Electrical Discharge Machining (EDM) is a non-traditional manufacturing process that uses electrical discharges to remove material from a workpiece. The process is highly precise and capable of producing complex shapes in various materials. There are two main types of EDM techniques: Wire EDM and Sinker EDM. Both have unique qualities and applications, but there are key differences between them that can impact the manufacturing process.
This article will provide comprehensive overviews of Wire and Sinker EDM techniques, compare their processes, examine material compatibility, assess precision and accuracy, analyze production speed and efficiency, and discuss choosing the right EDM technique for a project.
Wire EDM: A Comprehensive Overview

Wire Electrical Discharge Machining (Wire EDM) is a process that uses a continuously moving conductive wire as an electrode to remove material from a workpiece. The wire is typically made of brass, copper, or tungsten, and is submerged in a dielectric fluid, usually deionized water. This fluid acts as an insulator until a high voltage is applied, at which point a spark jumps between the wire and the workpiece, eroding material in the process.
This method of material removal is highly controlled, enabling the production of intricate shapes and fine details. Wire EDM is often used for cutting hard materials and creating complex geometries, such as gears, dies, and molds. Additionally, it is well-suited for applications requiring tight tolerances and high accuracy, as the process can achieve surface finishes as smooth as 0.1 micrometers.
Sinker EDM: A Comprehensive Overview
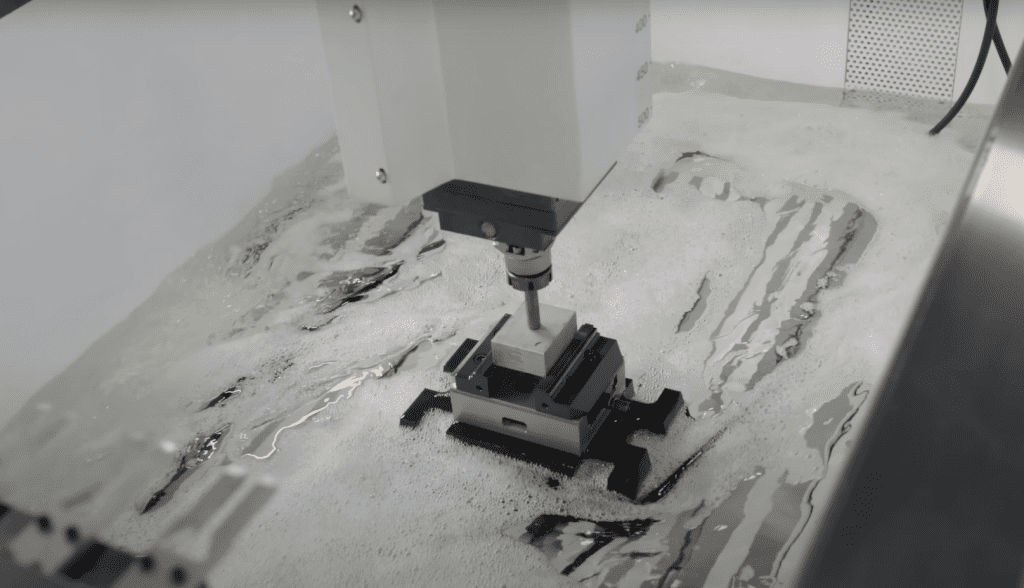
Sinker Electrical Discharge Machining (Sinker EDM), also known as Ram EDM or Die Sinker, uses a shaped electrode to remove material from a workpiece. The electrode, typically made of graphite, copper, or copper tungsten, is machined into a specific shape, which is then submerged in a dielectric fluid, often oil or deionized water. A power supply generates a controlled electrical discharge between the electrode and the workpiece, eroding the material and creating a cavity that corresponds to the electrode’s shape.
Sinker EDM is commonly employed in the production of molds, dies, and other components requiring complex 3D geometries. The process enables the creation of intricate shapes and patterns, such as cavities, undercuts, and internal or external threads. Additionally, Sinker EDM is capable of producing fine surface finishes, making it suitable for applications requiring high precision and accuracy.
Wire vs Sinker EDM: Comparing the Processes
There are several key differences between Wire and Sinker EDM processes. In Wire EDM, the electrode is a continuously moving wire, whereas Sinker EDM uses a shaped electrode that remains stationary during the process. This fundamental difference affects the types of geometries that can be produced using each technique.
Wire EDM is particularly suited for creating 2D shapes and profiles, while Sinker EDM excels at producing 3D geometries. Moreover, Wire EDM can cut through the entire thickness of a workpiece, whereas Sinker EDM only creates cavities on the surface.
Another distinction lies in the dielectric fluid used. Wire EDM typically employs deionized water, while Sinker EDM can use either oil or deionized water. The choice of fluid affects the surface finish and material removal rate of each process.
Material Compatibility in Wire and Sinker EDM
Both Wire and Sinker EDM can process a wide range of materials, provided they are electrically conductive. Common materials include metals, such as steel, aluminum, copper, and titanium, as well as metal alloys and conductive ceramics.
However, some differences in material compatibility exist between the two techniques. Wire EDM is better suited for cutting hard materials, such as tungsten carbide and hardened tool steel, due to its high cutting speeds and low electrode wear rates. Sinker EDM, on the other hand, is better suited for softer materials, such as aluminum and brass, as it produces less heat and electrode wear.
