
Plasma Cutting Aluminum
Many people have doubts about whether plasma cutters can cut aluminum. The truth is, yes, plasma systems can handle aluminum metal cutting very well when used correctly.
At Prolean, we often work with aluminum parts and understand how it acts for plasma and other sheet metal fabrication techniques. Many assume that laser cutting is better, but aluminum reflects heat and light, which makes laser cutting slow and costly.
In this article, we will clear up the most common myths about plasma cutting tips for aluminum. You will also learn how to choose the right gas and how to manage underwater cutting safely and efficiently.
What Cut Quality to Expect When Machining Aluminum Parts with Plasma
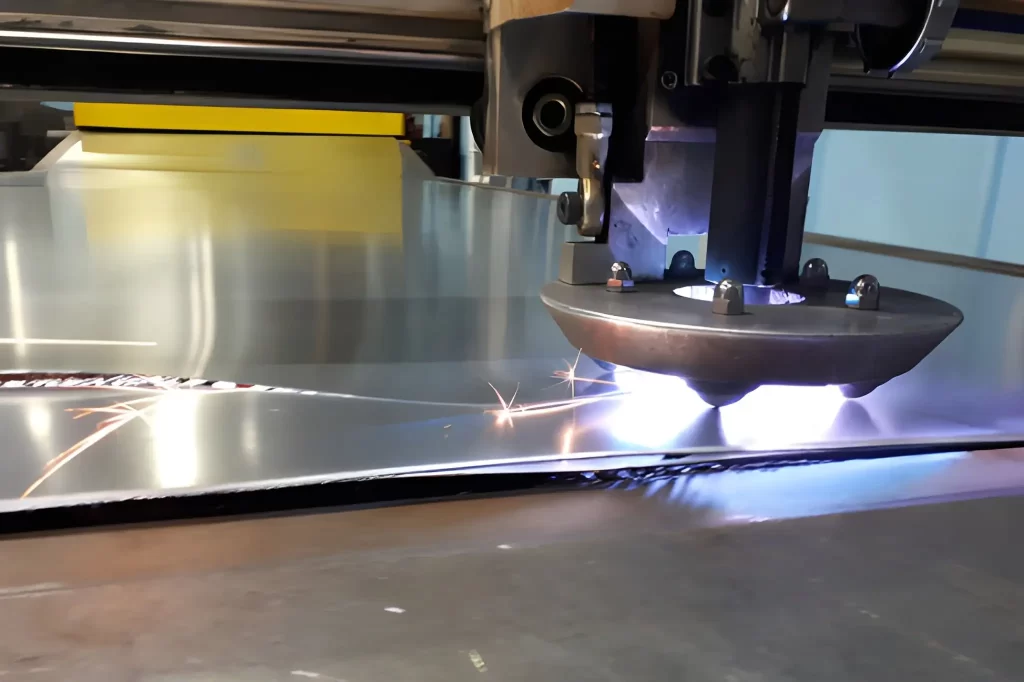
Plasma Cutting Aluminum Sheet
While many assume that plasma cutting creates “rough” aluminum edges, by properly adjusting your setup, you can get a “clean” and “smooth” cut out of your aluminum. To do so, you will need to determine the type of cutting gas to use for your aluminum and the optimal speed to use the cutting torch, based on the thickness of your aluminum. In addition, maintaining a constant torch height during cutting is essential to avoid creating irregular or “wide” edges. When correctly set up, the aluminum should leave very little dross behind and a relatively sharp edge that requires minimal cleaning.
However, if aluminum leaves rough or burnt-looking edges, there is likely an issue with either the cutting torch speed or the gas flow rate. Testing your setup with a test cut before starting your actual project can help you refine your cutting parameters.
With proper care, plasma cutting consistently produces excellent aluminum parts in a more efficient manner than traditional cutting techniques.
