
Blanchard grinding
Blanchard grinding is a rotary surface grinding method used for quick surface refinement of large workpieces that require flatness, parallelism, and surface uniformity. It is primarily for ferrous material, but it can also work with aluminum, copper, and other non-ferrous materials.
Blanchard grinding services do not offer tight tolerances and smoothness of cylindrical or other precision methods. Still, it provides speed and cost-effectiveness for roughing casted & forged stocks, dies, stampings, and large industrial components.
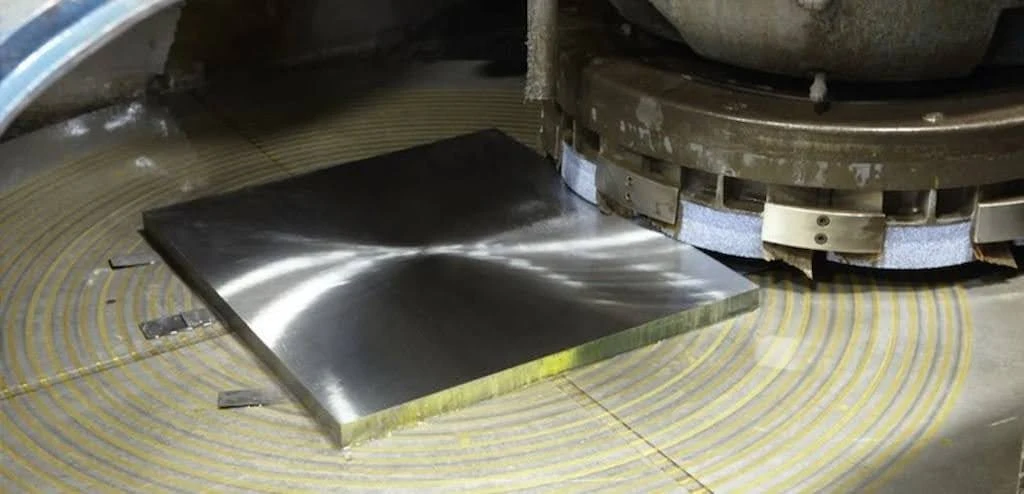
The Blanchard grinding process uses a vertical spindle grinding wheel and a magnetic chuck, allowing quick roughing of a large workpiece. After the process, parts receive a cross-hatched or swirl pattern on their surfaces, and the roughness level (Ra) is reduced to ~1.6–3.2 µm. In some cases, parts can be as rough as 6.3 µm, as mentioned in ISO 1302 [1].
Are you an engineer or manufacturer looking for a cost-effective and fast grinding solution for large workpieces or industrial components? Blanchard grinding can be a suitable method for you. Its high material removal rate provides efficiency while maintaining a good accuracy and finish.
This article explains the intricacies of Blanchard grinding, including how it works, the step-by-step process, challenges, a comparison with other grinding processes, benefits, and industrial applications.
What is Blanchard Grinding? Definition and History
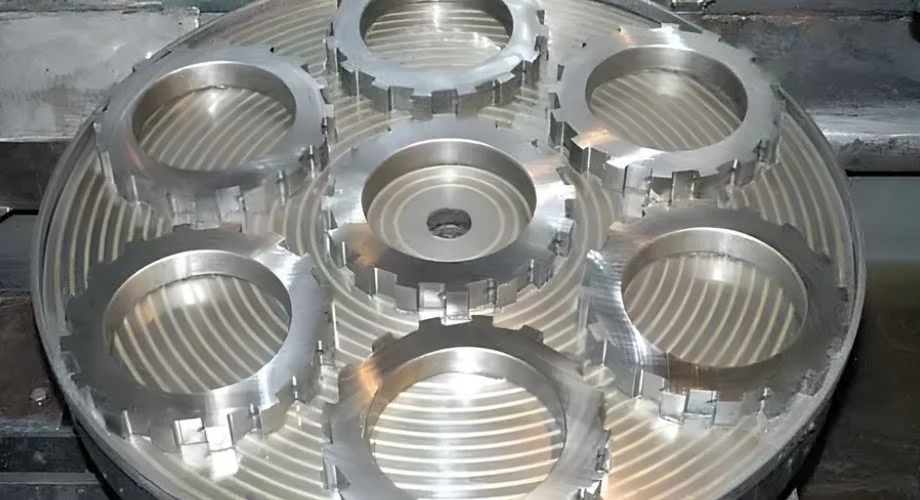
Blanchard grind parts
Blanchard grinding is a specialized type of rotary surface grinding process that removes a large amount of material from one side of a workpiece using a segmented abrasive wheel. The wheel is mounted vertically with a spindle, and a magnetic chuck is placed below to hold the workpieces.
