Laser cutting machine
Laser cutters are used to yield clean cuts/lines that appear sharp and consistent when the setup is optimised. They are highly versatile and can cut a wide range of materials, including steel, aluminium, and copper, for smooth cuts. Thin-walled/narrow bridge sections are most prone to edge burning, deformation, and warping due to heat input. This makes laser cutting well-suited to many project needs.
At Prolean Tech, we keep things simple for you at every step. You will receive clear, complete guidance before any cut begins. Our checks help you avoid minor design issues. You will get parts that match your exact specifications.
This article gives you complete guidance about the types of laser cutters and their basic principles. You will also explore laser cutter types and their principles, so keep reading to learn everything you need to know here.
What is Precision Laser Cutting: The Basics & Principles
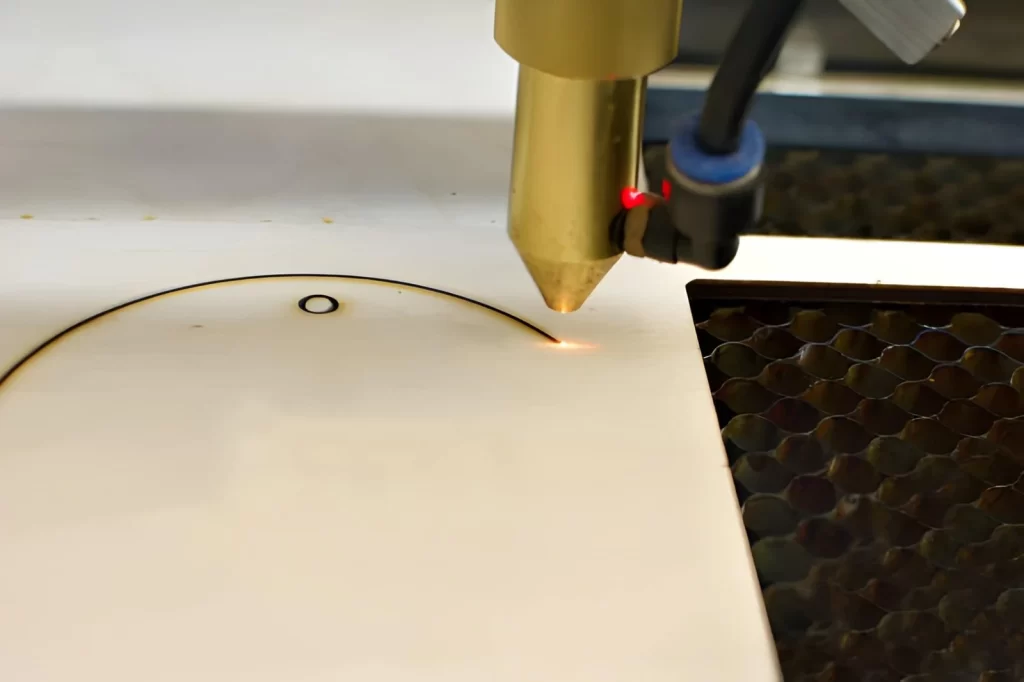
Laser cutting engraver
The Laser cutting system utilises a highly focused beam of light to cut through materials. In engineering, the factors affecting cutting include power density at the focal point, beam quality (M²), focal position/depth-of-field, stability, and gas/nozzle. The energy causes the material to melt or vaporize. As a result, it creates a narrow path. Laser processing involves thermal processes that carry risks such as HAZ, thermal warpage, taper, molten slag buildup, and resolidification layers.
There are several methods for performing laser cutting. For instance, in a subtractive technique, the laser removes layers of material by melting or vaporizing it. Some processes may use chemical ablation to prevent surface residue after removal. Other laser-cutting processes can cause brittle materials to crack due to thermal stresses induced by the heat input.
In operation, a Computer Numerically Controlled (CNC) system guides the laser optics as the machine moves during the processing steps. It offers a level of precision that allows the production of tiny holes with high-definition edges. The hole-diameter capability of conventional sheet-metal CNC laser cutting (CO₂/fiber) is typically 0.3 to 1.0 mm (affected by focal spot, thickness, nozzle/gas, and heat accumulation). Additionally, because the laser never comes in contact with the material being removed, the removal process creates virtually no stress in the material.
