Chatter in Machining
Chatter problems during machining are frustrating. It wastes time and drives up high maintenance costs. But the good news? You can prevent it.
In this guide, you’ll learn what causes chatter in machining and how to stop it. You’ll learn simple techniques to reduce vibration and maintain uniform cuts. We’ll also walk you through proven setup and operating tips.
With the proper steps, you can improve your part quality and reduce cycle times. Let’s fix chatter and make your machining more efficient.
What Is Chatter in Machining?

Chatter Formation on Part
The term chatter in machining technology refers to uncontrolled vibrations that occur during machining. The tool and part begin to shake against each other during this process. It typically emerges during cutting operations or drilling activities.
The noisy vibrations accompany both loud sounds and surface irregularities. Waves become visible in the finished part when the condition occurs.
An operational vibration arises because the cutting tool moves differently from the workpiece. When the tool and workpiece move in opposite directions, the cutting force keeps changing with each turn. That’s when chatter kicks in.
The machining chatter issue stems from either an inadequate tool choice. Additionally, this issue often arises due to an improper setup process. Suboptimal product designs can disrupt the machining process. The issue of chatter creates detrimental effects on the product quality and reduces the efficiency of manufacturing operations.
Chattering in machining occurs in two distinct types of patterns, depending on its appearance during the machining process.
- Non-resonant vibration
- Resonant vibration
Non-Resonant Vibration: Tool surfaces that are not even produce non-resonant chatter, as do worn-out cutters. The entire period of the machining operation will expose you to both audible and tactile sensations from this phenomenon. It develops due to mechanical issues and is easier for inspectors to detect.
Resonant Chatter: Resonant chatter is more complex. It typically occurs during tool path changes in corners and at tight radii. The machine develops vibration until it reaches its natural frequency.
Types of Chatter in Machining
In CNC machining, chatter is categorized into two main types. You’ll usually encounter tool chatter or workpiece chatter during cutting operations.
Tool Chatter
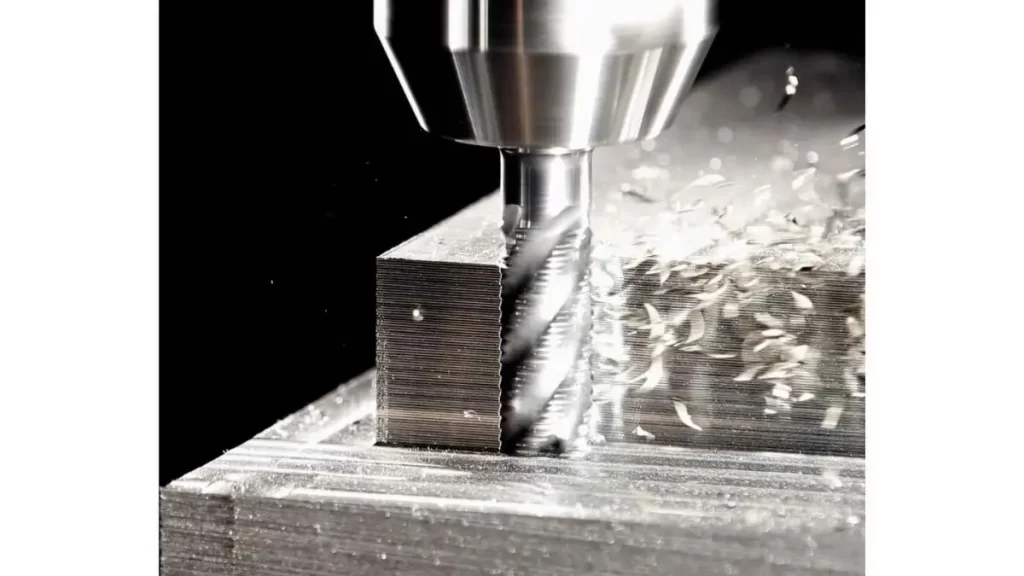
Tool Chatter
Tool chatter happens when your cutter vibrates while cutting. As it trims the surface, it sends vibration into the part. It causes tooling wear and slips against the workpiece. The more it slips, the worse the chatter gets. You’ll hear noise and see uneven surface marks.