Furthermore, the type of electrode used in Sinker EDM can also impact material compatibility. Graphite electrodes are suitable for processing materials that are difficult to machine, such as carbide and titanium, while copper or copper tungsten electrodes are better for high-precision applications, such as molding and die sinking.
Precision and Accuracy: Wire vs Sinker EDM
Both Wire and Sinker EDM are highly precise and accurate processes. However, there are some differences in their capabilities.
Wire EDM is capable of achieving a higher cutting speed than Sinker EDM, making it a faster process for cutting thin materials. It also has a smaller kerf width, enabling it to produce tight tolerances and high accuracy. Wire EDM can achieve surface finishes as smooth as 0.1 micrometers, making it suitable for applications requiring a high level of precision.
Sinker EDM, on the other hand, is capable of producing complex 3D geometries with high accuracy and repeatability. It can produce cavities with a depth-to-diameter ratio of up to 10:1, enabling the creation of intricate shapes and patterns. Sinker EDM is also capable of producing fine surface finishes, making it suitable for applications requiring a high level of precision.
Try Prolean Now!
Production Speed and Efficiency: Wire vs Sinker EDM
Production speed and efficiency are important factors to consider when choosing an EDM technique. Both Wire and Sinker EDM have advantages and disadvantages in this regard.
Wire EDM is a faster process for cutting thin materials, due to its high cutting speed. However, it is slower for cutting thicker materials, as the wire needs to travel through the entire thickness of the workpiece. Moreover, Wire EDM requires frequent electrode changes, which can increase downtime and reduce productivity.
Sinker EDM, on the other hand, is slower than Wire EDM for cutting thin materials, due to its lower cutting speed. However, it is capable of producing complex 3D geometries with high accuracy and repeatability, making it a faster process for certain applications. Additionally, Sinker EDM requires fewer electrode changes, reducing downtime and increasing productivity.
Comparison Table: Wire Vs Sinker EDM
Here’s a comparison table between Wire EDM and Sinker EDM based on different criteria:
| Criteria | Wire EDM | Sinker EDM |
|---|---|---|
| Principle | Uses a thin wire electrode to cut the workpiece | Uses an electrode and dielectric fluid to erode |
| Cutting Accuracy | Excellent accuracy and precision | High accuracy and precision |
| Cutting Speed | Slower cutting speed compared to Sinker EDM | Faster cutting speed |
| Material | Suitable for conductive materials | Suitable for conductive and non-conductive |
| Geometries | Ideal for complex and intricate geometries | Suitable for simpler shapes and forms |
| Tapered Cuts | Capable of producing tapered cuts | Limited capability for tapered cuts |
| Efficiency | Efficient for thin and delicate workpieces | Efficient for larger and thicker workpieces |
| Wire Breakage | Susceptible to wire breakage during machining | No wire breakage concerns |
| Electrode Wear | Minimal electrode wear | Electrode wear depends on material hardness |
| Cost | Generally more cost-effective for thin materials | Generally more cost-effective for larger parts |
Please note that the comparison table provides a general overview, and specific requirements for each project may vary. It’s important to consult with an EDM expert to determine the most suitable method based on your specific needs and workpiece characteristics.
Read More: Wire Cut VS EDM: Cost and Performance Analysis
Choosing the Right EDM Technique for Your Project
Choosing the right EDM service for a project depends on several factors, such as the material being processed, the desired geometry, the required precision and accuracy, and the production volume.
For cutting thin materials or producing 2D shapes and profiles, Wire EDM service is typically the preferred service. For producing complex 3D geometries or cavities, Sinker EDM is the better option. Moreover, if high precision and accuracy are required, either technique can be used, depending on the specific application.
Advancements in Wire and Sinker EDM Technologies
Advancements in Wire and Sinker EDM technologies have improved the capabilities and efficiency of these processes. For instance, some Wire EDM machines now feature automatic wire threading, reducing downtime and increasing productivity. Others have improved wire tension control, enabling higher cutting speeds and tighter tolerances.
Similarly, advancements in Sinker EDM have led to improvements in electrode materials and designs, enabling higher precision and accuracy. Some machines now feature automatic electrode-changing systems, reducing downtime and increasing productivity.
Conclusion
Wire and Sinker EDM are two highly precise and accurate manufacturing processes that enable the production of complex shapes and geometries. Both techniques have unique qualities and applications, with key differences in their processes, material compatibility, precision and accuracy, and production speed and efficiency.
Choosing the right EDM technique for a project depends on several factors, including the material being processed, the desired geometry, the required precision and accuracy, and the production volume. As such, it is important to consult with an experienced wire EDM service provider to determine the best technique for a specific application.
FAQ’s
What is EDM?
What is EDM? EDM stands for Electrical Discharge Machining, a non-traditional manufacturing process that uses electrical discharges to remove material from a workpiece.
What is Wire EDM?
Wire EDM is a process that uses a continuously moving conductive wire as an electrode to remove material from a workpiece.
What is Sinker EDM?
Sinker EDM, also known as Ram EDM or Die Sinker, uses a shaped electrode to remove material from a workpiece.
What materials can be processed using EDM?
EDM can process a wide range of materials, provided they are electrically conductive. Common materials include metals, metal alloys, and conductive ceramics.


0 Comments