A Blanchard grinder was developed by Henry K. Spencer and first introduced to the market in the early 1900s by Blanchard Machine Company [2]. The pain caused by this was the inefficiency of the traditional grinder in large stock removal.
Both ferrous & non-ferrous metals are compatible with the Blanchard grinding process. It corrects warping, uneven surfaces, parallelism, and flatness in die-cast components, CNC-machined workpieces, forged components, and large-sized tooling & CNC-machined parts.
Our in-house grinding facility can handle workpieces up to 1050mm x 820mm x 305mm. The grinder has a height, magnet size, and swing of ~355 mm, ~1855 mm, and 2135 mm, respectively. Consequently, we can achieve a surface roughness (Ra) as low as 1.6 µm with a CNC Blanchard grinder.
How does Blanchard Grinding Work?
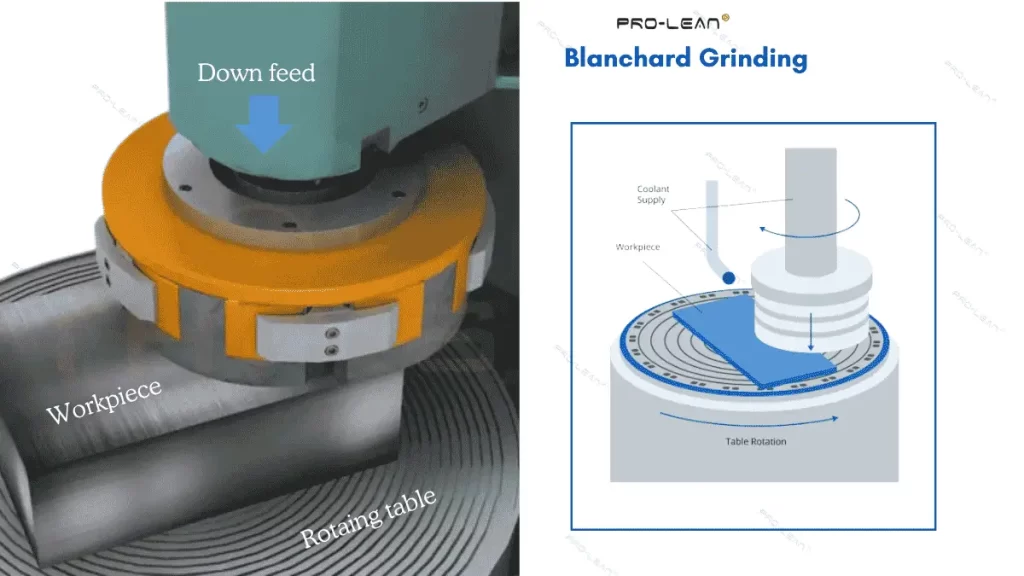
Blanchard grinding process
The grinding wheel with segmented abrasive is mounted on a vertical spindle, while a magnetic table holds the workpieces. The grinding wheel is designed for downward pressing, and the table rotates beneath it. So, what makes it different from other grinding methods is the rotation of the work table along with the abrasive wheel. The abrasive wheel engages with the workpiece’s top surface through vertical downfeed, typically 0.01 mm to 0.5 mm per pass.
Let’s elaborate on the six major steps of blanchard grinding process: workpiece preparation, grinding wheel selection, grinding setup, machine parameter setup, grinding stage, and post-grinding inspections.
