“Squeeze casting is the composite of forging and casting processes that has revamped the overall metal parts manufacturing industry. This process has primed definite designs with accurate shapes and remarkable strength”

Squeeze casting is the more expedient metal matrix composite process that has the potential to mass-produce finer grain casting with incompatible strength. It can efficiently improve metallurgical performance, ratify wettability, and strengthen the designated region of components.
In squeeze casting the molten metal gets poured inside a mold, solidified, and forged under high pressure. This process potentially eliminates the gas defects associated and ascertains continued feeding of the shrinkage during solidification. Sound automation of squeeze casting can easily fashion net-shaped premium quality components.
A technical understanding of key variables like pressure, temperature, and die design is compulsory for getting the best results. In this article, we will comprehend the squeeze casting process, its applications, advantages, and prospects.
What is Squeeze Casting?
Squeeze casting, also identified as liquid metal forging involves feeding molten metal into a closed die stationed between the hydraulic press plates and hardens under high pressure. The exerted pressure will swiftly connect the molten metal with the die surface and ignite an instantaneous heat transfer state producing a fine grain with minimal shrinkage or pore-free cast.
For this procedure, common metals magnesium and aluminum alloys are used. It can produce both ferrous and non-ferrous components.
Squeeze Casting vs. Die Casting: Are they different?
Let’s explore whether squeeze casting and die casting are essentially the same processes or if there are significant distinctions between them;
Table: Squeeze casting vs Die-Casting: A comparison
| Aspect | Squeeze Casting | Die Casting |
| Process | Squeeze casting involves injecting molten metal into a mold (die) under high pressure, followed by applying additional pressure to compress the material. | Die casting involves injecting molten metal into a mold cavity under high pressure to create complex shapes. |
| Pressure | The starting pressure in the squeeze casting process starts from 500 bar and can end up to 3000 bar. Normally, pressures in the range of 800 – 1100 bars are used. | The pressure range for the zinc and aluminum die-casting is typically between 1500 to 25,000 PSL. |
| Mold | Typically uses a single-use, expendable mold made from sand or ceramics. | Uses reusable, durable molds made from steel or other metals. |
| Surface Finish | Provides excellent surface finish and dimensional accuracy. | Can achieve a smooth surface finish, but may require additional machining. |
| Material Range | Suitable for a wide range of materials, including aluminum, magnesium, and copper alloys. | Versatile and can process various metals, such as aluminum, zinc, and copper alloys. |
| Production Volume | Ideal for both low to medium-volume production runs. | Best suited for high-volume production due to rapid cycle times. |
| Tooling Cost | Initial tooling costs are relatively high due to the need for precision molds. | Initial tooling costs are high but amortized over large production runs. |
| Tolerances | Capable of achieving tight tolerances and intricate geometries. | It can achieve tight tolerances but may be limited in highly complex designs. |
Squeeze Casting Process: A Step-by-Step Guide
The successful production of metal components is only achieved by complete familiarization with the process. The step-by-step guide to the squeeze die-casting process is as follows:
Squeeze die-casting process
Step 1- Metal alloy preparation
In this step, the allocated metal is placed in a furnace and heated until it converts from solid to liquid phase. The temperature ranges from 1220 F to 6152 F depending on the used metal.
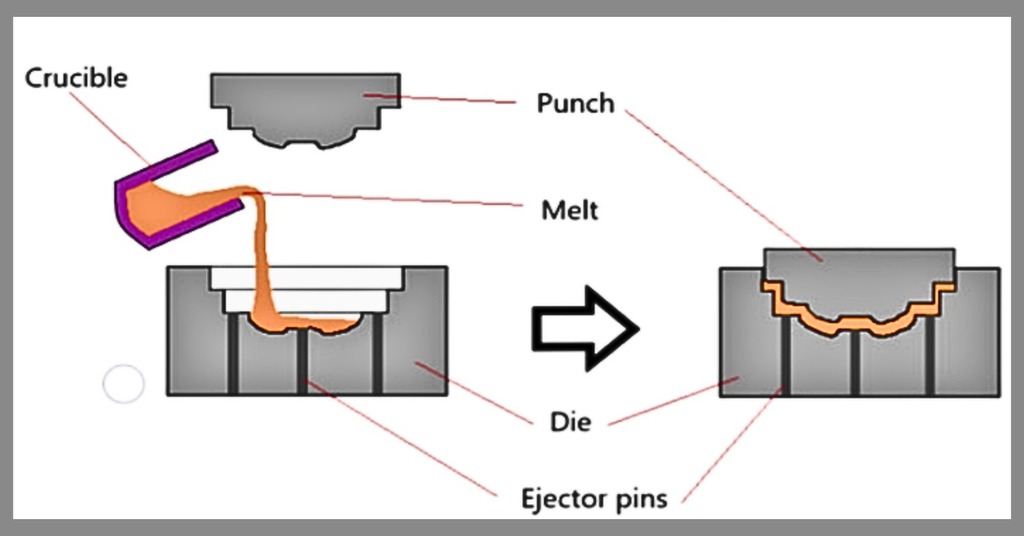
Step 2- Molten metal injection
The heated liquefied metal is injected into the lubricated and preheated die with the help of a launder/crucible to avoid any spillover. Afterward, the die is closed for the next step.
