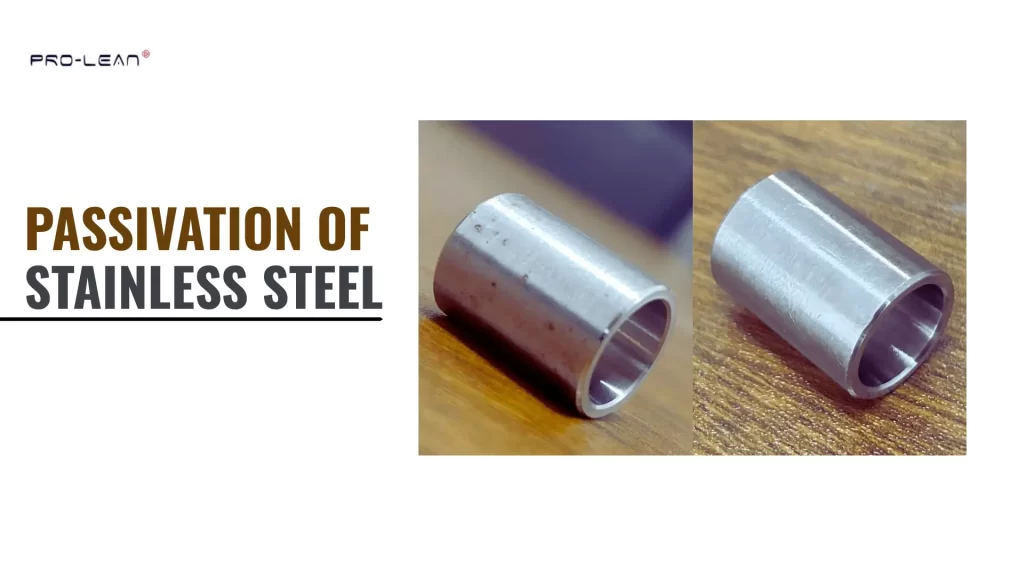
Passivation of stainless steel
The passivation treatment is an important finishing step for stainless steel components. It helps restore and maximize the corrosion resistance of parts after machining, grinding, or fabrication. During manufacturing, small amounts of free iron or surface contaminants can remain on the metal surface. If not removed, these residues can lead to staining, rust, or premature corrosion during service.
Stainless steel naturally forms a very thin protective oxide layer. This usually happens when parts are exposed to air. This film is extremely thin, typically around 0.0000001 inch thick (roughly 100,000 times thinner than a human hair).
The contamination layer may be disturbed by fabrication processes or introduced as contaminants, thereby weakening the layer. The contaminants are removed in a passivation process, allowing for an even protective oxide layer to form across the entire surface.
Let’s discuss passivation benefits for stainless steel and how it increases corrosion resistance. Furthermore, the different types of passivation, nitric acid and citric acid, and the advantages, disadvantages, and industry standards.
Passivation Industry Standards

Steel rivets – passivated
The most common method for passivating stainless steel machining parts is to adhere to recognised industry standards. These standards guide cleaning, chemical treatment, and verification of stainless steel parts as they are processed.
By complying with these standards, it is possible to ensure that contaminants have been effectively removed from the stainless steel surface and that the corrosion protection provided by the stainless steel has been restored.
ASTM A380
ASTM A380 provides recommended procedures for cleaning, descaling, and treating stainless steel parts before passivation. The standard describes the steps to properly clean, treat with a solution containing nitric or citric acid, rinse, and dry parts.
Additionally, ASTM A380 provides practical information on the types of nitric or citric acid solutions to use, their concentrations, the processing temperatures at which to perform the treatments, and the minimum treatment times required. Many manufacturing plants follow the procedures outlined in ASTM A380 to ensure the part’s surface is properly cleaned and prepared before the passive layer begins to form.
ASTM A967
ASTM A967 provides an overview of acceptable passivation processes for treating stainless steel parts. The standard outlines two approved methods that utilize nitric acid and/or citric acid solutions. The standard specifies the acceptable concentrations of these solutions; the immersion times for each process; and the acceptable temperature ranges for each process.
ASTM A967 also addresses the safe handling of chemicals used in the passivation process and their disposal after use. It is widely accepted for passivating stainless steel components in the medical, food processing, and general manufacturing industries.
AMS 2700
AMS 2700 is primarily used in the aerospace manufacturing industry. This standard provides a set of more stringent requirements for the surface preparation of stainless steel components before passivation; the passivation treatment process itself; and the subsequent inspection of the passivated component.