Workpiece Chatter
Workpiece Chatter
Workpiece chatter occurs when your part isn’t fixed correctly. If you don’t clamp it properly, it will shift or shake. Thin walls are more likely to vibrate. The tool then amplifies that movement and exacerbates it. Ultimately, it results in a poor finish and damaged edges.
Even with a good setup, some vibration may still occur. If the movement goes significantly higher, it may scratch your part. The acceptable vibration amplitude depends on the process, tool, and part requirements. That’s why it’s key to reduce both tool and workpiece chatter as much as possible.
Next, we’ll show you how to avoid Chatter or vibrations, which are typical CNC machining defects.
What Are the Causes of Chatter in Machining?
Failing to pay attention to chatter will negatively impact your machining quality. Chatter produces damaging effects on machine parts and tools, as well as damaging your production equipment. Let’s discuss the real effects of chatter in machining processes.
Reduced Tool Life

Prolong Tool Life
Fast tool deterioration occurs due to chatter vibrations. The intermittent cutting force spikes and micro-impact loads that cause premature wear. This ruins your surface finish and reduces tool life. Your operations will require additional expenditures on tool replacements. So, a decrease in manufacturing speed will offset.
Damage to the Machine
The cutting tool causes the machine components to vibrate. Wear affects both the spindle components and all the moving mechanisms in this process. Unchecked chatter stresses your equipment. The vibration process ultimately requires maintenance services. This will result in the generation of repair costs, equipment downtime, and financial losses.
Poor Surface Finish
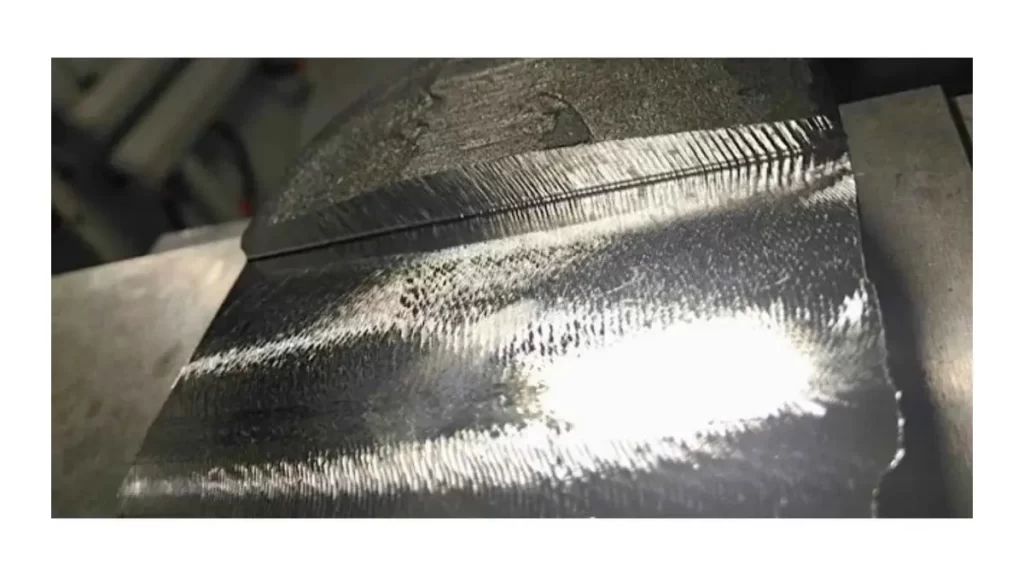
Imperfect Surface with Chatter Marks
The part surface gets marked with waves due to chatter. Visible lines or marks can affect both the appearance and function of the part. The result is unacceptable manufacturing tolerances combined with surface roughness that ultimately fail when parts are put into actual use.
Reduced Accuracy
The tool deviates from its intended course due to chatter. The dimensional inaccuracies in your parts occur because of this movement. It can cause parts to end up too tight, too loose, too short, or too long in size. Read our guide to master CNC programming, and learn the key factors you need to consider for accurate machining.
How To Avoid Chatter in Machining?