How to Get the Best Cut Quality When Cutting Aluminum with a Plasma Cutter

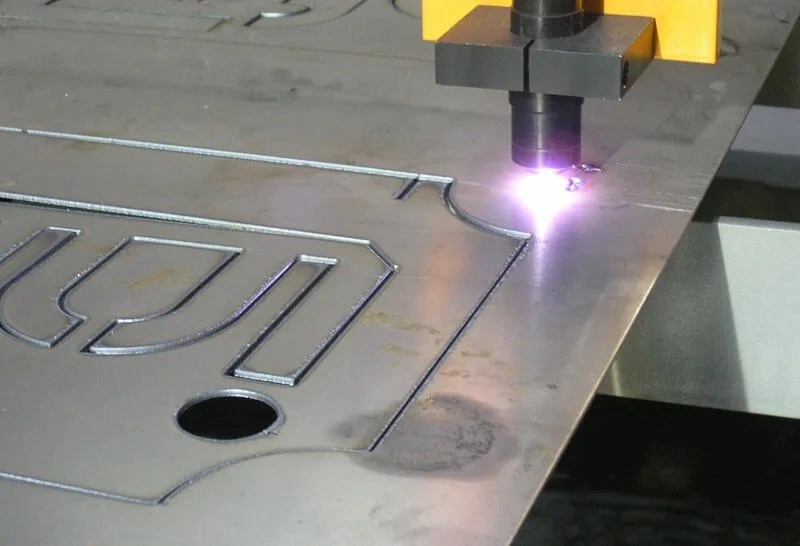
High-Quality Plasma Cut Aluminum
Always start by referring to the chart provided in your plasma cutter’s operation manual, which outlines the optimal cutting parameters for the specific thickness of aluminum you plan to cut. These charts are based on empirical data collected through extensive testing of various aluminum alloys.
Use proper arc voltage and torch height control (THC), verify kerf compensation and lead-in/out strategy, and set cutting speed and torch height for each thickness: e.g., 3 mm-200 mm/min at 4 mm height, 6 mm-150 mm/min at 6 mm height, 10 mm-100 mm/min at 8 mm height to reduce entry dross.
After running several cuts and checking your results, make minor adjustments to your cutting parameters. For example, if you observe excessive dross, you can attempt to increase the speed of your cutting torch and/or raise the air pressure to your plasma cutter. Always inspect your cutting torch tip for damage, as a damaged tip can negatively impact the quality of your cuts. (Get more insights about: plasma cutting vs laser cutting)
Plasma Cutting Aluminum on a Water Table

Plasma Cutting on a Water Table
Using a water table to cut aluminum can help minimize the fumes associated with plasma cutting, as well as reduce noise and sparks. However, cutting aluminum in a water table requires extreme caution, as aluminum reacts chemically with water and forms hydrogen gas. If you don’t take adequate precautions, the buildup of hydrogen gas can lead to serious injury.
Use Safe Gas Mixtures
Do not utilize gas combinations such as H-35 or H-2 when cutting aluminum underwater. Both of these gas combinations significantly increase the potential for hydrogen gas to accumulate and ignite in a fire. Always use only gas combinations explicitly approved by the manufacturer for your plasma cutting system.
Understand Hydrogen Formation
When aluminum is cut, small metal particles drop into the water. As soon as these particles come into contact with the oxygen present in the water, they react chemically and form hydrogen gas. Of course, some of this hydrogen gas escapes as bubbles; however, some of it collects beneath the table. If this gas is allowed to accumulate, it can eventually build up enough to potentially cause an explosion.
Prevent Gas Accumulation
Only choose water tables that are specifically designed for plasma cutting aluminum. These tables are engineered to release hydrogen gas safely and to prevent gas accumulation. Regularly cleaning the water and moving it also helps remove trapped hydrogen gas bubbles.
Work with Experienced Suppliers
Always work with suppliers that understand the dangers associated with plasma cutting. They can assist you in selecting the appropriate water table and maintenance schedule to safely and efficiently cut aluminum. (Read more about: aluminum sheet metal fabrication)
Can You Use a Water Shield Without a Water Table for Plasma Cutting Aluminum?
Yes, you can still use water as a shield gas without having a water table. Water acts as a cooling agent for the cut, reduces dross, and produces a clean edge. Most of the water utilized is evaporated when cutting larger aluminum sheets. Although the majority of the water is evaporated, some water may find its way onto your downdraft table.