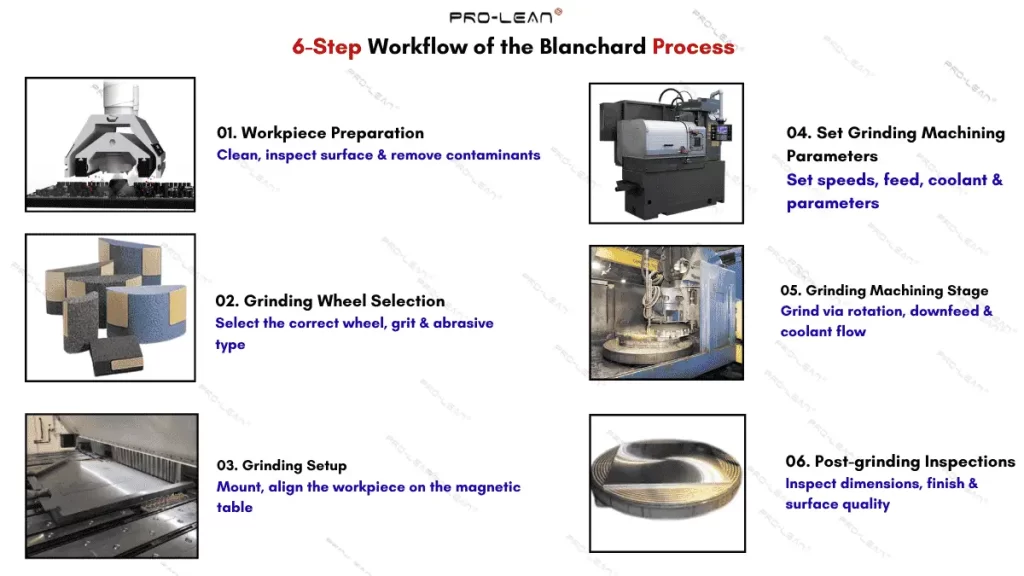
Steps in blanchard grind process
Workpiece Preparation
To begin the process, the workpiece needs to be prepared before Blanchard grinding. Remove dust, debris, oil, and other contaminants. Poor workpiece preparation leads to machining inaccuracies and tool wear.
Additionally, this is where you need to perform inspections like roughness level, surface imperfections, damage, and the desired thickness to be removed.
Grinding Wheel Selection
While choosing a grinding wheel, consider abrasive type and grit size. It must be able to efficiently achieve the desired material removal rate and grinding surface finish quality.
Choose medium-coarse grit (46–60) Al₂O₃ for Blanchard grinding of stainless steel, steel, and ferrous metals. On the other hand, silicon carbides are more suitable for non-ferrous metals and plastics.
Once you choose the abrasive wheel, also perform dressing to ensure the sharpness.
Grinding Setup (Workpieces and Wheel)
The next step is to set the grinding wheel on the vertical spindle and fix the workpieces on the work table. The table includes circular, square, or polygon bands. Align workpieces on them to ensure better accuracy. Typically, the workpieces are fixed on a table through magnetic force. It means you need to activate the magnet during setup.
Set Grinding Machining Parameters
Grinding wheel speed and table rotation speed are two main Blanchard grinding parameters. Set these two parameters on the machine, along with other variables for auxiliary functions, such as coolant flow.
The grinding feed and speed vary depending on the type of workpiece material, size, amount of material to be removed, and desired finish.
|
Parameters |
Values |
|
Wheel Diameter |
600 mm to 1200 mm |
|
Wheel Speed |
~ 4000 to 5000 SFPM |
|
Worktable Speed |
5 to 25 RPM |
|
Down-press Feed |
0.01 mm to 0.5 mm per pass |
Grinding Machining Stage (Vertical Spindle, Table Rotation, Multi-point Cutting)
Turn on the coolant flow, worktable rotation, and machining process. As the wheel comes down towards the workpieces on the rotating table. Tiny abrasive points on the wheel continuously cut and remove a small amount of material on each pass, gradually achieving the desired surface uniformity.
The opposite rotation and abrasive segments efficiently shear the material and create a uniform criss-cross pattern. Still, a continuous coolant flow is mandatory, as heat can quickly build up at the tiny cutting points.
Post-grinding Inspections
Manufacturers who provide Blanchard grinding services always place great importance on post-grinding inspections & measurement for quality control. It includes inspecting surface marks & defects, dimensional verification, and tolerance & roughness measurement.
At ProleanTech, we use machine-integrated gauges and optical scanners to measure the roughness of the ground surface.
Which Tools and Equipment are Required for Blanchard Machining?
Blanchard grinding requires fewer tools than other grinding or machining processes. This simplifies the process and lets you control the outcomes more easily. Besides the Blanchard grinding machine itself, the grinder head, the grinding wheel, and the rotating table.
Let’s break down the definition and functions of these Blanchard grinding tools.
