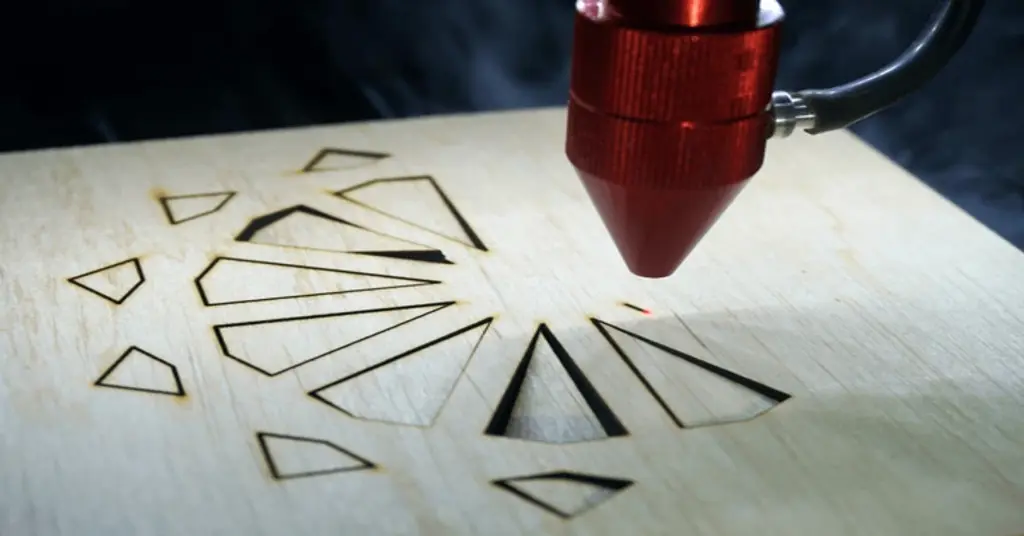
“The laser cutting process transforms materials into intricate designs with the highest precision and accuracy. It provides high-quality, smooth finishes that need little or no post-processing.”

Laser cutting is a CNC process that uses high-energy laser power to cut through different materials. This technique produces a concentrated light beam by stimulating lasing material with an electrical discharge in an enclosed container. The optics are used to concentrate the laser beam on the workpiece, which in turn, allows cutting through melting, vaporizing, or burning. The CNC technology regulates the exact motion of the laser beam.
Introduction to Laser Cutting
Laser cutting is a non-contact, thermal-based process that uses a focused, high-powered laser beam to cut through a wide range of materials. This process is known for its precision, speed, and flexibility, making it an ideal choice for various industries. Laser cutting can be used on materials such as metals, plastics, glass, and ceramics, among others.
The technology behind laser cutting has evolved significantly since its inception in the 1960s. Today, there are three main types of lasers used for cutting: CO2 lasers, which are ideal for cutting non-metallic materials; Nd:YAG lasers, which are perfect for cutting metals and some non-metal materials; and fiber lasers, which are gaining popularity due to their energy efficiency and ability to cut through reflective metals.
In addition to the type of laser, there are also different sheet metal cutting methods, such as laser cutting CNC (computer numerical control), which uses a computer to control the laser and movement of the material. This ensures a high level of accuracy and repeatability, making it a popular choice for mass production.
Furthermore, you can read more about laser cutting advantages and disadvantages for its comparison with other cutting techniques and whether it suits your requirements or not.
Understanding the Laser Cutting Process
The laser cutting process begins with the creation of a digital design file, which outlines the desired shape and dimensions of the cut. This file is then sent to the laser cutting machine, where the laser is directed at the material’s surface. The laser’s heat melts, vaporizes, or burns away the material, creating a precise cut with clean edges.
During the cutting process, a stream of gas, such as oxygen, nitrogen, or air, is used to blow away the excess material and cool the newly cut edge. This gas also helps to prevent the material from becoming too hot, which could lead to warping or other damage.