The presence of chatter leads to poor part quality and broken tools while decreasing production rates. The correct method enables you to address and potentially eliminate this issue effectively. Here’s how:
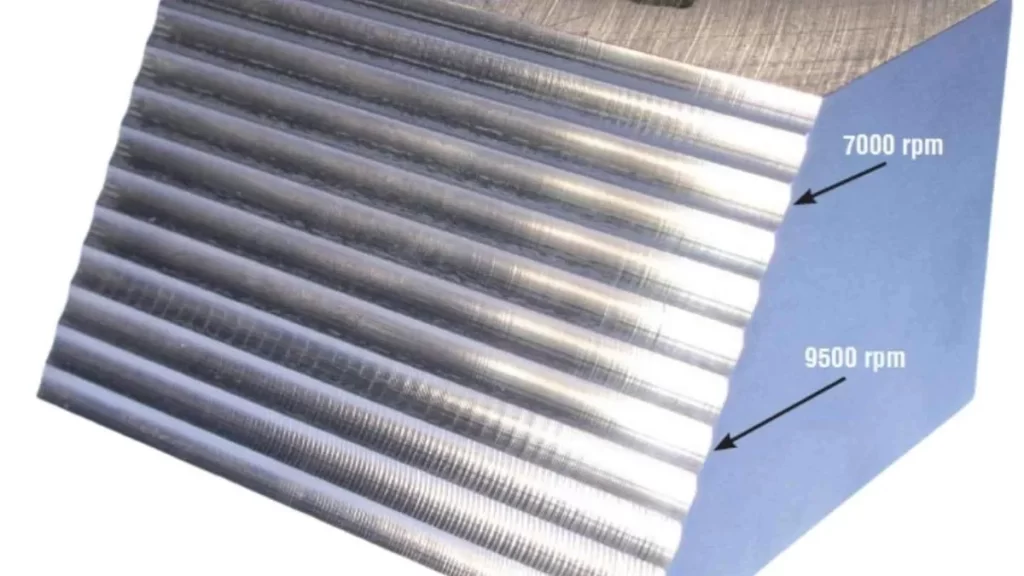
Optimize Your Machining Strategy
The origins of chatter vibration typically happen when tools do not interact evenly with the material. The tool path should remain consistent, while shallow cut depths should be implemented as a preventative measure.
Adjust your spindle speed between 5 to 10 rpm points to check if the resonance reduces or disappears. Current CAM systems enable programmed RPM changes that automate the reduction of chatter.
Use Proper Workholding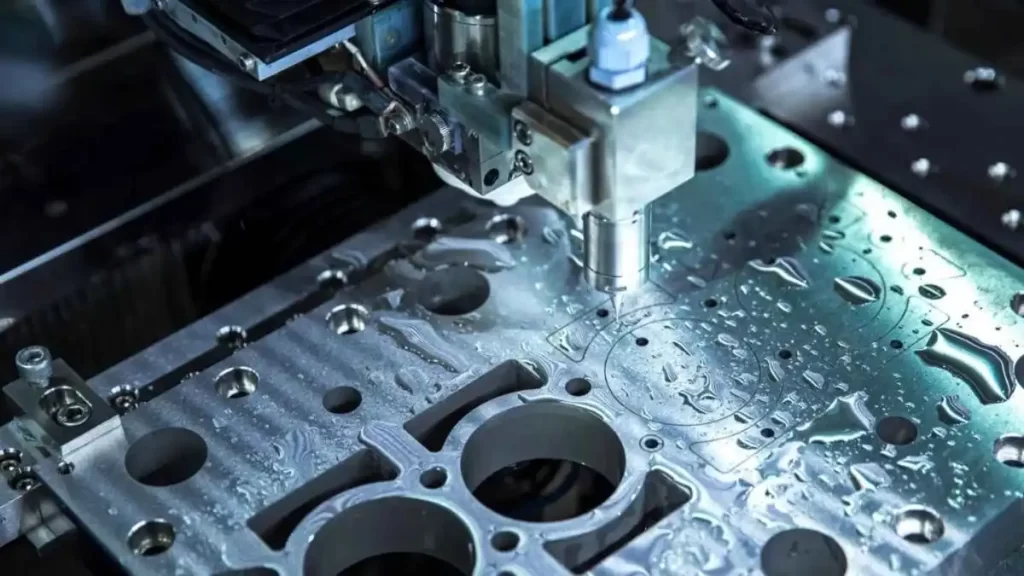
CNC Workholding
A free or improper clamping of components promotes vibrations. Your workpiece needs to be held tightly by solid vices, chucks, and vacuum tables.
