 Passivation steps
Passivation steps
Passivation is a widely used industrial part surface treatment for stainless steel that improves corrosion resistance. Although stainless steel naturally forms a protective oxide layer, manufacturing processes such as machining, forming, or welding can leave behind surface contamination that weakens this protection
Passivated finish removes surface contaminants and enhances the metal’s protective layer by promoting the formation of a stable oxide film.
This article explains what passivation is, how the process works, and why it is commonly used to improve the durability and reliability of stainless steel parts in different industrial applications.
What Is Passivation?

passivated steel parts
Passivation is a post-fabrication surface modification method that improves the corrosion resistance of fabricated metallic parts. It reduces the amount of chemical reaction at the part’s surface, which could lead to corrosion and/or degradation. It is primarily used with stainless steels.
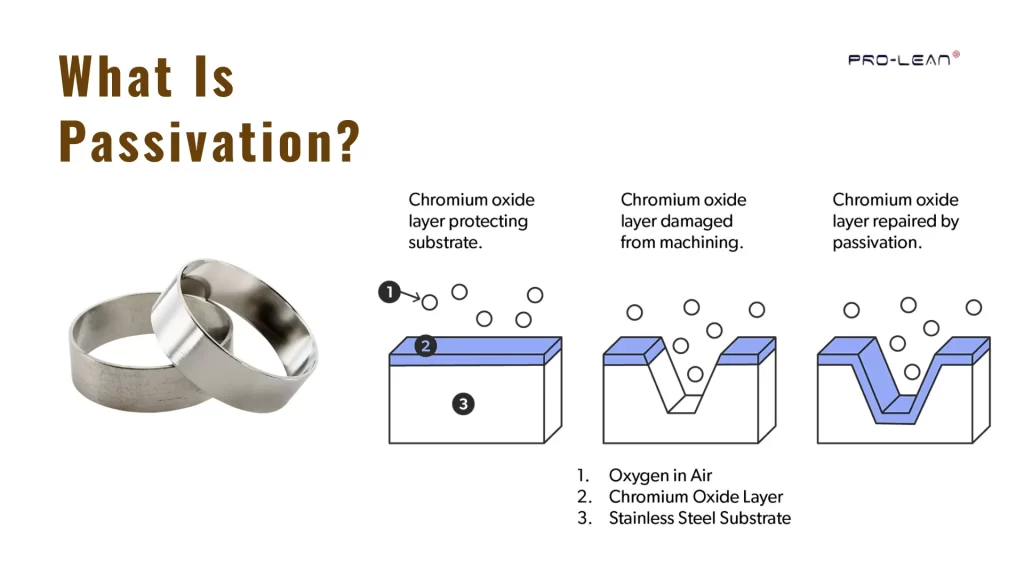
A very thin natural chromium oxide layer forms on stainless steel to protect it from corrosion. Fabricating (i.e., machining) stainless steel, however, can damage this layer and create small amounts of free iron on the surface. Free iron increases the likelihood of corrosion occurring.
Passivated finish cleans free iron and any additional light surface contamination from stainless steel using a chemical solution. Once cleaned, the stainless steel surface can reform its protective chromium oxide layer. The layer acts as a barrier, helping resist corrosion.
Due to the above reasons, passivation is typically employed on stainless steel components across industries such as aerospace, medical equipment, food processing, electronics, and automotive manufacturing.
The primary function of passivation is to clean free iron and surface contamination. Passivation does not clean heavy oxide scales or heat tints created by welding. Therefore, a different cleaning method, known as pickling, is typically required before passivation.