Additionally, lasers can be utilised in various drilling techniques, depending on the specific process requirements.
- A single-shot technique produces a hole with a single laser pulse.
- The percussion technique builds the depth of a hole by rapidly firing a series of laser pulses.
- Trepanning employs a circular motion of the laser to produce a cylindrical hole.
- Lastly, helical drilling employs a spiral motion of the laser to produce a hole with a stable diameter.
Laser cutting is beneficial when working with fragile and sensitive materials. The lack of physical contact between the laser and the material prevents damage to the material during processing. Ceramic parts, diamond tools, and other brittle materials are commonly processed using laser cutting, which is a safe and effective method.
Cutting Methods Commonly Employed in Laser Cutting Systems
Laser cutting is not a singular process. Instead, several laser-cutting methods can be applied to a wide range of materials. Each method has unique characteristics that depend on the material being processed. Understanding the most commonly used laser-cutting techniques is essential for selecting the most suitable method for your project.
Sublimation (Vaporizing)
In vaporisation (sublimation), the material is converted from a solid to a gas. It’s a rapid-heating process, and the material doesn’t have enough time to melt before vaporizing. This results in immaculate and precise edges, eliminating the need for extensive post-processing.
Vaporising is particularly useful for laser cutting acrylic (various plastics), paper, wood, and thin films. The process starts with a small kerf or hole. As the laser continues to cut, the vapour formed pushes the debris outward. This allows the kerf to continue growing in depth, resulting in a neat and burr-free edge that requires minimal additional cleaning.
Melting (Fusion Cutting)
Melted cutting, also known as fusion cutting, is a laser-cutting process that melts the material with a laser. The melted material is then blown away using a gas stream. Oxygen is commonly used for carbon steel; nitrogen or compressed air is mostly used for stainless steel/aluminum; Argon is more often used for specific materials/scenarios (such as reactive materials or those requiring extremely low oxidation). These gases are typically chosen due to their ability to minimise oxidation of the material and the resulting slag.
Melted cutting is particularly effective for metals, such as laser cutting titanium, steel, and aluminium. It is ideal for high-volume production and repetitive jobs. The process produces smooth, straight edges with virtually no distortion.
Reactive Cutting (Oxygen-Assisted)
Chemical reaction cutting, also known as oxygen-assisted cutting, utilises oxygen as an additive to enhance the laser cutting process. Oxygen reacts chemically with the molten metal to increase the amount of heat generated during the process.
Titanium cutting typically uses inert/non-oxidising gas strategies such as nitrogen/argon.. While some residual slag may form along the cut edges, the process is generally quite efficient and cost-effective for large quantities of material.
Thermal Stress Fracture
Thermal stress fracture is another term for laser scribing. This laser cutting process uses thermal energy to cause the material to crack. The laser creates a shallow groove in the material, and the material’s natural forces cause it to break along the groove.
Thermal stress fracture helps cut brittle materials such as glass, ceramics, and composites. CO2 lasers are the most commonly used lasers for thermal stress fractures.
Stealth Dicing
Stealth dicing is a specialised laser cutting method that is used primarily for cutting wafers and other electronic components. The laser creates a scribe inside the material. Due to the nature of the process, no debris is made, and no melting of the edges occurs. Stealth dicing is particularly effective in reducing chipping and enhancing yield rates. It is also beneficial for creating high-resolution lines in silicon wafers and similar materials.
Quick Take
Each of the laser cutting methods described has its own advantages and disadvantages. The selection of the proper laser cutting method depends significantly on the material being cut. Selecting the correct laser cutting method is essential to ensure that your cuts are clean and precise. Consulting with an experienced laser service provider, such as Prolean Tech, can help you choose the proper technique and avoid unnecessary complications and delays.