Do not restrict thin parts with single-end clamping, as it reduces their flexibility. Better stability is achieved when you introduce tailstocks, filler materials, and rest frames.
Choose the Right Cutting Tool
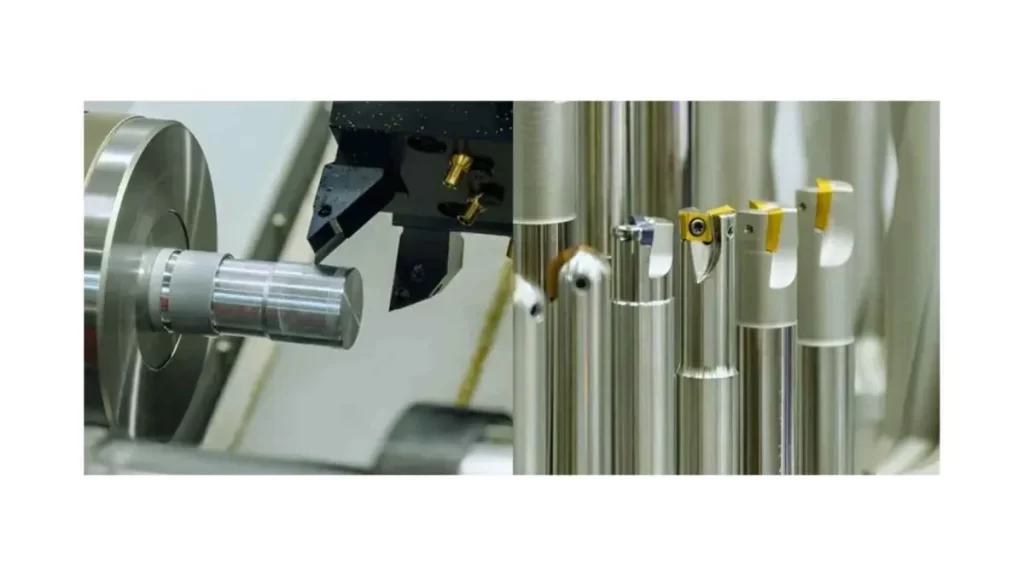
CNC Machine Cutting Tools
When performing a cutting process, always select the rigid tool of the minimum length. Extended thin cutting tools generate excessive vibration.
Moreover, select cutting tools with suitable geometric features, combined with robust materials that have coatings to reduce cutting force. Your tools require sharpness with proper holder attachment.
Plan the Right Toolpath
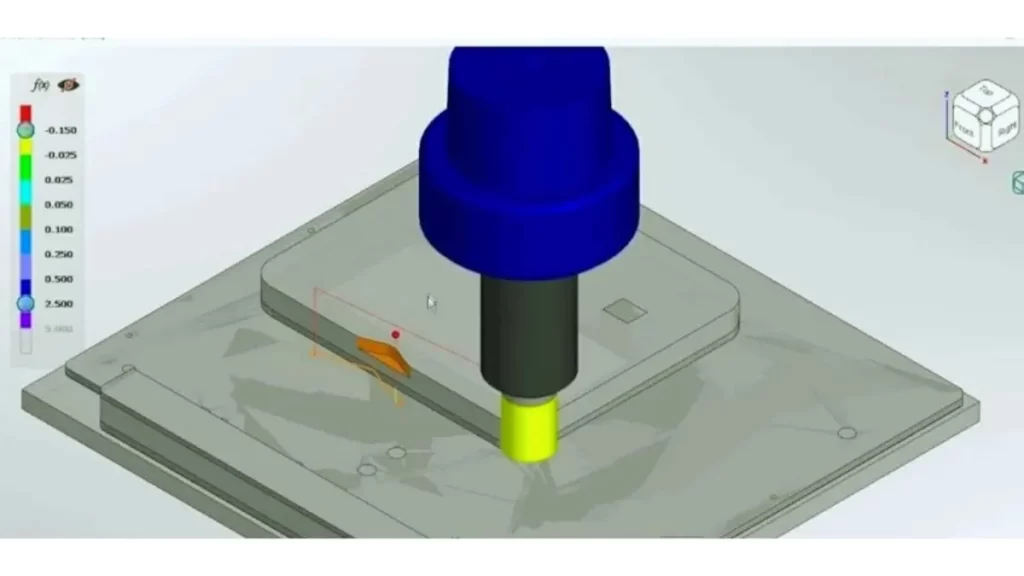
Optimizing CNC Tool Path
The manner in which a tool travels throughout its path plays a significant role. Downward cut operations through climb milling tend to reduce cutting forces and improve finish, but also increase tool engagement and may worsen chatter if the machine has backlash or poor rigidity.
