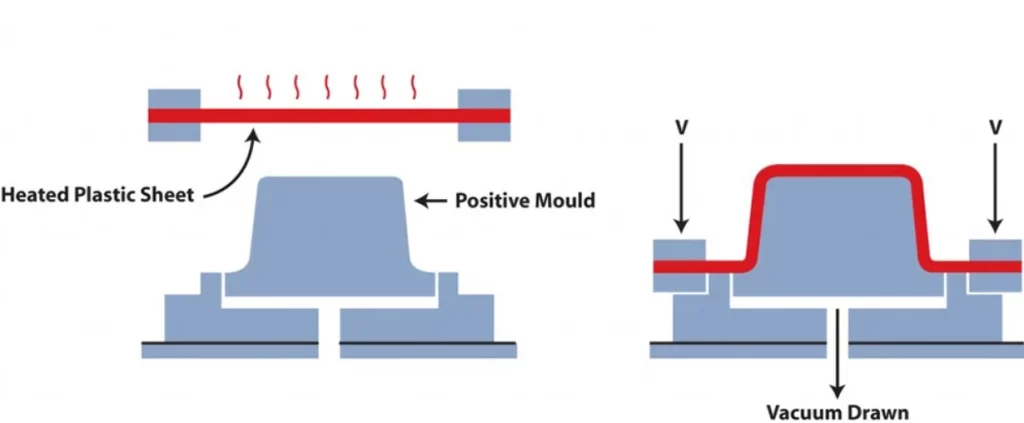
Thermoforming
Conclusion
For startups and units dealing in low-volume production, low-volume injection molding provides a reliable, affordable solution. It is an excellent approach to get plastic parts fast and with manageable tooling costs.
At ProleanTech, we understand the dynamics and challenges of producing low volume plastic parts. Armed with advanced tooling and years of manufacturing experience, we ensure that the end product adheres to industry standards and serves the market optimally.
Get in touch today for injection molding services with proven results.



0 Comments