There are several factors to consider when determining the best laser-cutting method for a specific job, such as the type and thickness of the material, desired cut quality, and production speed. For example, thicker materials may require a slower cutting speed to ensure a clean cut, while thinner materials can be cut more quickly. Additionally, some materials, such as metals, require more power to cut, while others, like plastics, require less.
Materials Used In Laser Cutting
Laser cutting is a versatile technique used on various materials such as paper, wood, metal, and rock. However, its primary application lies in sheet metal fabrication, particularly for laser cutting materials like;
- Aluminum laser cutting
- Steel laser cutting
- mild steel laser cutting
- Stainless steel laser cutting
- Copper laser cutting
- Brass laser cutting
- Plastic laser cutting
Try Prolean Now!
Benefits & Limitations of Laser Cutting
Laser cutters are best for handling thin sheet metal, with a maximum thickness usually up to 6 mm for aluminum and 15 mm for steel. They can maintain accuracy with tolerances from 0. 2 to 0. 1 mm. Similarly, there are other many laser cutting advantages.

The process results in a small heat-affected zone. Thus, the need for additional post-processing heat treatment is reduced. Laser cutting is unique among other sheet metal cutting methods because of its precision and versatility in different materials, although it is not as versatile as waterjet cutting. Laser machining is the most popular because of its material adaptability, precision, and ability to do both cutting and engraving tasks, which are impossible with waterjet cutting. Besides, laser cutting charges are usually cheaper than waterjet cutting.Read more:Laser Cutting Vs. Waterjet Cutting
Three Types of Lasers For Cutting
Laser technology has many functions, such as cutting, drilling, and engraving, which are determined by factors such as laser strength, the primary material used to generate the laser beam, and the material being processed. Laser machining is the primary process for the production of sheet metal parts.
Different types of laser cutting techniques exist, including CO2 (gas lasers), Fiber lasers, and Nd:YAG or Nd:YVO (vanadate crystal lasers) are the examples of the lasers. These lasers use continuous wavelengths and different techniques to stimulate the laser, either by using an electrically charged gas mixture or physical diodes.
1. CO2 Laser
CO2 Laser Cutting
A CO2 laser sends electricity through a gas mixture-filled tube to produce light beams. The tube has mirrors on both ends, one of which is fully reflective and the other partly reflective, to let some light through. The gas mixture usually comprises carbon dioxide, nitrogen, hydrogen, and helium, which in turn produces invisible light in the far infrared range of the light spectrum.
Although industrial CO2 lasers can achieve multiple kilowatts in power (though these are less common), the usual machining of CO2 lasers ranges from 25 to 100 watts with a wavelength of 10.6 micrometers. These lasers are usually used to work with wood, paper, and acrylic plastics (e). g. , Polymethylmethacrylate), leather, fabric, wallpaper, and some foods like cheese, chestnuts, and plants.
CO2 lasers are mainly used for non-metallic materials but can also process some metals, such as thin sheets of aluminum and other non-ferrous metals. Increasing the oxygen content can strengthen the CO2 beam’s power, but experienced users must do this to avoid possible risks.Read More:Tube Laser Cutting
2. Fiber Laser
Fiber lasers, which are part of the solid-state laser category, use a seed laser and amplify the beam through glass fibers powered by pump diodes. They function at a wavelength of approximately 1. The focal diameter of the lens is 064 micrometers, which means it is very small. Usually, fiber lasers are the most expensive of all laser-cutting devices.
Fiber lasers are low-maintenance and have a service life of at least 25,000 laser hours, which is longer than the service life of other laser types. They generate strong and stable beams that can withstand intensities 100 times higher than CO2 lasers with the same average power. Besides, fiber lasers have different operational modes, like continuous beams, quasi-pulsed, or pulsed settings, making them adaptable.
A MOPA, a subtype of fiber laser, can adjust the pulse durations, making it suitable for various applications. Fiber lasers are the best in the field of metal marking through annealing, engraving, and marking thermoplastics. They are suitable for metals, alloys, and non-metals such as glass, wood, and plastics. Although they are perfect for thin materials, fiber lasers can be used for a variety of materials depending on the power, but thicker materials may need higher-power machines.