Laser Cutting Metal Sheet Technology & Specifications
|
Feature |
Details & Practical Notes |
|
Laser Beam Diameter |
0.1 mm – 0.3 mm, small enough for precise cuts |
|
Laser Power |
1 – 3 kW depending on material; higher power needed for reflective metals |
|
Power for Steel/Iron |
1 – 2 kW, enough for fast, clean cuts without overheating |
|
Power for Copper/Aluminium |
Up to 6 kW, as these metals reflect and conduct heat efficiently |
|
Laser Resonator |
Laser source: varies by type, CO₂ uses a gas resonator; fiber lasers use a doped fiber amplifier; direct diode uses semiconductor diodes; crystal lasers use a doped solid-state gain medium. |
|
Cutting Head |
Focuses the beam on the material; uses internal mirrors and compressed gas (N2 or O2) to remove melted material |
|
Key Factors for Quality |
Proper distance from nozzle to material, correct beam intensity and speed, and accurate cutting head movement |
|
Marking vs Engraving |
Marking: surface-level design, shallow effect. Engraving: deeper cut for pronounced, lasting design |
4 Different Types of Laser Cutters, Their Methods, & Applications
Laser cutters are used in various applications, including laser cutting, engraving, and drilling, across a range of industries. Depending upon the intended use, different types of laser cutters are available. Each type of laser cutting system has its own characteristics and applications.
Fibre Lasers

Fiber laser cutting machine
Fibre lasers are among the most common types of laser cutters, used for cutting metals and engraving. They employ a doped optical fibre to amplify the beam. Beam amplification is based on the energy from a small diode laser. The diode laser is used to initially energise the fibre. Rare-earth elements, such as ytterbium and erbium, are added to the fibre to further amplify the beam.
Once amplified, the laser emits near-infrared light at about 1.06 µm. This wavelength is readily absorbed by metals, even those that reflect wavelengths of light. Due to the absorption of this wavelength, fiber laser cutting machines provide fast, precise cuts with minimal energy loss. Fibre lasers are ideally suited for cutting a wide variety of metals, including stainless steel, aluminium, copper, and alloys. Large-capacity fibre lasers can even cut thicker metals with excellent efficiency.
Additionally, fibre lasers are low-maintenance due to their simple design and the rugged materials used.
Applications: Auto parts, aerospace components, electronics, and precision metal fabrications.
CO2 Lasers

CO2 laser cutting machine
CO2 lasers were among the first laser technologies developed, and despite their age, they are still widely used today. They are used for cutting non-metallic materials, including laser cutting peek, wood, acrylic, and leather.
These lasers use a mixture of CO2, nitrogen, and helium. When the gas mixture is subjected to an electrical discharge, the CO2 molecules become excited and start to vibrate at the frequency corresponding to the vibrational mode of the CO2 molecule. At this point, the molecule releases excess energy as light, generating the laser beam. The lasers produce light with a wavelength of 10.6 µm, which is ideal for cutting organic materials.
CO₂ lasers generally have lower coupling efficiency with metals compared to fibre lasers, so they tend to be less precise in terms of edge quality on metals. However, they are relatively easy to maintain, requiring only occasional cleaning of the mirrors. Therefore, they are versatile and inexpensive, making them a good choice for a variety of applications.
Applications: Woodworking, plastics, leather, paper, and some non-metal cutting.
Nd: YAG and Nd: YVO Lasers
Nd: YAG lasers and Nd: YVO lasers employ a neodymium-doped crystal as the gain medium. The Nd: YAG crystal is made of yttrium aluminium garnet, while the Nd: YVO crystal is made of yttrium vanadate. Both crystals emit light in the near-infrared region, with a wavelength of approximately 1.064 µm.
Nd: YAG lasers and Nd: YVO lasers are designed to perform both precision metal cutting and non-metal cutting. They help cut thin metals and work well for cutting nonmetals such as ceramics and plastics.
Both types of lasers are durable and require little maintenance, as they can be operated continuously for thousands of hours.
Applications: Metal engraving, thin sheet metal cutting, and high-precision industrial parts.
Direct Diode Lasers
Direct diode laser cutter
Direct diode lasers use semiconductors to generate light. Gallium arsenide is the most commonly used semiconductor. The light is generated through electroluminescence and is then focused into a beam.