Depending on how your system is designed, the excess water may negatively impact the filters and/or other components. Check with your downdraft table manufacturer to determine if they recommend additional moisture-resistant filters or any other modifications before utilizing water as a shield.
Types of Gases Optimum for Plasma Cutting Aluminum
When plasma cutting aluminum, you often need two types of gases. The plasma gas is the one that actually melts and cuts the metal, while the shield gas surrounds the torch. It also includes consumables to prevent overheating. Below is a list of the various gases used in plasma cutting services:
Air

Air Gas Plasma Cutting
Air is the most common plasma gas. It is inexpensive and easily accessible, making it ideal for cutting thin aluminum sheets and for general-purpose cutting. However, when cutting thicker aluminum sheets, air may create more dross than other gases.
Nitrogen
Nitrogen produces a clean, precise cut and creates virtually no dross. Nitrogen is commonly used for medium to thick-aluminum sheets. It is also an excellent choice when you desire to eliminate oxidation on the cut edges.
Oxygen
Oxygen enables faster cutting speeds and greater depth of penetration. It is primarily used for cutting steel, but it can be used for aluminum in specific systems. When using oxygen, great care must be taken to prevent oxidation or burning of the edges.
H-35 (35% Hydrogen, 65% Argon)
H-35 is a standard gas mixture used for cutting in plasma aluminum sheet metal fabrication. The hydrogen increases the cutting speed, and the argon stabilizes the plasma arc, minimizing oxidation. H-35 is typically used for thicker aluminum sheets.
F5 (5% Hydrogen, 95% Nitrogen)
F5 is a low-hydrogen gas mixture used for cutting thinner aluminum sheets. It increases cutting speed and edge quality while minimizing the possibility of warping. F5 is commonly used in high-precision cutting applications.
H-2 (Hydrogen, Argon, Nitrogen)
H-2 is a specialized gas mixture used in advanced plasma cutting systems, such as Hypertherm’s XPR 170 and XPR 300. The composition of the gas mixture varies based on the thickness of the aluminum sheet and the desired quality of the cut edge. H-2 enables immaculate and precise cuts with minimal dross.
Shield Gases: Air, Nitrogen, Water, Carbon Dioxide
The shield gas encircles the cutting head to protect the consumable parts and to enhance the efficiency of the plasma arc. Common shield gases include air and nitrogen. Water and carbon dioxide are used as specialized shield gases to cool the plasma arc and to improve the quality of the cut surface.
How to Choose a Gas for Air Plasma Cutting Aluminum
When using an air plasma cutter, air serves as both the cutting gas and the shielding gas. Air is cheap and readily available, making it suitable for a wide variety of aluminum sheet thicknesses.
Although air can effectively cut aluminum, the resulting edge may exhibit signs of oxidation, resulting in a darkened surface that may require further sanding, grinding, or finishing if the parts are to be welded or painted. Air is the preferred choice for cutting rough aluminum or for projects that do not require a high level of surface quality.
Try Prolean Now!
Choosing Gas for Multi-Gas Plasma Cutting Aluminum Systems
Multi-gas plasma cutting systems offer the operator a wider range of cutting gas combinations to choose from. Utilizing air as the only cutting gas on multi-gas systems can result in a poor-quality edge that is rough and blackened, with excessive dross.
To obtain better quality edges, it is common to utilize nitrogen as the cutting gas. Options for shield gases include nitrogen and water, depending on the design of the multi-gas system.
Tips for Successful Plasma Cutting Aluminum
Here are a few valuable tips for aluminum plasma cutting.
Aluminum Thickness and Gas Selection
The aluminum thickness, cut edge quality, cutting speed, and operating cost of the equipment are all factors to consider when determining which gas to use. Thicker sheets of aluminum may benefit from using a nitrogen-hydrogen gas mixture to maintain smooth edges and minimize dross. Thinner sheets of aluminum generally respond better to using pure nitrogen as the cutting gas.
Stick to the Recommended Cut Settings
Aluminum responds differently to plasma cutting than steel due to its softer nature and lower melting point. By following these tips, you can produce smooth, precise cuts in aluminum.