3. Nd:YAG/Nd:YVO Lasers
Nd:YAG and Nd:YVO lasers are both crystal-based technologies, and Nd: YVO (neodymium-doped yttrium ortho-vanadate) is extensively used for its faultless. These lasers provide high cutting power but are relatively expensive due to their initial setup cost. Furthermore, they have a limited lifespan (8,000 to 15,000 hours). The pump diodes are also the reason for increased total expenses.
These devices work at a wavelength of 1.064 micrometers, Nd:YAG/Nd:YVO lasers are used in many engineering fields such as medical, dentistry, military, and manufacturing. Nd:YVO, in contrast, has a higher pump absorption, a wider bandwidth, but a shorter upper-state lifetime than Nd:YAG. However, Nd:YAG permits the use of higher pulse energies and the lifespan is normally higher than Nd:YAG.
In addition, these lasers are capable of processing both coated and non-coated metals and non-metals like engineering-grade plastics and, in some cases, ceramics. Nd:YVO4 crystals can be mixed with high NLO coefficient crystals to change the output results from near infrared to green, blue, or UV.
Substituting yttrium, gadolinium, or lutetium ions with laser-active rare earth ions does not greatly affect the lattice structure. Therefore, the high thermal conductivity of the doped materials is maintained.
Common Laser Metal Cutting Quality Defects & Preventive Measures
Here’s a brief overview of some common defects faced during laser cutting sheet metal.
1. Burr Formation

Burr formation
In laser cutting, burrs can appear as raised edges or rough surfaces on the cut parts, thus affecting both the look and the function of the parts. This problem may be caused by factors such as the incorrect laser focus, the cutting speed being too high, or the assist gas pressure being too low.
2. Preventive Measures
The laser should be adjusted to the maximum laser focus and beam quality for the best cutting performance.
- The machine’s laser focus position, power density, and feed rate are adjusted to get clean cuts.
- Use the right assist gas (e.g., nitrogen, carbon dioxide, nitrogen), and keep the pressure at the right level to help remove the molten metal.
3. Heat-Affected Zone (HAZ)
Laser cutting produces heat, which causes a heat-affected zone along the cut edge. This zone can change the material properties, which in turn can impact the part’s performance.
Preventive Measures:
- Cutting parameters like laser power density, cutting speed, and focus should be optimized to reduce the heat input.
- Use advanced equipment from the highest level of optimal parameter control, such as nozzles, focus lenses, and light.
- Consider post-cut treatments such as annealing or stress relieving to reduce the HAZ effects and to preserve the material integrity.
4. The Dross or Slag Adherence
Dross or slag, the molten material that solidifies on the cut’s bottom surface, can affect cut quality and thus tend to incur post-cut cleaning requirements.
Preventive Measures:
- The cutting parameters should be optimized to reduce dross, for example, by changing the cutting speed or by increasing the assist gas pressure.
- The suitable gas composition and flow rate for the molten material expulsion should be used.
- The employment of post-cut cleaning techniques (e. g. wiping the blade with a cloth) is a must to ensure the safety of the user. g. , grinding, sandblasting) to remove adhered dross, especially after laser welding for the machine longevity.
5. Edge Roughness or Striations
Laser cutting may result in rough or uneven edges, thus affecting the part aesthetics and functionality.
Prevention Measures:
- Adjust the machine cutting parameters (power, speed, feed rate, assist gas pressure) to achieve smooth cuts.
- The use of high-quality optics and the precise control over process parameters on the laser cutting machine is essential to avoid these laser cutting defects.
- The post-cut treatments (e. g. applying lotion, using a moisturizer, etc. ) should be done after the cut has been made. g. , deburring, polishing) as required for better edge quality.
6. Material Discoloration
In addition, the process can discolor or oxidize edges, affecting the part’s appearance and surface quality.
Prevention Measures:
Adjust cutting parameters to cut down the heat input and thus, the discoloration (e). g. , power, laser focus position, speed).