- Blanchard Grinding Machine: A piece of equipment that contains all the systems and subsystems for grinding. The capability is measured by the power of the main motor.
- Grinder Head: It facilitates the grinding wheel rotation along a vertical axis and down-feed
- Grinding Wheel: The grinding machining tool with multiple abrasive cutting points
- Rotating Chuck: It holds workpieces. For ferrous, a magnetic rotating chuck is used.
- Coolant System: It provides the coolant flow into the grinding area, removes heat, and flushes the chips
- Swing-Arm: A dressing disk (or star dresser) to sharpen the abrasive points periodically.
- Fixtures: Clamps, vises, and fixture plates for tool & workpiece fixturing.
If you are installing Blanchard grinding machines and tools for small or medium volumes. It requires a high upfront cost and might not be economically feasible unless you use it for large production volume projects.
Which Materials Are Compatible with the Blanchard Grinding Process?
Blanchard grinding services are best for ferrous metal and alloys, but they can also grind non-ferrous materials and plastics. The common materials include cast iron, steel, stainless steel, tool steel, copper, and Invar.
Each material possesses a different machinability level, so use the abrasive type, speed, feed, and coolant accordingly.
- Stainless Steel ( 300 & 400 series grades, 17-4 PH, 15-5 PH, etc.)
- Carbon steels, including ASTM A1018-compliant steels
- Cast Iron
- Alloy Steels
- Tool Steels H13, P20
- Copper & its Alloys
- Aluminum
- Nickel & Invar
- Some plastics & composites
Advantages & Limitations of Blanchard Grinding: What Are the Trade-offs?
Blanchard grinding has exceptional material-removal speed when removing large amounts of material from the surface to be ground. It is economical for large workpieces when you want flatness and parallelism with moderate dimensional tolerances (±0.125 to ±0.0254 mm).
What you need to trade off for these Blanchard advantages is tight dimensional accuracy, finishing accuracy, and polished appearance. Additionally, you cannot apply this grinding surface finish to parts with complex geometries; it works best on flat surfaces.
The table below compares the advantages & limitations of Blanchard Grinding.
|
Blanchard Grinding Advantages |
Blanchard Grinding Limitations |
|
High material removal rate and Grinding Speed |
The dimensional tolerances are low, and the ground surfaces are rougher. |
|
Maintains flatness & parallelism of workpieces that require further machining. |
It is not compatible with cylindrical or irregular geometries. |
|
Cost-effective for oversized and heavy components. |
It cannot deliver significant aesthetic value; it is better suited for functional purposes. |
Try Prolean Now!
Which Industries Are Benefiting from Blanchard Grinding Services?
Industries such as automotive, aerospace, heavy machinery, construction, metal fabrication, and energy are benefiting from Blanchard grinding surface finish. It allows manufacturers to remove bulk material rapidly from workpieces and is a low-cost grinding method.
Next, let’s look at some applications of surface grinding using the Blanchard method.
- Automotive: Brake & clutch plates, axle parts, mounts, and transmission housing.
- Heavy Machinery: Machine bases, structural members, guide plates, large casting parts, and gear casings.
- Aerospace: Fixture plates, structural panels, and landing gear parts.
- Construction: Large brackets, support frames for equipment, excavator parts, etc.
- Energy: Oil & gas components, compressor parts, gas turbine components, etc.
- Metal Fabrication: welding surfaces, laser & plasma-cut sheets, and large stamping parts.
- Mold/Die Tooling: Deburring mold & die bases, die sets, fixture plates, etc.
Four Key Applications of Blanchard Grinding
Blanchard grinding is used for finishing stainless steel plates, preparing workpieces for precision machining, flattening the machine foundations, and grinding casting & forging stocks.
Let’s break down these four major applications.