Step 3- Applying pressure
The operator applies pressure after closing the punch. In this step, the liquid metal acquires the shape of the die. Any irregularities in the applied pressure will lead to shrunk components which is undesirable.
Step 4- Finished part ejection
After the solidification, the finished part is taken out. Now the die casted component is thoroughly checked for any defects and forwarded for any additional finishing. The die is cleaned afterward to restart the process again.
Types of Squeeze Casting
Squeeze casting is modified into two forms, the direct and indirect types. The pressure applied in both types is different with certain modifications. The specifications of both types are detailed below.
1. Direct squeeze casting
The lubricated and heated die is filled with molten metal and pressure is applied quickly after the material starts to freeze and maintained till it solidifies. The pressure applied ranges between 70-140 MPa through the medium of hydraulic press. The direct squeeze casting is performed over vertical apparatus.
2. Indirect squeeze casting
It resembles a high-pressure die-casting model due to the utilization of a similar chamber. In indirect squeeze die casting, the melt is poured into the die chamber through a short sleeve at a velocity shorter than 0.5 m/s. The high pressure ranges between 55 MPa to 300 MPa applied until the molten metal hardens. It is performed on both horizontal and vertical machines.
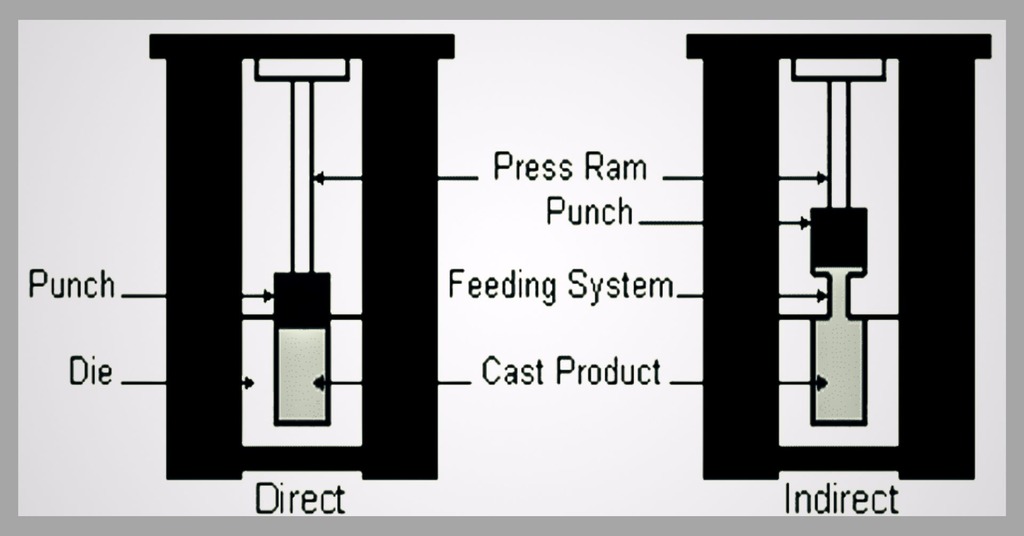
Squeeze casting types: Direct and Indirect
Material Selection for Squeeze Casting
The squeeze casting applies to both ferrous and non-ferrous materials. The predominantly used metal alloys are aluminum, copper, zinc, and magnesium. Some considerations should be followed during material selection:
- Material having a plain geometric surface can be used for casting.
- Although it applies to every metal, some with high melting temperature, metals maintaining a liquid state at room temperature, and radioactive metals are not appropriate for squeeze casting.
