“As there is no fixed center for workpiece attachment, centreless grinding significantly reduces the setup & tooling time, making it a cost-effective finishing strategy for large runs.”

Different grinding methods have specific implications for surface finish. Meanwhile, centerless grinding is unique and complex to understand. This grinding principle is widely used in manufacturing to achieve the perfect roundness and finish in cylindrical parts.
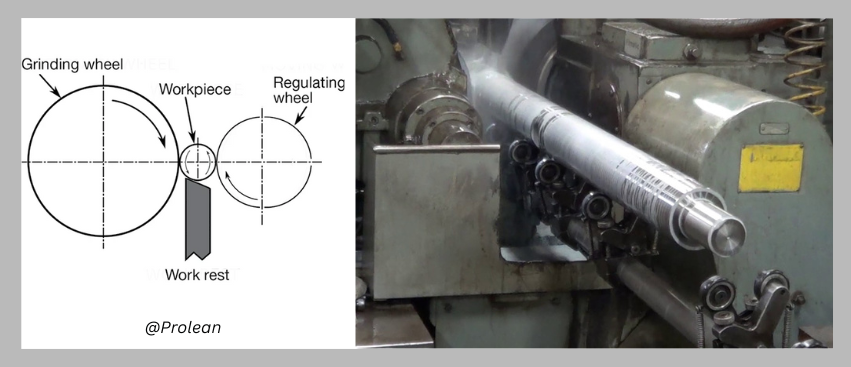
This process involves a regulating wheel and a grinding wheel, with the workpiece remaining between them with external support. The regulating wheel controls the feed and abrasive grinding wheel.
This article will discuss the process, advantages, and Surface Grinding applications of this grinding machining technology.
What is Centerless Grinding?
Centreless is an accurate grinding method that removes chips, burrs, marks, and cuts to specific dimensions without requiring fixed positioning such as spindle mounting. Due to its flexibility and precision, it is often used in custom grinding solutions for parts with varying sizes and production requirements.
The main difference is in the operation procedure, as the centreless process does not involve the use of centers or chucks to hold the workpiece. To understand its mechanism, you need to know its three elements: the grinding wheel, the regulating wheel, and the rest blade.
- Grinding Wheel: The primary cutting tool with an abrasive layer on the surface, similar to conventional grinding.
- Regulating Wheel: Another wheel mechanism (axially parallel) that controls the control rotational speed of the workpiece’s main wheel and axial feed.
- Rest Blade: It is placed between the two wheels. It supports the workpiece during grinding and maintains its position.
The centerless grinding process
Here, the combination and control of these three parts decide the precision of the final surface finish result. The latest setups of centerless grinding can also automate the grinding path and other parameters like feed rate, wheel speed, positioning, etc.
Try Prolean Now!
The Centreless Grinding Process: How Does it Work?
As previously said, the centreless setup for metal grinding involves the combination of a rotating wheel, a regulatory wheel, and a work support. But how do they seamlessly collaborate to execute the grinding operation? The top angle of the rest of the blade helps with the workpiece’s rounding action. If the top angle of the blade increases, quick rounding occurs. Additionally, the higher angle also weakens the blade rigidity.
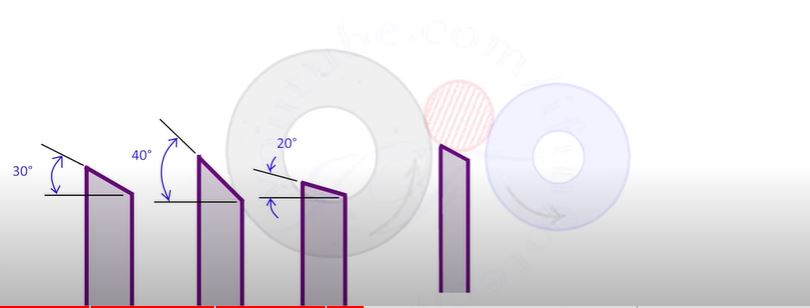
Position of work-rest blade in centerless grinding
The common angles top angles of the work rest blade are 20°, 30°, and 40°. However, the vibration increases with the angle, so low angles are preferred for heavy workpieces.
Furthermore, the regulating wheel is typically made of rubber or plastic, and the type of abrasive material depends on the material you grind.
Here are the general abrasives for different substrates;
| Material | Recommended Abrasive |
| Carbon Steel | Aluminum Oxide |
| Stainless Steel | Silicon Carbide |
| Aluminum | Silicon Carbide |
| Hardened Steel | Cubic Boron Nitride |
| High-Speed Steel | Ceramic Alumina |
| Acrylic | Diamond |
| Nylon | Aluminum Oxide |
Step-by-Step Centerless Grinding
Here are the typical steps of the centreless grinding process that you can follow for its execution;
- Blade and Wheels SetUp: First, adjust the angle of the regulating wheel with the work blade.
- Aligning the Wheels: Check whether the two wheels are perfectly aligned. Slight deviations can cause irregularities on the surface.
- Speed Setup: Set the speeds of the grinding & regulating wheel based on the type of material and the desired finish (Ra value).
- Feeding the Workpiece: The workpiece is placed on the work rest blade and fed through the wheels. The regulating wheel pushes the workpiece against the grinding wheel, which removes material until the surface does not achieve the intended level of finish.
- Continuous Monitoring and Adjustment: Monitor the components’ speeds, pressures, or angles throughout the process and make adjustments if necessary.
What are the Advantages of Centerless Metal Grinding?
1. High Precision and Consistency
This metal grinding process precisely cuts the material into specific dimensions. Next, it can achieve the roughness value as low as 0.13 μm.
The stable support of the rest-bed between two oppositely rotating wheels provides stability for the process. It prevents the workpiece from flexing and maintains its cylindrical integrity.
2. Material Removal Efficiency
Another advantage of centerless grinding is its efficiency in material removal. The grinding wheel and the regulating wheel operate with high speed and precision, enabling rapid removal of material, particularly tough or brittle materials. Centerless grinding also has lower downtime since the workpiece does not need to be fixed in a chuck or any other fixture.
3. Durability of Wheel
The absence of external feeding in centerless grinding extends the life of grinding wheels. Because it does not involve pressure feeding, the abrasive particles remain in working condition longer.
4. Minimal Deflection
Since there is no fixing center, the workpiece does not deflect from the intended grinding area. In fact, grinding machines can automate the process by setting the path of motion before executing it.
What are the Different Types of Centerless Grinding?
Centreless grinding is categorized into two types: Thorough-feed and In-feed grindings. The basis for this division is their differences in feeding mechanisms.
1. Through-feed centerless Grinding
In this type, the workpiece is fed through the grinding and regulating wheels from one side of the machine and comes out the other. Therefore, it can process the feeding continuously without requiring further handling.
2. In-Feed Centerless Grinding
It does not require the part to have a cylindrical shape and can grind more complex and intricate workpieces. During tin-feed grinding, the workpiece remains stationary, and the grinding wheel moves radially towards the fixed workpiece to grind specific sections or features.
3. End-Feed Centerless Grinding
It is the specialized form of surface grinding type under centreless grinding methods. End-feed grinding involves creating complex profiles at the end of workpieces by tilting the regulating wheel to create the intended profile. Here, the workpiece moves linearly and gives access to the grinding area only one end.
Table: Through Vs. In-feed vs. end-feed Grinding
| Criteria | Through-Feed | In-Feed (Plunge) | End-Feed |
| Best For | Simple cylindrical shapes | Complex profiles and multiple diameters in a single cylindrical component. | Parts with complex profiles at one end |
| Production Volume | High | Low to Moderate | Low |
| Setup Complexity | Low | Moderate to High | Moderate |
| Shape | Uniform diameters | Varied diameters and shapes | Tapered or contoured ends |
| Material Removal Rate | High | Moderate | Moderate |
| Precision and Tolerances | Moderate | High | High |
Applications of Centerless Grinding