What are the Principles Behind the Passivation Process
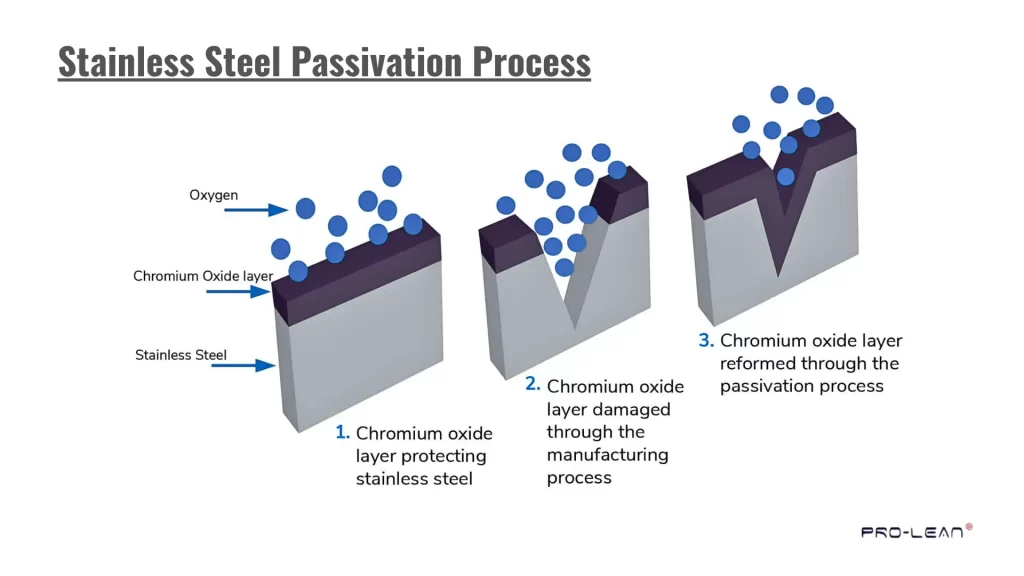
Passivation of stainless steel – process stages
Passivation involves the following crucial steps:
- Cleaning the metal to allow access by passivation solutions;
- Removal of free iron (and other small-scale contaminants) using an acid solution that also provides a basis for subsequent corrosion prevention;
- Formation of a thin oxide film on the metal surface;
- Controlling the conditions under which these three initial steps occur, and
- Finally, rinse the part to remove any residual acids.
Surface Cleaning Before Passivation: The metal must be thoroughly cleaned before passivation. There may be residual material from manufacturing processes, such as machining.
It is essential to clean the metal so that the passivation solution can reach it. A clean metal will ensure proper functioning of the passivation solution.
Acid Treatment to Remove Free Iron: Once the metal surface is clean, the next step is to treat it with a mild acid solution. For example, nitric acid is commonly used to treat stainless steel.
The acid removes free iron and any minor surface contaminants that may have formed during the metal’s manufacturing. Removing free iron prevents the onset of rust and prepares the surface for the protective layer that forms after passivation.
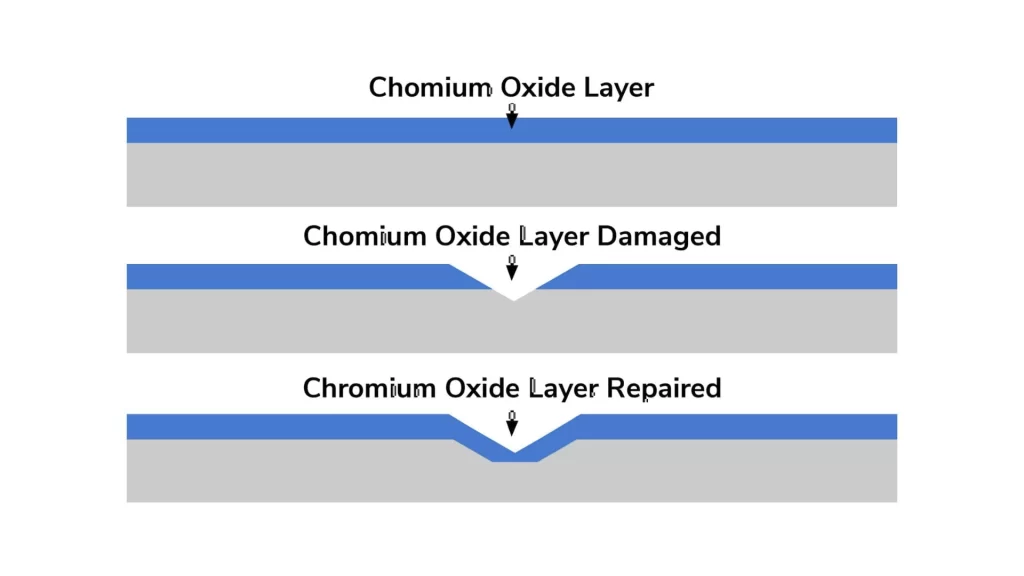
Formation of the Protective Layer: When the metal is treated with the acid solution, a very thin oxide layer forms on its surface. On stainless steel, primarily chromium oxide forms.
Although this oxide film is extremely thin and essentially imperceptible, it effectively protects the underlying metal from water vapor and oxygen, preventing further corrosion.
Rinsing and Control: Since each type of metal requires specific conditions for successful passivation, there is no universal passivation method. Therefore, each manufacturer has its own proprietary methods.
Generally, passivation occurs at 50-70 °C for 20 to 60 minutes. Once the passivation process is complete, the parts are washed to remove any remaining acid solution.