1. Blanchard Grinding Stainless Steel Plates & Structures
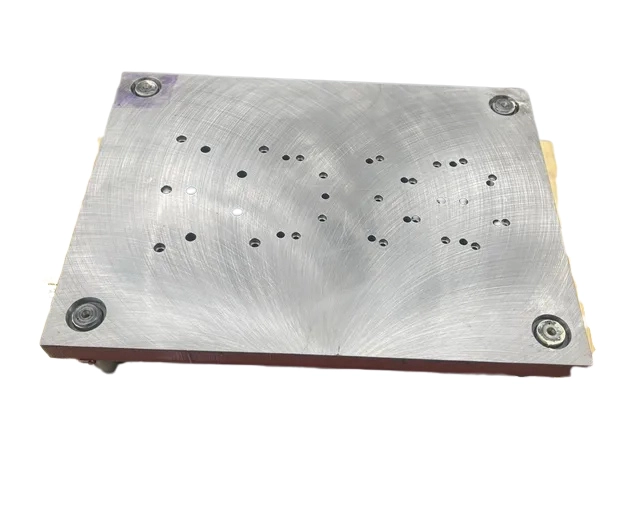
Ground stainless steel surface
Laser, plasma, and shear-cut stainless steel plates & components contain burrs with a rougher surface. So, manufacturers use Blanchard to quickly refine them or process further manufacturing operations.
Some examples of Blanchard grinding stainless steels include base plates for chemical & food processing units, machinery frames, mounting plates, and industrial heat-sink plates.
2. Machine Foundations
Grinding of a machine base
Mostly heavy machinery and tool bases are flattened using Blanchard grinding. This is not only useful to maintain machine stability & rigidity, but also provides benefits in machine assembly and enhances performance.
3. Casting and Forging Stocks

Grinding of casting bars
The casting and forging process leaves excessive material, an uneven surface, and sometimes causes surface distortions. All of these issues can be solved with blanchard grinding process. Some examples include cleaning cast pump housings, forged blocks, forged steel components, and structural plates.
4. Workpiece Preparation for Precision Machining Operations
Blanchard grinding removes material from workpieces to achieve surface uniformity, flatness, and parallelism before precision machining operations, such as milling & drilling. It helps to maintain the high accuracy of CNC-machined components.
Blanchard Grinding Vs Precision Surface Grinding
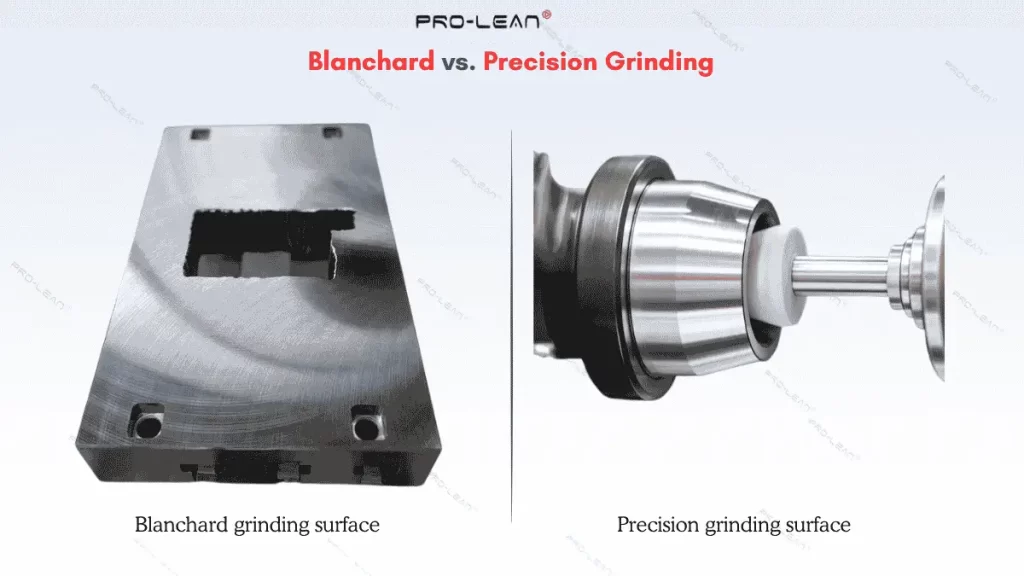
Blanchard vs precision grinding
Unlike Blanchard grinding, precision surface grinding focuses on finishing quality, such as dimensional tolerances, surface smoothness, flatness, and parallelism. This process maintains dimensional tolerance as tight as ( ±0.00254 mm) and a superior finish.
Precision surface grinding methods, cylindrical grinding, and horizontal spindle grinding are preferred for applications that prioritize accuracy over speed. Particularly, cylindrical grinding can be used to achieve close shaft and bore tolerances specified in ISO 286 fit systems [3].
The Purpose: Precision Grinding for Finish Quality & Blanchard for Bulk Removal
The purpose of blanchard grinding is to remove a large bulk of materials and achieve surface uniformity. On the other hand, the purpose of precision surface grinding is to produce a smooth surface free from burrs, marks, and patterns, while maintaining tight tolerances.