When combining your clamping strategy with the direction of your cutting force, you can minimize part bending.
Set Up & Maintain Your Machine Properly
The machine requires a stable floor with no cracks to operate appropriately. Chatter formation occurs more frequently when the machine base is unstable.
Leveling feet with anchors should be used to stabilize the setup. Additionally, regular maintenance of your machine is crucial to prevent vibration that may occur due to worn components and loose parts.
Related To: quality control in CNC machining
Prolean Tech – Reliable Machining Solutions for Your Needs
Chatter and vibrations during machining can be a real headache. They slow down production, reduce tool life, and hurt the surface finish of your parts. That’s why having the right machining partner matters.
But don’t worry, Prolean Tech provides precision CNC machining services. We recognize how minor issues can escalate into significant problems. With over 15 years of hands-on experience, our team is ready to help you solve machining challenges before they affect your project. Whether it’s tool chatter, poor finishes, or tricky part geometry, we offer practical solutions that keep your operations running smoothly and cost-effectively.
Simply send us your CAD file, and we’ll provide a free quote and offer design feedback to ensure everything is ready for a successful run.
Final Thoughts
Chatter in machining appears during cutting and milling operations. However, when it’s not handled correctly, it can result in poor part quality, tool damage, and lost productivity.
If you’re running into chatter or other machining issues, Prolean Tech is here to help. From setup adjustments to selecting the appropriate tooling, we help you identify and address the root causes, ensuring your parts remain within specification. No guesswork—just solid, reliable results.
FAQ’s
Q1: What is mechanical chatter?
Mechanical chatter is unwanted vibration that happens during machining. It can cause noisy operations and leave your workpiece with a rough surface.
Q2: What is the cause of chatter?
Chatter is caused by factors such as loose tools, an unstable workpiece, or incorrect machine settings. It can also happen if the tool is worn out or the speed is set incorrectly.
Q3: What is the chattering effect?
The chattering effect shows up as wavy lines on your part’s surface. It not only looks bad but can also damage your tools and reduce their lifespan.
Q4: How to reduce chatter in machining?
To minimize chatter, ensure your tools are sharp, your workpiece is securely held, and your machine settings are accurate. Adjusting the speed or cutting depth can help, too.



Wow that was strange. I just wrote an extremely long comment but after I clicked submit my comment didn’t show up. Grrrr… well I’m not writing all that over again. Anyways, just wanted to say excellent blog!
I must be now !
Thanks for another excellent article on CNC. Where else may just
anyone get that kind of information in such a perfect method of writing? I was also facing chattering on my cnc machine. I will try the strategy you shred!
Thanks! Please contact us if you need further info on this subject matter!
This is my first time go to see at here and i am genuinely happy to read all about CNC machining at one place.
We are glad that you find it informative! Thank you
Exciting article about machining, i can feel the problem of chattering not only technical challenge but the annoying sound!
Exactly! total irritating sound
Everything is very detailed with clear description of chattering reasons.
It was really informative and helpful.
Many thanks for sharing!
Thanks Anitra!