- Aluminum squeeze casting is preferred nowadays by manufacturers due to its low operation cost. It is worth mentioning here that the process is immune from iron aluminide, otherwise it can deteriorate mechanical properties.
- Economical and good quality material with excellent strength-to-weight ratio is applicable in aircraft and automotive industries.
Squeeze Casting Technologies
In the squeeze casting process, there are two kinds of technologies used. These are;
1. Vacuum assist
Sometimes during molten alloy injection, the air is trapped inside the mold cavity. So, with the assistance of a vacuum pump, the air is evicted until the injection step is over. The decrease in pore size of the casting part results in better density and strength, which can only be achieved by a good vacuum. Lesser pressure is used in this technology and large or thinner components are produced.
2. Squeeze pin model
During the casting process, the squeeze pin model plays a major part in shrinkage porosity elimination from large parts of metal. The squeeze pins are second-handed in metal pressing, although pin placement and pressurization time are the key determinants of this technology’s efficiency. The pins automatically move to the point where there is any shrinkage in the liquid metal parts.
What are the Advantages of Squeeze Casting?
There are various exceptional squeeze casting advantages concerning casting techniques, which make it the key nominator in many manufacturing industries. It has the following merits;
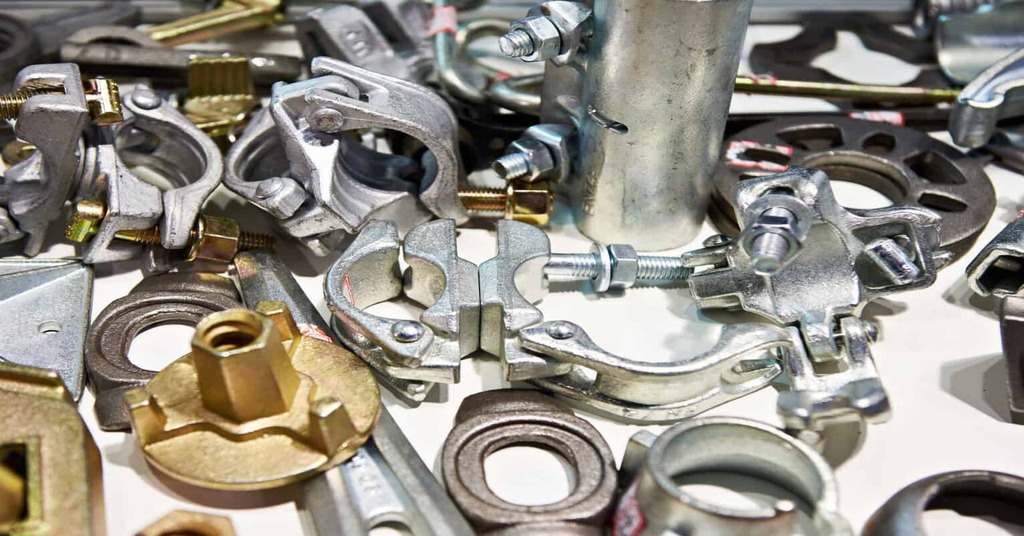
Ferrous-Non Ferrous Casting
1. Combination of forging and casting
Both processes, forging and casting combination in squeeze casting result in the production of stable metal parts that have better mechanical properties and have top surface finish.
2. Low porosity
Squeeze casting prevents and removes air from the mold cavity during the molten metal injection process. Through this technique, the resulting component has good surface texture and very minute porosity.
3. Less shrinkage
The molten metal evaporation from the mold cavity is avoided because of tight seals and high pressure. The resulting metal parts contain a net zero shrinkage ratio.
4. Higher-density parts
The component produced by squeeze molding embodies higher density with a longer shelf life. Stronger grains inside the metal were created by the cooling step easily fabricating the intricate designs with greater density.
5. Economical process
The simple structured metal used in squeeze casting makes it an economical process. Another reason for the low cost of this process is that you can reuse the raw material expelled during the process. That’s why it is used in mass production of components in manufacturing factories.
6. Energy saving
Squeeze casting is prominent for its energy conservation purpose. During mass production of components, it can preserve an enormous amount of energy. Supplementary software programming can be applied to safely operate squeeze casting.
7. Ferrous and nonferrous casting
It can be executed for both ferrous and non-ferrous metals, unlike many casting processes. Because of this reason, it is widely used in squeeze casting machines for creating exquisite quality products.