Materials Used in Passivation
Passivation is mainly performed on metals that naturally form protective layers to resist corrosion.
- Stainless Steel
- Titanium
- Aluminum
- Magnesium
Common Techniques for Passivating Metal Surfaces
Passivation develops a stronger, thicker natural barrier around the metal. For example, it can increase the number of chromium atoms chemically bonded at the surface of stainless steel rather than reactive (dissolved) iron atoms. These chromium atoms react with oxygen to form an extremely thin yet highly effective oxide barrier.
Passivation can be achieved by immersion in a passivation solution or by applying a chemical conversion coating called “bluing.”
Immersion Passivation
The immersion process involves immersing the parts in a bath of a passivation solution, typically containing nitric or citric acid. Since forming a uniform protective layer on all surfaces can vary depending upon temperature and time, this process needs to be carefully controlled. Immersion passivation is commonly used on stainless steel parts due to its reliability and effectiveness in providing lasting corrosion protection.
Bluing

Blue passivation trivalent zinc plating
A chemical conversion coating called bluing creates a very thin oxide film on the metal’s surface, reducing glare and improving cosmetic appeal. Blued parts require periodic oiling to maintain the coating’s corrosion-preventing properties.
Types of Passivation Used for Steel
Manufacturers use different methods for the passivation of stainless steel, depending on the desired corrosion protection and application requirements.
Nitric Acid Passivation
Nitric acid passivation
A typical procedure for passivating steel is to immerse it in nitric acid. The acid solution cleans the metal’s surface and helps restore the naturally formed protective oxide film that prevents corrosion.
Nitric Acid with Sodium Dichromate
When sodium dichromate is added to nitric acid during the cleaning and passivation process, corrosion protection is enhanced. This method is typically used when steel products are subjected to severe operating conditions.
Citric Acid Passivation
Citric acid is a more eco-friendly alternative to the nitric acid method. Citric acid is effective at removing surface iron while supporting the development of the oxide layer; thus, it also reduces the environmental impacts of the passivation treatment.
Try Prolean Now!
Advantages and Disadvantages of Passivation
Passivation is a chemical treatment applied to finished metal components to help prevent corrosion. Most commonly associated with stainless steel, passivation certainly has many benefits; however, it also has several drawbacks.
Advantages of Passivation
Stronger Corrosion Protection
Passivation creates an extremely thin, protective layer on the surface of the treated metal. The passivating layer protects against corrosion and prevents moisture and corrosive agents (chemicals) from reaching the underlying metal.
Longer Lifespan for Parts
Passivated components generally exhibit longer lifetimes. These components will typically withstand the rigors of exposure to extreme environments and/or corrosive substances, which would otherwise cause damage.
Keeps Original Metal Properties
The passivation process does not alter the metal’s intrinsic properties. Therefore, strength, hardness, electrical conductivity, etc., remain unchanged. However, the passivated component exhibits improved corrosion resistance.
Saves Money Over Time
As previously stated, due to their ability to withstand corrosion and maintain structural integrity for extended periods, passivated components require less maintenance and replacement. Reduced maintenance/replacement requirements result in reduced downtime and cost savings. Examples include, but are not limited to: food processing equipment, medical device manufacturing equipment, and various types of industrial machinery.
Disadvantages of Passivation
Requires Careful Handling
Because passivation requires precise control over chemicals, temperature, and time, treating large and/or complex parts can be challenging, making it difficult to ensure uniform coverage and a consistent layer of protection.
Doesn’t Fix Existing Damage
The passivation process cannot repair areas where corrosion/damage has already occurred. Passivation works optimally when applied to clean/prepared surfaces, thereby preventing potential future corrosion.
Works Best on Certain Metals
Passivation is most beneficial on materials that create a natural protective oxide layer. For example, stainless steel is one material type that creates such an oxide layer. If a particular material lacks this inherent capability, it may not yield the expected results from a passivation treatment.
Best Practices for Designing Parts for Passivation
The main objective when designing components for passivation is to ensure that the passive layer forms consistently and predictably. A few basic decisions made during component design will greatly improve the outcomes.
Use Materials that are Compatible with Passivation
Materials such as stainless steel are best because they naturally form a passive layer. However, using materials that do not form a passive layer may negatively affect the overall passivation process.
Keep Shapes Simple
Components with flat, Smooth Surfaces are generally easier to treat chemically than those with complex geometries or recessed areas. Components with holes, sharp angles, or other features that could entrap chemical solutions generally provide poor conditions for passivation.