Direct diode lasers are energy-efficient and have a simple design. They are ideal for cutting thin metals, plastics, and composites. Because they are compact, these lasers can be used in mobile or field settings, as well as in small shops.
Their primary limitation is the slow cutting speed for thick metals compared to fibre lasers and Nd: YAG/Nd: YVO lasers. However, they are valued for their high efficiency, simple structure, and reliable performance, especially in welding, heating, and cutting thin materials.
Applications: Panels for autos, electronics, thin sheet metal, and welding.
Related To: plasma vs laser cutting
Try Prolean Now!
Standard Laser Cutting Machine Configurations
Before the advent of computer numerical control (CNC), each laser cut required the manual positioning of the workpiece, followed by adjustments to the laser’s position to complete the cut. Modern laser cutting machines, however, utilise CNC control systems to position the laser automatically during the cutting process. This eliminates the need for manual positioning and significantly reduces the potential for error.
Gantry Laser Cutting Machines
Gantry laser cutting machines feature a horizontal bed and a gantry positioned above it. Many gantry laser cutting machines are constructed from aluminium to maximise their strength-to-weight ratio. CNC control systems manage the movement of the gantry, enabling the laser to make multiple passes across the bed to create various cuts. These machines are ideal for cutting flat sheet materials in high-volume industrial applications. Compared to earlier models, gantry laser cutting machines are generally smaller and more energy-efficient.
Moving Material Configuration
In a moving-material configuration, the material being processed is moved while the laser remains stationary. The optics system is relatively simple since the laser itself does not move. This configuration is less productive than the gantry configuration, but is often used in smaller shops or for low-volume, low-speed cutting operations.
Flying Optics System
The flying-optics system is the opposite of the moving-material configuration. In this configuration, the material being processed is held stationary, while the laser and optics move in unison. Mirrors and adaptive optics are used to maintain the beam accuracy as the laser moves. Flying-optics systems are generally faster than moving-material configurations. They are particularly well-suited for high-volume production applications and are frequently used in industries such as automotive and electronics.
Hybrid System
The hybrid system combines the gantry and flying-optics systems. In this configuration, the laser and optics move along different axes, at a constant beam path. This system offers the benefits of both gantry and flying-optics systems and is highly adaptable to accommodate a wide variety of material thicknesses.
CNC Laser Cutting
CNC laser cutters use high-powered lasers to cut, shape, and engrave materials. They are non-contact devices, relying on heat to melt or vaporise the material. The lens and device nozzle focus the beam onto the material, and the compressed gas utilised in the nozzle carries the vaporised material away from the cutting area. CNC systems operate on G-code and M-code to precisely control the laser movement. These machines are capable of producing a wide array of cuts, from small holes to detailed designs and high-tolerance cuts.
Types of CNC Lasers:
- CO2 lasers: Gas-based, ideal for non-metals.
- Fibre lasers: Employ diodes for fast, clean metal cuts.
- Crystal lasers: Nd: YAG and Nd: YVO for precision metal and non-metal work.
5-Axis Laser Cutting
Five-axis machines can tilt and rotate the workpiece to achieve precise machining. These can cut curved surfaces and complex angles without requiring multiple repositioning of the workpiece. Moreover, these reduce the time and opportunity for errors involved in cutting 3-dimensional machines. They are particularly beneficial to the aerospace and automotive industries for the cutting of complex parts.
Rotary Laser Cutting
Rotary laser cutting systems are well-suited to cutting 360° of pipe, tube, bottle, or D-shaped objects. These systems are particularly beneficial for creating logos, patterns, and intricate designs on curved surfaces. Rotary laser cutting systems are also more precise and efficient than traditional cutting systems.
Small Format Laser Cutting
Small-format laser cutters are designed to cut features that are close to the laser’s kerf width. They are ideal for cutting delicate patterns and parts that are too small to be easily cut by larger laser systems. These cutters maintain high precision, giving clean, precise edges. Since the laser has limited penetration capabilities, only thin materials can be cut using small-format laser cutting systems.