Centerless grinding applications
Various cylindrical components or products rely on the centerless surface grinder for surface finishing tasks. It is primarily used in large-volume production and for special parts like tubes, cylinders, rotors, etc.
Next, the capability of achieving a high degree of roundness makes it highly applicable in the finishing of hydraulic system components.
The following list shows the industrial application of the centerless grinding in surface finishing;
- Automotive Industry: Piston pins, transmission shafts, Wheel hubs, Gear shafts, steering columns, and engine valve parts.
- Aerospace Industry: Fasteners, hydraulic components, airfoil blades, fuel components, compressor discs, etc.
- Medical Devices: Implant rods, stents, tubing, surgical needles, orthopedic pins, bone screws, etc.
- Manufacturing and Metal Fabrication: Spindles, tool holders, rollers, cutting tools, conveyor rollers, dowel pins, etc.
Custom Grinding Services at ProleanTech
We understand that every grinding service project requires careful consideration of the workpiece’s abrasive layer, material properties, grinding speed, and feed rate, as well as finishing requirements, regardless of the grinding method type. Therefore, we apply a custom grinding strategy to obtain the required dimensional & finishing specifications. According to your design complexity and material, our engineer customizes the wheel size, abrasive layer & material, and all other tooling & parameters to match the client’s expected result.
At ProleanTech, we have an advanced machining factory with various types of grinding machines and other surface treatment facilities. Additionally, our quality control team & process monitoring system work together to achieve the surface finish standards mentioned in the design.
Therefore, upload your design with all other specifications in our online portal. Our engineers will analyze and get back to you with budgetary and all other information!
Try Prolean Now!
Conclusion
A centerless grinding process is beneficial for finishing complex cylindrical parts. It finishes the surface to the desired level and creates the perfect round surface. Based on the geometry of the grinding surface and the intended result, you can apply through, in, or end feed techniques. Meanwhile, it is equally important to choose the suitable abrasive for grinding according to the type of workpiece material.
FAQs
Why is it called centerless grinding?
It is called “centerless” because it does not use centers or chucks to hold the workpiece during the grinding operations.
What materials are compatible with centerless grinding?
Centerless grinding is compatible with various materials, including metals (steel, aluminum, brass), plastics, and composites.
Is centerless grinding cost-effective?
Centerless grinding is cost-effective for large-volume production due to minimal setup times, high throughput, and lower human interventions.
When to choose centerless grinding?
It is best to choose centerless grinding for high-volume production of cylindrical parts, requiring high precision and smooth surface finishes.



0 Comments