Choose the Right Gas Combination
Always refer to the charts located in the machine’s operation manual. These charts will help you determine the recommended amperage and cutting torch speed for the thickness of aluminum you are cutting. Adhering to these recommendations will minimize errors, reduce excessive dross, and optimize edge quality.
Select the Correct Gas Mixture
Utilize one of the previously discussed plasma gas/shield gas combinations to improve the quality of your cuts, reduce oxidation, and decrease post-cut processing time.
Maintain a Consistent Cutting Head Speed
Cut in a consistent direction with your cutting torch. Do not drag your cutting torch across the aluminum surface, and maintain the recommended distance from the aluminum to produce even cuts and minimize warping or excessive heat buildup.
Ensure Safe Use of Water Tables
When using a water table to cut aluminum, always verify that it has been designed for cutting aluminum. Failure to do so may result in hydrogen accumulation or other safety concerns. Always follow the manufacturer’s instructions for safe usage of your water table to prevent hazards.
Recommended Gases for Cutting Thin Aluminum Sheets < 5 mm (0.188″)
Thin Aluminum Sheet Plasma Cutting
Nitrogen is the recommended choice for both the plasma and shield gas for aluminum sheets less than 5 mm (0.188″) thick. Nitrogen will provide a clean edge with minimal dross and precise tolerances. Air can also be used as the shield gas due to its affordability and availability; however, the quality of the cut may be marginally poorer.
N2/N2 is a reliable and repeatable gas combination for cutting thin aluminum sheets, providing the benefits of a high-quality edge, reduced post-processing requirements, and precise cuts, particularly when accuracy is essential to your application.
How to Cut Medium-Thickness Aluminum Sheets Over 6mm

Medium-Thickness Plasma Sheet Cutting
When cutting aluminum sheets thicker than 6 mm (1/4″), the recommended gas combination is nitrogen as the plasma gas and water as the shield gas. This combination of gas types will improve surface finish and enable faster cutting speeds, while reducing operating costs.
As previously noted, the thicker the aluminum sheet being cut, the more heat is absorbed. Therefore, selecting the correct gas combination is critical to prevent warping and producing uneven edges.
Try Prolean Now!
Quick Setup Checklist & Gas Selection for Plasma Cutting Aluminum
Setup Checklist
- Check the aluminum thickness before starting.
- Select the appropriate plasma and shielding gas for the sheet thickness.
- Set the cutting speed for the material thickness.
- Adjust torch height and turn on Torch Height Control.
- Make sure kerf compensation is correct.
- Plan lead-in and lead-out paths to avoid dross.
- Check the torch tip for wear.
- Do a test cut on scrap material first.
- If using a water table, make sure it’s safe for aluminum.
- Follow all safety precautions: clear hydrogen, wear PPE, and ventilate properly.
Gas Selection
- ≤ 5 mm: N₂/N₂ (cut/shield) for clean, low-dross edges; Air/Air acceptable when finish is non-critical.
- 6–12 mm: N₂ (cut) + Water or N₂ (shield) to improve finish and speed; avoid oxygen.
- > 12 mm: H-35 or H-2 as cut gas + N₂ (shield) for energy density and edge quality (dry cutting only).
Why Are Oxygen and F5 Not Used for Aluminum?
Oxygen is suitable for mild steel, and F5 is ideal for stainless steel; neither performs well on aluminum. These gases can cause heavy oxidation, poor edge quality, and rough surfaces. Aluminum’s soft, reflective, and thermally conductive nature requires carefully selected plasma and shield gases to achieve smooth, precise cuts.
Why Choose Prolean Tech for Plasma Cutting Aluminum
Plasma cutting aluminum requires care and experience. At Prolean Tech, we make sure every cut is precise and clean. Our team understands how aluminum reacts to heat, so we plan each job to minimize warping and rough edges.
Our team employs modern CNC plasma machines equipped with precise torch control and optimized gas settings. This helps us get smooth edges and consistent cuts for all types of aluminum, from thin sheets to thicker plates.
From small prototypes to complete production runs, we focus on clean results and reliable performance. Every part is thoroughly checked to ensure it meets your requirements and has the desired finish. Contact us to request a free online quote and receive reliable custom sheet metal fabrication services.


0 Comments