Precision Grinding Provides Tighter Tolerances and Lower Roughness
The tolerance of precision surface grinding can be as low as ± 0.00254 mm (0.0001”). The roughness level ranges from 0.1 to 0.8µm and can be as smooth as 0.04 µm with fine finishing. In contrast, Blanchard grinding is less accurate; the tolerance ranges from ±0.125 to ±0.0254 mm, and roughness (Ra) can be as low as ~1.6 µm.
Blanchard Outperforms Precision Grinding in Speed and Cost
Blanchard grinding is faster than precision surface grinding, and the process has a higher material removal rate. This is due to the machinery’s structure and the spindle’s horsepower capability. Comparing precision surface vs. blanchard grinding, blanchard is more economical. The reason is that Blanchard involves thicker per-pass increments for grinding.
Blanchard Grinding is Superior in Part Size Capability
Blanchard grinding can handle larger parts than precision grinding, like vertical spindle or disc grinding. It can grind parts with a diameter larger than ~ 1066mm (42”) and a vertical height up to 1220 mm (48”).
On the other hand, precision surface grinding is suitable for small- to medium-sized parts. This process can ground surfaces of complex geometries, such as cavities, slots, and stepped features.
Precision Grinding for Precision Parts and Blanchard for Rapid Removal
Precision grinding is used when you need a small amount of material from manufactured parts, or when workpieces need to be prepared for precision machining. Subsequently, it is used for small-to-medium-sized parts, requiring a polished grinding surface finish.
Some examples of precision grinding applications are precision dies, hydraulic pistons, shafts, bushings, medical device components, and electronics parts.
Blanchard grinding services are suitable for large-sized, heavy workpieces, often weighing up to 20 tons or higher. Some application examples are large stock preparation, heavy machine components, and machine bases.
Summary Table: Precision Surface Grinding vs Blanchard Grinding
|
Feature |
Precision Grinding |
Blanchard Grinding |
|
Purpose |
Fine finish, tight tolerance |
Bulk removal, flatness |
|
Speed |
Slower |
Faster |
|
Cost |
Higher |
More economical |
|
Tolerances |
±0.0001” (±0.00254 mm) |
±0.125 to ±0.0254 (±0.001–0.005”) |
|
Roughness (Ra) |
0.04–0.8 µm (or lower) |
As low as ~1.6 µm |
|
Part Size |
Small–medium, complex shapes |
Large, heavy parts |
|
Applications |
Dies, shafts, medical parts |
Machine bases, large stock |
Try Prolean Now!
Is Blanchard Grinding Suitable for Precision Applications?
Blanchard is favoured for grinding efficiency and cost, not precision. It offers uniform flatness & parallelism, but dimensional tolerances and roughness level (Ra) do not match the precision surface grinding methods. So, use this for surface preparation, surface uniformity of cast or forged parts, and heavy material grinding.
You need precision grinding to maintain tolerances tighter than ±0.0254 mm, and a polished, mirror-like surface is required, especially for parts requiring lubricity, a low coefficient of friction, precision for performance, and aesthetic appeal.
Combine Blanchard with the Precision Grinding Methods
To achieve higher material removal efficiency and surface finish quality, combine Blanchard grinding with fine surface grinding, cylindrical grinding, or other precision techniques.
First, remove a bulk amount of material from the workpiece using Blanchard grinding. Then, correct the accuracy and smoothness using precision grinding.
5 Tips for Successful Blanchard Grinding
The key blanahrd grinding tips include using coarse grit, balancing the down feed, applying progressive cuts, controlling coolant flow, and frequent dressing of the abrasive wheel. These tips are recommended based on industry experience and are useful to avoid warpage, surface burn, and dimensional inconsistency, and maintain a uniform cross-hatch pattern.
- Use a Balanced Feed Rate: Feed Rate must be fast enough to sharpen the wheel quickly, but not too fast that it increases the wear. Use a down feed of 0.01 mm to 0.5 mm.
- Progressive Cuts: Deep cuts ( > 0.5 mm) can cause warpage. So, use progressive cuts to reduce the material removal rate on each subsequent pass.
- Choose the right Abrasive: Use 46-60 coarse-grit aluminum oxide abrasives for ferrous material & silicon carbide for non-ferrous materials.