- The use of the right assist gas to protect the material from oxidation during cutting is the key.
- The post-cut treatments (e. G. antibiotics) are additional steps taken after the cut to prevent the infection, passivation, and improve surface coatings. These methods are used to make the object look aesthetically attractive, and to stop the oxidation.
7. The process of Warping or Distortion
Laser cutting of thin materials with high power can lead to warping because of the intense heat.
Prevention Measures:
- The use of a laser cutter with high power and frequency pulsing will help to reduce the heat input and thus, the warping risk.
- Make sure to use the right clamping or fixturing to reduce the material movement during cutting.
8. Kerf Width Variation
Laser cutting kerf
Kerf width, which is very important for the accuracy of dimensions and fitment, must be the same to prevent negative impacts on the cutting surfaces and seams.
Preventive Measures:
- Verify the laser machines’ alignment and calibration.
- The lens and laser source should be checked regularly to ensure the beam quality is always consistent.
- Closed-loop feedback systems for real-time monitoring and adjustment of cutting parameters to keep the kerf width constant should be implemented.
9. The process of Material Re-solidification
Laser machining can sometimes lead to material re-solidification or re-melting along the cut edges, which in turn, cause rough surfaces.
Preventive Measures:
- The cutting parameters such as the laser focus position, power, and speed should be optimized to reduce the chances of re-solidification or re-melting.
- Choose the appropriate assist gas composition and flow rate to help in the removal of the molten material.
- Use post-cut treatments (e. g. applying a moisturizing cream or a healing ointment) after the cut has been made. g. , grinding, sanding) to make the rough surfaces smooth.
10. Gas Composition Optimization
For the best cutting outcomes, the different materials need particular gas compositions. The wrong gas composition can cause bad cuts, increased dross, or excessive heat input.
Prevention Measures:
The material specifications and manufacturer guidelines should be consulted to find out the appropriate gas composition.
- Modify the gas composition if needed, for instance, by using a nitrogen-oxygen mix for stainless steel laser cutting.
- The gas composition should be regularly checked and maintained for accuracy and consistency.
Try Prolean Now!
Industrial Applications of Laser Cutting
The cutting-edge laser cutting applications are so widespread across material manufacturing industries. Here are some common industries uses cnc laser mentioned below;
1. Automotive industry
Laser cutting has become an indispensable tool for the automotive industry because it provides precision and flexibility for producing a wide range of interior automobile components. This industry’s stringent tolerances are perfectly fulfilled by laser technology. Therefore, its applicability in complicated part creation and design patterns is invaluable and impossible to do by conventional stamping or die-cutting methods. Laser cutting sheet metals are used in the automotive industry to make different items such as car parts, components, die-castings, forgings, and stampings.
2. Medical Device Industry
The medical device industry is using laser cutting to produce necessary products such as pacemakers, stents, and catheters. Laser beams precisely melt, vaporize, or burn material, thus providing clean and precise cuts essential for the intricate designs required in medical devices. The material and final product specifications determine the laser cutting method to be used; stainless steel components are usually cut with CO2 lasers, while plastics are usually cut with fiber lasers.
3. Beauty industry
The jewelry industry, which is full of history, has accepted the laser cutting technology to change its craftsmanship. Laser cutting, which was previously done manually, has now made jewelry design more precise and intricate. This technology is skilled in making intricate patterns in metals, cutting gemstones, and engraving text or images on jewelry pieces. The most common jewelry items such as rings, pendants, earrings, and bracelets are among the ones that are created with laser cutting, thus, the industry has found a new way of being creative and designing the jewelry.
4. Ceramic Manufacturing
Ceramic manufacturing is the process of shaping and firing ceramic materials to produce different products. Laser cutting is the most important factor in this process because it delivers the exact shapes and the intricate designs in ceramics. CO2 laser cutting, which is famous for its precision and speed, is the most popular method for making decorative elements, tiles, pottery, and sculptures with complex patterns. This technology has made the ceramic production process faster and easier, thus, the creation of the intricate designs has been possible at a high speed.