Large Format Laser Cutting
Large-format cutting machines process very large (oversized) sheet sizes as large as 3.2 × 8 meters in width. In flatbed cutting systems, the product being processed is placed directly onto a wide horizontal cutting table. For non-metal products, CO2 lasers are typically utilised. Metal products are best processed by using fibre lasers. Large-format cutting machines enable the continuous feeding of products, facilitating efficient production.
Galvo (Galvanometer) Laser Cutting
Galvo lasers utilise mirrors to scan the beam rapidly. The Galvanometer determines and regulates the mirror position to achieve precision. Galvo laser cutting systems provide rapid processing for prominent-area marking and engraving. They are faster than traditional X-Y movement lasers and are best suited for branding, text, or graphics applications.
Try Prolean Now!
How to make the Right Choice of a Laser Cutter
The selection of the best laser cutting machine will depend on the type of product to be cut, the product’s size, and how quickly you need it. Choosing an inappropriate laser cutting machine will result in reduced production rates, increased operating costs, and equipment failure over time.
Material Compatibility
Different types of laser cutters are effective with specific types of products. For example, fibre lasers work particularly well with metals such as steel, aluminium, and copper. CO2 lasers work well with wood, plastic, acrylic, and some fabrics. Choosing the appropriate laser type to match your products will yield cleaner cuts and lower energy consumption.
Work Area
Consider the average size of the products you usually cut. Small lasers can be utilised for cutting small, delicate components. Larger lasers have a larger working area to accommodate larger components.
Some shops utilise two separate laser cutting machines – one for extensive format cutting of sheets and one for more minor component cutting to speed up production and increase efficiency.
Laser Power
Output power is the determining factor in how thick a product can be cut and how quickly it can be cut. Aluminium and copper tend to reflect light and require higher output powers. Machines with too much output power will consume more energy than necessary when cutting thinner products, while machines with low output power will struggle to cut thicker products.
Precision and Beam Quality
For cutting detailed designs or smooth edge cuts, the quality of the beam is essential. Fibre lasers produce a highly focused beam, allowing for small kerf widths and precise, sharp line cuts. CO2 lasers are suitable for less precise cuts and are generally slower when cutting metals.
Speed and Automation
When cutting metals, fibre lasers generally appear faster than CO2 lasers due to the higher volume of metal cutting applications. Automatic machines reduce set-up times. Additionally, software that optimises part nesting can also help reduce material and labour costs.
Maintenance and Support
Direct Diode and Fibre lasers are solid-state lasers and require minimal maintenance compared to CO2 lasers. There are fewer moving parts and no mirrors to replace, thus less downtime. Prioritise finding suppliers who offer training, spare parts, and on-site service.
Cooling, Gas, and Extraction
Assist gases (air, nitrogen, oxygen) aid in blowing off molten material from the cutting zone. The specific assist gas to use depends upon the type of material being cut. Adequate ventilation systems extract fumes and particulate matter created during cutting processes to ensure operator safety and maintain the quality of cuts.
Budget
Do not simply consider the initial purchase price of a laser cutting machine. Consider costs associated with electricity consumption, maintenance, gas consumption, and labour costs. Purchasing a slightly more expensive machine initially will save both time and money in the long run.
Summarizing the Article
This article has covered:
- What laser cutting is and how it works.
- Main laser types: Fibre, CO₂, Nd: YAG/Nd: YVO, Direct Diode.
- Key machine configurations: Gantry, Flying Optics, Hybrid, CNC, 5-Axis, Rotary, Small & Large Format, Galvo.
- Cutting methods include sublimation, Melting, Reactive, Thermal Stress Fracture, and Stealth Dicing.
- How to choose the right laser: material, power, precision, speed, and budget.
Get Custom Metal Laser Cutting at Prolean Tech – One-Stop Shop Solution
If you’re looking for a reliable laser cutting service, Prolean Tech offers expert guidance and industrial-grade machines to meet your specific needs. We help you select the right laser type, configuration, and power for your materials and production volume. Our team ensures smooth setup, training, and ongoing support, reducing downtime and maximising efficiency. For precision metal-cutting services, contact us right away to receive an instant online quote.



0 Comments