- Coolant Flow & Thermal Control: Coolant flow is the main variable to control the temperature in Blanchard grinding. So, use flood coolant and monitor temperature throughout the process.
- Dress the Wheel Regularly: Regularly dressing your grinding wheels ensures that they operate efficiently and consistently, offering a uniform finish and extended wheel life.
Blanchard Grinding vs Surface Grinding

Blanchard vs surface grinding
Surface grinding uses horizontal or vertical spindles to facilitate the movement of the abrasive wheel and is ideal for precision tolerances and high finish quality. In contrast, Blanchard grinding always uses a vertical spindle and is not preferred for precision finishing.
Comparing blanchard grinding vs surface grinding tolerances, surface grinding is the final finishing step and offers tolerances of ~ ±0.025 to 0.0025mm with roughness value ~ 0.2–0.8 µm.
Blanchard Grinding vs Centerless Grinding
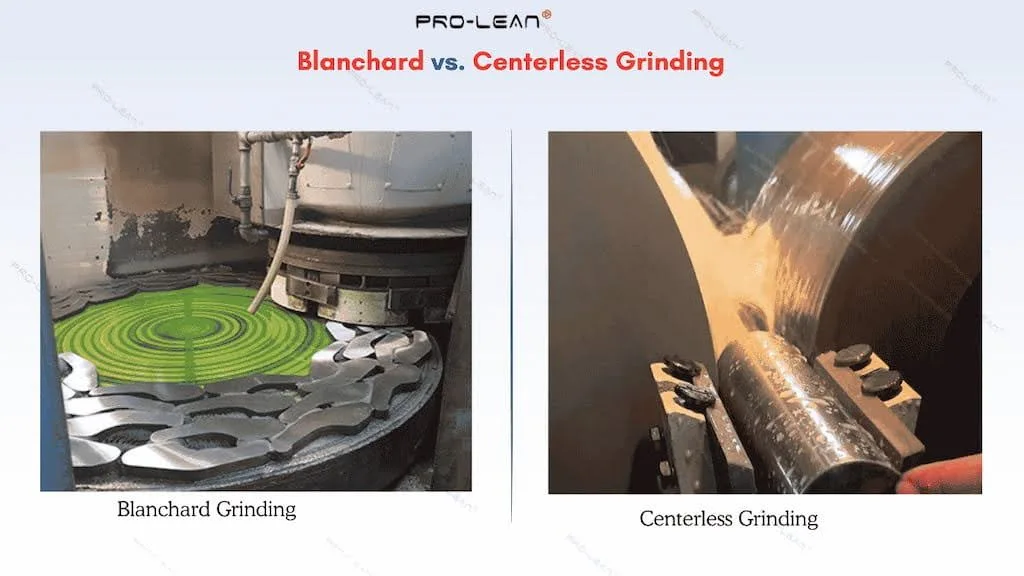
Blanchard vs. centerless grinding
Centerless grinding is a precision method for finishing the outer diameter of cylindrical surfaces, whereas Blanchard grinding is an efficient technique for finishing flat surfaces. Unlike Blanchard grinding, centerless grinding does not require securing workpieces in chucks. Two rotating abrasive wheels remove material from a workpiece supported by a workrest blade between them.
Use centreless grinding instead of Blanchard grinding when you need to finish thin & long cylindrical parts in high volume.