AMS 2700 also describes the test methods to be used to determine whether the passivation treatment process has successfully produced a clean, contaminant-free surface that is corrosion-resistant.
When To Passivate Stainless Steel

Automotive steel parts – passivated finish
There is no set schedule to passivate stainless steel. The need to passivate typically depends on how the equipment is being operated, the environment it will be exposed to, and whether the surface was changed through fabrication or maintenance.
After Fabrication or First Use
Most likely, many stainless steel parts are passivated before they go into service. When machining, welding, or polishing stainless steel, small amounts of “free” iron can remain on the surface of the part. These contaminants are removed by passivation, which promotes even formation of the protective oxide layer.
After Repairs or Modifications
If stainless steel equipment is welded, repaired, or otherwise mechanically modified, then the surface layer can be damaged. Following modifications, passivation is commonly done to restore corrosion resistance.
As Part of Routine Maintenance
Some organizations have passivation as part of their routine maintenance program. Many organisations do this once a year; however, some do it more frequently, depending on how the equipment is operated.
In High-Chloride or Acidic Environments
Equipment operated in high-chloride environments may require more frequent passivation. In addition, the frequency of passivation may need to increase in food processing applications where products such as tomato juice or tomato sauce are processed, due to the higher rate of surface wear caused by water containing high chloride levels and/or other acidic substances.
When Iron Contamination Is Visible
If iron deposits/rust spots appear on the surface of stainless steel, it indicates that the surface is contaminated with free iron. Surface test kits are available to determine whether free iron is present on the surface of stainless steel; if high concentrations are detected, passivation is generally required to remove all free iron and restore the protective oxide layer.
How Chromium Prevents Corrosion
- Chromium Oxide Layer: The chromium in stainless steel reacts with oxygen to form an extremely thin chromium oxide (Cr2O3) layer that provides an excellent chemical barrier. The layer formed is very thin, usually 1to 3 nanometers for standard stainless steel grades, and protects against moisture and corrosive ions, such as chlorides, when proper passivation is applied.
- Minimum Chromium Requirement: The minimum chromium content in stainless steel for forming a self-healing protective layer is 10.5%. Any alloy below this percentage may be prone to rapid rusting. The higher the chromium content, the more stable and quicker the oxide layer will repair.
- Effect of Fabrication: Fabrication processes, such as machining, welding, and grinding, may damage the oxidation layer and expose new base metal. Any scratches created during these fabrication processes could lead to areas where corrosion may occur; therefore, chemical passivation of the stainless steel is always performed after fabrication.
Try Prolean Now!
How to Passivate Stainless Steel: Useful Methods

Steel round machined products
A passivated finish is a chemical treatment of stainless steel that increases its corrosion resistance by removing surface iron and enhancing the natural chromium oxide layer. Parts exposed to harsh environments or to water, chemicals, or food products should undergo this process. Here are the common ways or passivation process for stainless steel:
Nitric Acid Passivation
The most common form of passivation is nitric acid. Nitric acid cleans the part’s surface by removing any iron contamination and promotes the activation of the surface chromium, enhancing the part’s corrosion protection.
Conditions used to passivate parts using nitric acid:
- Time: 3 to 4 hours
- Temperature: To a maximum of 80°C (175°F)
- Concentration: 20 – 50% nitric acid
Some practical considerations when using nitric acid:
- The nitric acid typically damages gaskets and seals and must be replaced after the process.
- If surfaces show signs of corrosion, they may require a stronger solution; however, great caution must be exercised as damage to the part could result.
- The combination of high temperatures and long times results in efficient passivation.
Compared to citric acid passivation, nitric acid is more aggressive and effective at removing surface iron, but citric acid is safer for workers and less likely to damage gaskets or sensitive parts.
Citric Acid Passivation
Citric acid provides a safer alternative to nitric acid because it only removes surface iron while leaving no harm to the stainless steel. Additionally, citric acid is biodegradable and therefore suitable for food, pharmaceuticals, and environmentally sensitive applications.
Conditions used to passivate parts using citric acid:
- Time: Approximately 5 hours
- Temperature: Room temperature to moderate heat
- Concentration: Approximately 12% by weight
Some practical considerations when using citric acid:
- Citric acid uses natural oxidation in the air to fully activate the chromium layer.
- Because citric acid does not use strong oxidisers, there is less hazardous waste generated during the process.
- Overall, citric acid is slower than nitric acid but safer and more environmentally friendly.