Smooth Surfaces
Chemicals applied to a rough-surfaced surface will not cover the entire surface. In addition, chemicals cannot penetrate the microscopic crevices on a rough surface. Therefore, ensuring that all surfaces are smooth is critical. The second item to consider is the corner radius. Any sharp edge creates a “dead” area where the chemical solution cannot reach to deposit a protective coating. By slightly radiusing the corner, the chemical solution can enter this area and coat both sides of the corner equally. This provides a better barrier against corrosion.
Round Corners and Edges
There are several weld configurations, including fillet, groove, and butt welds. All of these weld configurations pose potential problems for the application of passivation chemistry. As previously stated, fluid paths are required for the chemical solution to contact all surfaces and for drainage from all surfaces after application. Therefore, by reducing the number of welds or designing welds to provide pathways for the chemical solution to flow through them, the probability of trapping chemical solution within the weld configuration is reduced.
Allow for Proper Drainage and Clearance
Parts need to be designed to allow all surface areas to receive passivation fluids and to drain those fluids from those same surfaces. The presence of a trapped liquid reduces the overall effectiveness of the chemical treatment, leaving unprotected surfaces open to further corrosion.
Remove Burrs and Sharp Edges
Removing sharp edges (burrs) prevents places where dirt or chemicals can become lodged. Removing burrs before applying a chemical treatment increases the reliability of the treatment and extends the protective coating’s longevity.
Try Prolean Now!
Difference Between Passivation and Anodizing
Anodizing and passivation both provide protective layers for metals. However, each method has its own unique method of doing so. The primary function of passivating is to treat a metal’s naturally formed protective layer. Stainless steel is most commonly treated with this method because it utilizes the existing (natural) chromium-based oxide layer. The surface is cleaned of impurities and free iron with a weak acid to promote better oxide formation and increased corrosion resistance.
This process is commonly used on aluminum parts such as smartphone housings, laptop frames, bicycle components, and architectural window frames.
Anodizing is primarily used on aluminum. It is an electrochemical process that creates a controlled, thick oxide layer by passing an electrical current through the metal in an acidic solution. In addition to increasing surface durability, anodic coatings may be colored to enhance appearance.
Passivation is widely applied to stainless steel parts such as surgical instruments, food processing valves, pumps, and stainless steel fasteners to maintain corrosion resistance.
In summary, anodizing forms a thick, protective oxide layer on aluminum and adds aesthetic appeal, whereas passivation protects and maintains the naturally occurring oxide layer of stainless steel.
Nitric vs Citric Acid Passivation: What’s the Difference
In practice, nitric acid passivation is often used for stainless steel grades such as 304 and 316 on parts such as aerospace fasteners, valve bodies, and machined fittings.
Both Nitric Acid and Citric Acid may be used to treat stainless steels, each being recognized by ASTM A967 and AMS 2700. These treatments operate in different ways and, generally speaking, selection is based on the particular stainless steel involved, the required specifications for that metal, and/or additional considerations such as waste disposal and safety.
Citric Acid functions differently: it employs Chelation to remove iron from the surface of stainless steel and Dissolved Oxygen to assist in forming a stable oxide layer. Citric acid passivation is commonly selected for medical instruments, food-processing equipment, and pharmaceutical components because it is safer to handle and produces less hazardous waste.
It should be noted that neither acid treatment is inherently superior to the other. To produce acceptable results, it is essential to properly manage all aspects of the treatment process, including acid solution composition, Temperature, and time, as well as to follow the applicable Specification(s).
Comparison Table
|
Feature |
Nitric Acid |
Citric Acid |
|
How It Works |
Oxidizes the surface and removes free iron |
Removes iron via chelation and oxygen |
|
Common Use |
Aerospace and industrial |
Environment-friendly or safety-sensitive applications |
|
Key Requirement |
Strong control of acid strength and contact time |
Proper oxygen level and solution concentration |
|
Environmental Impact |
Stronger, needs careful waste handling |
Safer and easier to dispose of |
|
Specification |
AMS 2700, ASTM A967 |
ASTM A967 (where allowed), AMS 2700 |
How to Order Metal Parts with Passivation at Prolean Tech
At Prolean Tech, you can request passivated custom parts to improve corrosion resistance and durability. Simply upload your CAD file to get an instant quote, including pricing and lead times. Passivation is available as a post-process for stainless steel and other metals. For specific requirements related to passivation services or other surface finishing processes, contact our team.
You can also learn more about post-processing options and surface finishes to choose the best treatment for your CNC-machined parts.



0 Comments