5. Silicon Industry
Laser cutting is a crucial utensil in the silicon industry, especially in the production of silicon-made wafers. These wafers usually find extensive utilization in manufacturing of electronic devices. In general, CO2 cnc lasers are vitally employed vital in shaping these of the complicated features of wafers. Some core examples includes; components of integrated circuits, solar cells, and semiconductor chips.
6. Packaging Industry
The packaging companies use CNC laser cutting machines for production of different packaging products such as boxes, containers, and lids. Two main types of laser-cutting technologies are utilized: CO2 lasers are used for cutting cardboard, paper, and thin plastics, whereas fiber lasers are used for thicker and harder packaging materials. These technologies are the reason why it is now possible to produce the exact and efficient packaging solutions that are needed in the industry, thus, they are able to meet the requirements for durability and customization. The packaging process is the procedure of covering products for their safety and transport. Laser cutting is the primary tool for producing packaging products like boxes, containers, and lids. Two main laser-cutting technologies are used: The CO2 lasers are used for cardboard, paper and thin plastics, and the fiber lasers are used for thicker materials.
7. Metal Fabrication Industry
These sectors are highly dependent on technological advancements, especially in the field of laser cutting. Metalworking is the process of shaping metal using various tools. Laser cutting is the main process in the production of beams, columns, pipes, tubing, and sheet metal for industries such as construction, automotive, and aerospace.
Precision CNC Laser Cutting Services at Prolean
CNC laser cutting requires powerful lasers and strict safety protocols for quality assurance but can involve high initial costs. Outsourcing to experienced professionals like Pro-lean, who adhere to ISO 9001:2015 standards, ensures top-notch fabrication services with attention to detail and quick turnaround times. Our advanced laser cutting services accommodate diverse project requirements, always delivering premium quality results.
Send us your design for an instant quote and experience superior craftsmanship.
Read more:
- Laser Cutting PEEK: Precision, Advantages, and Applications
- Laser Cutting Of Nylon: Technique, Process, Applications
Try Prolean Now!
Summing Up
Laser cutting has become an indispensable tool across many manufacturing industries. The laser cutting of the sheet metal has changed the manufacturing, thus, it has made the production of the metal parts with the intricate design very efficient and versatile. The given tips improve the productivity of your laser cutting projects.
The process is very flexible as it can cut sheet metals of different thicknesses, from thin foils to thick plates. Its flexibility is the reason why it is used in different industries such as automotive, aerospace, electronics, and others.
FAQs
Q1. How much does laser cutting cost?
Laser cutting and engraving services are paid at £1 per minute of production time. For example, a 30-minute job would cost £30 plus additional charges for materials and artwork setup. A one-hour job would cost £60. Depending on their intensity and complexity, discounts may be given for bigger jobs.
Q2. How precise is laser cutting?
Laser cutting has remarkable dimensional accuracy, usually within ±0. 5 inches, with a slim cut width or kerf as thin as 0. 004 inches, which is the result of the laser power and the thickness of the material. The technology’s ability to focus down to 10-20 microns shows its capability for intricate and detailed work, which is very important in the aerospace, electronics, and automotive industries, where precision is the key.
Q3. What is the difference between laser cutting & Plasma Cutting?
Laser cutting is the fastest, most accurate, and has the best surface finishes compared to plasma cutting. It is good at making intricate cuts and detailed designs. Nevertheless, plasma cutting machinery needs less maintenance and is usually more economical than laser cutting equipment.
Q4. Design Considerations for Optimal Laser Cutting Accuracy?
The procedure of obtaining the correct laser cuts is based on the choice of the right materials, the understanding of your laser cutter’s capabilities, and the elimination of the heat-related problems in your designs. Design the cutting sequence, use guides for precision, and ensure that the settings are optimal and the machine is well maintained for the same accuracy. The operators who are the ones who are in charge of the adjustment of the settings and the procedures to get the desired levels of accuracy are the skilled ones



0 Comments