In the manufacturing industry, precision and accuracy are of utmost importance. To achieve these high standards, manufacturers rely on a variety of advanced technologies and techniques. One such innovative method is Electrical Discharge Machining (EDM). In this article, we will explore the world of EDM, delving into its various applications, the different types of EDM machining techniques, and the benefits of using this technology in the manufacturing process.
This article aims to educate readers about the intricacies of EDM, providing valuable insights into its working principle, components, and maintenance.
What is EDM?
So, what is EDM? Electrical Discharge Machining (EDM) is a non-traditional machining process that uses electrical discharges to remove material from a workpiece. It involves the controlled erosion of conductive materials through a series of rapid, repetitive electrical discharges.
These discharges occur between an electrode (also known as a tool) and the workpiece, which are both submerged in a dielectric fluid. The fluid helps to control the discharge energy and flush away the eroded material. EDM is widely used for producing complex shapes and precision components in various industries, including aerospace, automotive, and medical.
Related:Electrical Discharge Machining: Types and Applications
Basic Terminology
Before delving deeper into the world of EDM, it is essential to familiarize oneself with the basic terminology used in this field. Here are some common terms associated with electrical discharge machining:
| Terminology | Definition |
|---|---|
| Electrode | A conductive material used to generate electrical discharges that erode the workpiece in the EDM process |
| Workpiece | The object being machined, typically made of conductive material |
| Dielectric Fluid | A non-conductive liquid that serves as a medium for the electrical discharges, helping to control the discharge energy and flush away the eroded material |
| Gap | The distance between the electrode and the workpiece during the EDM process |
| Pulse | A single electrical discharge event in the EDM process |
| Spark | The visible effect of the electrical discharge |
| Material Removal Rate | The rate at which material is removed during the EDM process, measured in cubic millimeters per minute (mm³/min) |
The EDM Machine and Its Components
An EDM machine consists of several critical components that work together to facilitate the electrical discharge machining process. These components include:
- Electrode Holder: The electrode holder securely holds the electrode in place during the machining process.
- Power Supply: The power supply provides the necessary electrical energy to generate the discharges between the electrode and the workpiece.
- Workpiece Holder: The workpiece holder supports the workpiece and keeps it stable during the machining process.
- Dielectric Fluid System: This system consists of a tank, pump, and filtering system. It supplies, circulates, and filters the dielectric fluid used in the EDM process.
- Control System: The control system monitors and adjusts the various parameters of the EDM process, such as voltage, current, and pulse duration.
The EDM Process – How Does it Work?
The EDM process begins with the selection of an appropriate electrode and workpiece. Both the electrode and the workpiece must be conductive materials, such as metals or certain types of composites. The electrode is then mounted onto the electrode holder, and the workpiece is secured onto the workpiece holder.
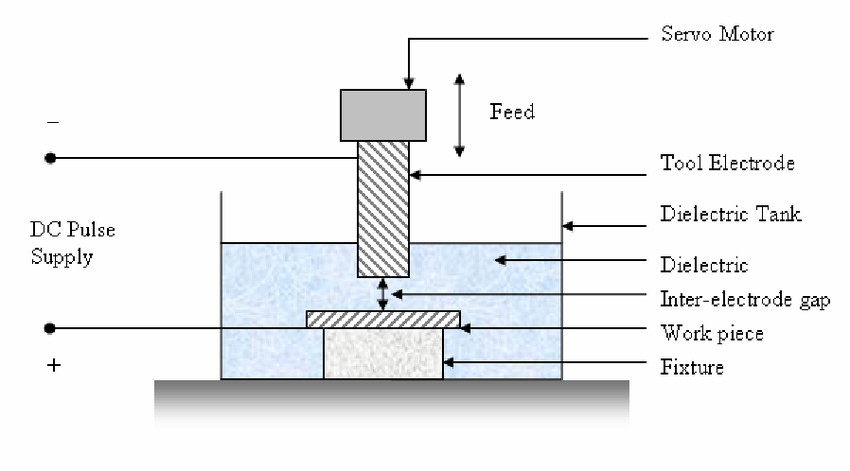
Once the setup is complete, the electrode and workpiece are submerged in the dielectric fluid. The power supply then generates an electrical potential between the electrode and the workpiece, creating a voltage across the gap between them. When the voltage reaches a critical level, a spark forms, and an electrical discharge occurs. This discharge erodes a small amount of material from both the electrode and the workpiece.
The EDM process involves a series of rapid, repetitive sparks, each eroding a tiny amount of material from the workpiece. The electrode is gradually moved closer to the workpiece, allowing for controlled material removal and the creation of the desired shape. Throughout the process, the dielectric fluid serves as both a coolant and a means to flush away the eroded material.
Types of EDM Machining Techniques
There are several different types of EDM machining techniques, each with its unique applications and advantages. Some of the most common techniques include:
- Sinker EDM: Also known as RAM or cavity-type EDM, sinker EDM involves the use of a shaped electrode to create a cavity or recess in the workpiece. This technique is often used for creating complex shapes and intricate details.
- Wire EDM: Wire EDM uses a continuously moving conductive wire as the electrode, which allows for the precise cutting of intricate shapes and patterns. This technique is particularly useful for producing thin, delicate components and for cutting very hard materials.
- Hole Drilling EDM: This technique involves the use of a tubular electrode to create small, deep holes in the workpiece. Hole drilling EDM is commonly used for creating cooling holes in turbine blades, injector nozzles, and other high-stress components.
Try Prolean Now!