Blanchard Grinding vs Jig Grinding
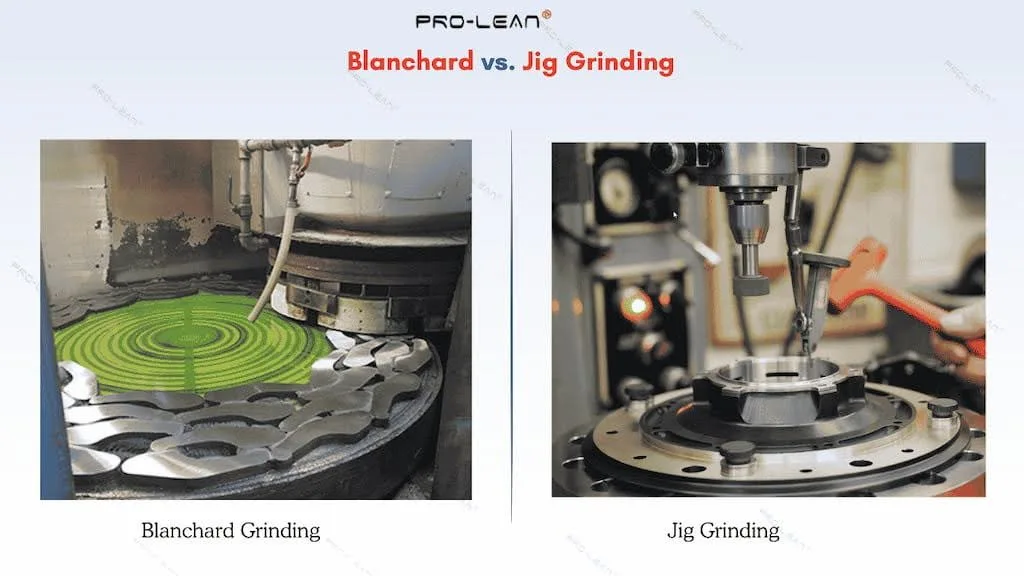
Blanchard vs jig grinding
Jig grinding is another precision grinding method used to finish parts with complex shapes & features, such as slots, bores, and intricate profiles. In contrast, Blanchard is only for flat & parallel surfaces.
You must choose jig grinding over Blanchard grinding when your parts are complex and require localized finishing rather than high speed. Some application examples include auto engine parts, hydraulic components, precision gears, jigs & fixtures, and the finishing of hard-material parts (carbides, hardened steels, etc.).
What is the Tolerance for the Blanchard ground?
The dimensional tolerance for Blanchard grounding ranges from ±0.125 to ±0.0254 mm. It is used for material removal speed and cost-competitiveness rather than tight precision.
Let’s compare how tolerances differ: blanchard grinding vs surface grinding vs cylindrical grinding vs centreless grinding [4].
|
Grinding Methods |
Tolerance (~mm) |
Surface Roughness Ra (~µm) |
|
Blanchard Grinding |
±0.125 to ±0.0254 |
1.6 – 6.3 µm |
|
Surface Grinding |
±0.0025 to ±0.01 mm |
0.2 – 1.6 µm |
|
Cylindrical Grinding |
±0.0025 to ±0.01 mm |
0.1 – 0.8 µm |
|
Centreless Grinding |
±0.001 to ±0.005 mm |
0.1 – 0.4 µm |
Custom Grinding Machining Solutions: Choose ProleanTech for Precision, Speed, and Cost-effectiveness
Although Blanchard grinding appears simple, tools, speeds, feeds, and other variables must be carefully selected to achieve optimal speed and quality. It requires advanced machinery, tools, fixtures, and strategic execution planning. At ProleanTech, we offer a range of CNC grinding machining services from industry experts to meet the finishing needs of your parts.
Why Choose ProleanTech?
- Grinding Services for 50+ materials, including metals, plastics, and composites.
- Versatile process capabilities: blanchard, cylindrical, centreless, precision, and other grinding methods.
- Blanchard grinding with surface roughness as low as ~ 1.6 µm and accuracy ±0.0254
- Flexible with grinding of tight-accuracy components; tolerances & roughness level as low as ±0.0125mm and 0.025 µm respectively.
- Grinding services for parts with complex geometry and internal features.
- Integrated polishing, coating, and painting services.
- Rapid services to meet urgent deadlines and flexibility in production volumes.
Furthermore, our custom grinding solutions are high-quality while being cost-competitive. If you need cost estimation, lead time, and other related information for your grinding project, upload your design file and get a quote from our engineer.
FAQs
How accurate is Blanchard grinding?
Blanchard offers lower accuracy compared to other grinding methods, with a typical tolerance range of ±0.025 to ±0.0254 mm. It removes material quickly, but you need to combine other methods for high accuracy.
How much material does Blanchard grinding remove?
The Blanchard grinding is known for a high amount of material removal, 0.01 mm to 0.5 mm per pass. This grinding method is used to remove excessive material from machining workpieces, cast & forged stocks, and large metal plates.
Can you Blanchard grind stainless steel?
Yes, stainless steel is one of the common materials used in Blanchard grinding. Although it tends to slightly work-harden during grinding. You can overcome this issue while Blanchard grinding stainless steel with the use of proper feed and periodic dressing of the abrasive.
References



0 Comments