Why Phosphoric Acid Is Not Suitable
Phosphoric acid is generally utilized to clean stainless steel and remove rust or deposits from the surface. However, the acid does not form an additional protective oxide layer to prevent further corrosion of the stainless steel. The stainless steel will continue to be susceptible to corrosion until the protective oxide layer is created on the metal’s surface in an environment that can support its natural formation, or through some other method to provide it with protection.
Lack of Oxidizing Action
The phosphoric acid solution lacks the oxidising action needed to passivate the chromium surface of the metal. The oxidising action creates a thin, yet very durable, corrosion-resistant oxide film that protects the base material of the stainless steel component from corrosion. If the phosphoric acid solution is used to passivate the surface, it may not develop the same level of corrosion resistance as a nitric or citric acid solution would.
Compliance with Industry Standards
ASTM A380, ASTM A967, and AMS 2700 are industry specifications that list the approved chemicals for use as passivating agents to protect against corrosion. They also identify the acceptable levels of passivation required for a stainless steel component to provide the necessary corrosion protection for the application in which it is used. Phosphoric acid does not meet the requirements of these specifications; therefore, its use would not comply with them.
Passivation vs Pickling Stainless Steel
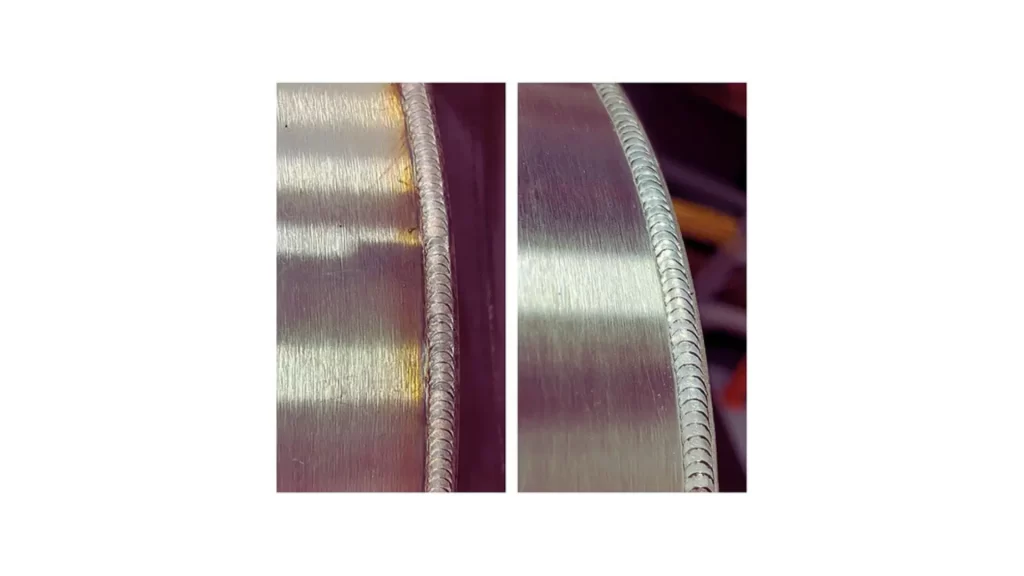
Stainless steel pickling
Alt: Image showing stainless steel parts before and after pickling, highlighting the removal of oxides and surface impurities to improve corrosion.
Passivation and pickling improve corrosion resistance, but they work in different ways. Passivation strengthens the natural chromium oxide layer on stainless steel. Pickling removes damaged or contaminated layers before passivation can be applied.
| Process | Purpose | Method/Chemicals Used |
| Passivation | Enhance corrosion resistance | Nitric acid or citric acid |
| Pickling | Remove damaged layers or heat tint | Nitric + hydrofluoric acid, electropolishing, or mechanical methods |
Practical Tip:
- If stainless steel is new or lightly machined, only passivation is required.
- If the steel has heat tint from welding or corrosion spots, pickling should be done first, then passivation.
Key Takeaways!
Passivation of stainless steel adds strength by forming a stable chromium oxide layer that protects against corrosion. The process is mandatory for components exposed to water, chemicals, or high temperatures, as they can degrade quickly without it. Choosing the right method, whether nitric acid for faster, stronger activation (citric acid for safer), food-grade applications, ensures parts perform reliably. Regular inspection and adherence to standards like ASTM A380, ASTM A967, and AMS 2700 help maintain consistent surface quality and prevent early failure.
Prolean MFG provides passivation service and various other surface finishing options for stainless steel components. Our team ensures your part remains corrosion-resistant and maintains excellent surface integrity. From industrial machinery to medical and food-grade equipment, we deliver your parts that last longer and perform better.
Contact us today for a detailed project assessment and instant quote!



0 Comments