Advantages of Using Electrical Discharge Machining
Electrical Discharge Machining offers several advantages over traditional machining methods, making it a popular choice for many manufacturers. Some key benefits of EDM include:
| Advantage | Description |
|---|---|
| Precision | EDM is capable of achieving very high levels of precision, with tolerances as tight as a few microns. |
| Complexity | EDM can produce intricate shapes and patterns that would be difficult or impossible to achieve using traditional machining methods. |
| Hard Materials | EDM can easily machine extremely hard materials, such as carbides, that are difficult to cut using traditional techniques. |
| No Mechanical Stress | Since EDM is a non-contact machining process, there is no mechanical stress exerted on the workpiece, reducing the risk of deformation or damage. |
| Reduced Tool Wear | The electrode in EDM experiences minimal wear during the process, resulting in longer tool life and reduced tooling costs. |
Precision: EDM is capable of achieving very high levels of precision, with tolerances as tight as a few microns.
Complexity: EDM can produce intricate shapes and patterns that would be difficult or impossible to achieve using traditional machining methods.
Hard Materials: EDM can easily machine extremely hard materials, such as carbides, that are difficult to cut using traditional techniques.
No Mechanical Stress: Since EDM is a non-contact machining process, there is no mechanical stress exerted on the workpiece, reducing the risk of deformation or damage.
Reduced Tool Wear: The electrode in EDM experiences minimal wear during the process, resulting in longer tool life and reduced tooling costs.
Related to: A Look at the Precision and Accuracy of EDM
Maintaining and Troubleshooting Your EDM Equipment
Proper maintenance and troubleshooting of your EDM equipment are crucial to ensuring optimal performance and longevity. Some essential maintenance tasks and tips include:
Here is the table format for the maintenance tasks and tips:
| Task | Description |
|---|---|
| Filtering the Dielectric Fluid | Regularly checking and replacing the dielectric fluid is essential to maintain the quality of the electrical discharge process and the integrity of the workpiece. The dielectric fluid should be filtered to remove contaminants, and the fluid level should be monitored to ensure adequate coverage of the workpiece. |
| Regular Inspection of the Electrode | The electrode should be regularly inspected for signs of wear and damage. If the electrode is worn or damaged, it can cause poor machining quality and excessive tool wear. |
| Cleaning the Machine | The machine should be regularly cleaned to remove debris and contaminants that can interfere with the EDM process. This includes cleaning the workpiece and electrode holders, as well as the dielectric fluid system. |
| Calibrating the Machine | Regular calibration of the EDM machine is necessary to ensure accurate and consistent machining results. This should include checking and adjusting the machine’s parameters, such as voltage, current, and pulse duration. |
When troubleshooting your EDM equipment, some common issues to watch for include:
- Excessive Tool Wear: If your electrode is wearing out too quickly, it may be due to incorrect parameter settings or excessive material removal rates. Adjusting these factors can help reduce tool wear and prolong electrode life.
- Poor Machining Quality can be caused by a variety of factors, including worn electrodes, insufficient dielectric fluid coverage, or incorrect parameter settings. Adjusting these factors can often improve machining quality.
- Machine Failure: If your EDM machine fails to start or experiences other issues, it may be due to a faulty power supply, control system, or other component. Contacting a qualified technician can help diagnose and repair the issue.
Get Your EDM Parts at ProleanTech
ProleanTech is a leading provider of EDM services, including precision machining, wire EDM, and hole drilling EDM. With cutting-edge technology and expert engineers, ProleanTech can provide high-quality EDM parts for a wide range of industries and applications.
ProleanTech’s state-of-the-art EDM machines and experienced technicians ensure accurate and consistent results, while their commitment to quality and customer satisfaction ensures that every project is a success. Whether you need a single component or a large production run, ProleanTech can provide the EDM services you need to achieve your manufacturing goals.
Conclusion
In conclusion, Electrical Discharge Machining (EDM) is a highly advanced and precise machining process that has revolutionized the manufacturing industry. By using electrical discharges to erode conductive materials, EDM can produce intricate shapes and patterns with tolerances as tight as a few microns. With its ability to machine hard materials, reduce tool wear, and minimize mechanical stress on the workpiece, EDM has become a popular choice for many manufacturers.
Whether you’re looking to produce complex components or achieve high levels of precision, EDM can provide the solutions you need. By understanding the intricacies of the EDM process, its various applications, and the different types of EDM machining techniques, you can take advantage of this innovative technology to achieve your manufacturing goals.
FAQ’s
What materials can be machined using EDM?
EDM can machine a wide range of conductive materials, including metals, alloys, and composites. Some common materials that can be machined using EDM include steel, titanium, aluminum, and copper.
What is the difference between sinker EDM and wire EDM?
A: Sinker EDM uses a shaped electrode to create a cavity or recess in the workpiece, while wire EDM uses a continuously moving wire as the electrode to cut precise shapes and patterns. Sinker EDM is often used for creating complex shapes, while wire EDM is useful for producing thin, delicate components and cutting hard materials.
How often should I replace the dielectric fluid in my EDM machine?
A: The frequency of dielectric fluid replacement depends on several factors, including the type of fluid used, the volume of the tank, and the number of machining hours. As a general rule, the fluid should be checked and replaced as needed to maintain adequate coverage of the workpiece and prevent contamination.
Can EDM be used for mass production?
A: Yes, EDM can be used for mass production, especially for producing complex shapes and intricate details. With the right equipment and skilled technicians, EDM can provide accurate and consistent results for large production runs.



0 Comments