What are the Disadvantages of Squeeze Casting?
There are also some disadvantages associated with the squeeze casting process. The in-depth discussion of these demerits is discussed below;
1. High Initial Capital Investment
The upfront investment in squeeze casting machinery, tooling, and molds is substantial. Alongside, this equipment maintenance and acquiring skilled personnel can become a financial obstruction for startups and small manufacturers.
2. Tooling Design Complexity
Squeeze casting tools and mold crafting is a highly technical process. For precise solidification and filling, a good understanding of cooling channels, parts geometry, and draft angle is recommended. Also, the lead times increase due to the complexity of tooling design.
3. Risk of Part Distortion
The high-pressure application often results in part deformity or contortion during squeeze diecasting. The uneven cooling rates, the difference in wall thickness, and insufficient venting can sometimes lead to degrading dimensional authenticity.
4. Risk of Porosity and Defects
Most of the time due to inefficient operation there remains a risk of shrinkage and porosity regardless of high pressure. Determinants like inapt gating design and air entrapment during squeeze casting culminate in the overall production process.
5. Maintenance Costs
Standard maintenance of die-casting equipment regularly ensures reliability and ideal performance. Maintenance undertakings like inspection, replacement, and lubricants care for additional costs associated with the casting process. Manufacturers need to schedule and strategies equipment maintenance properly to downsize the ultimate budget.
Read more: Die-casting Mold – How to Design a Die-casting Mold?
Applications of Squeeze Casting

Squeeze casting parts
It is applicable in multifarious industries from technological to industrial. The chief squeeze casting process applications are:
1. Automotive Industry
The Squeeze die casting holds prestigious applications in the automotive industry. The mechanical vehicle parts including frames, brackets, chassis, front steering knuckles, and nodes are made out of this technique. It also produces lightweight and quality-controlled horizontal cylinder blocks and pistons for engines of Car Companies like Porsche.
2. Marine Industry
The boat propellers and turbine blades are made from aluminum squeeze casting. They have heat resistance compatibility making them suitable for operation in marine environments.
3. Military
The ammunition industry makes use of this process in light or heavy machinery and military weapon crafting. Centrally the magnesium alloy squeeze casting is employed for superior quality parts like discs, pipes, bombshells, bevel gear, etc.
Read More:
- What is Aluminum Die-casting: Die-Cast Aluminum Process
- Magnesium Die Casting: A Comprehensive Guide
- Zinc Plating: Everything you need to know
- Passivation: A Surface Treatment Process
Why Settle on Prolean for Squeeze Casting?
Prolean, as a leading expert in aluminum die-casting service, offers services for squeeze casting with high-quality control measures that guarantee exceptional outcomes. Our computed casting makes use of innovative advanced software to manufacture efficient, lightweight, and smooth surfaced components. Our high-tech engineering will satisfy your prototyping needs.
If you are looking for good quality, shrinkage-free squeeze casting, forward us your designs and get a quote.
Summing Up
The squeeze casting process starts with injecting molten metal alloy inside a die and ends in high-pressure solidification resulting in shrinkage-free and less porous products. Its different types come with different specifications and benefits such as zero internal/external defects, shorter production cycle times, better mechanical properties, and wider material compatibility. Furthermore, this process has an extendable utility array in both ferrous and non-ferrous materials.
It is commercially accustomed to mass production of mechanical components in the automotive, marine, and defense industries. The parameters, properties, and sequence of squeeze casting with concurrent technical merits concerning convention casting are gradually discussed in the foregoing sections.
FAQs
1. How to ensure quality in squeeze casting?
In squeeze casting, the process parameters such as temperature, pressure, and injection speed are involved in quality checks. To ensure quality advanced monitoring and sensing technologies such as Non-destructive Testing (NDT), Computerized Tomography (CT) Scanning, and Finite Element Analysis (FEA) are used.
2. What is the purpose of applying additional pressure in squeeze casting?
The additional pressure helps to reduce porosity in the squeeze casting process. It enhances material density and improves mechanical properties by promoting complete filling of the die cavity and reducing gas entrapment.
3. Which process is more expensive, high-pressure die casting or squeeze casting?
High-pressure die casting (HPDC) often requires more extensive machining after casting to achieve the desired final dimensions. On the other hand, Squeeze casting typically produces parts with tighter tolerances and smoother surfaces, reducing the amount of machining required. This results in lower machining costs compared to HPDC.

0 Comments