 Types of Anodizing
Types of Anodizing
In precision manufacturing, the real value of any design lies in its surface. CNC machining gives a part its shape and strength, but anodizing determines how it performs in the real world. It directly affects how the material responds to wear, corrosion, and environmental conditions.
For engineering managers, choosing the right anodizing type is not just a technical step. It is a critical decision. You need to balance dimensional accuracy, surface hardness, and long-term durability without compromising the base material. These concerns are completely valid. If the anodizing process is not properly controlled, instead of improving the material, it can reduce its quality and lead to unwanted results.
So this guide will help you understand different types of anodizing, which ones work best in specific situations, what can negatively affect your alloy, and factors you need to control during the process.
Quick Classification of III Types Of Anodizing
Before we get into the technical side of things, it helps to first break down the three main types of anodizing and what purpose each one serves.
| Feature | Type I (Chromic) | Type II (Sulfuric) | Type III (Hardcoat) |
| Anodizing Thickness | 0.5μm – 5.0μm | 5μm – 25μm | 2.5μm – 100μm+ |
| Growth Ratio | Negligible | ~33% Out / 67% In | ~50% Out / 50% In |
| Growth Calculation | Ignore for most fits | Thickness 1/3x | Thickness 1/2x |
| Key Risk | Toxicity (CrVI) | Color fading over time | Fatigue life reduction |
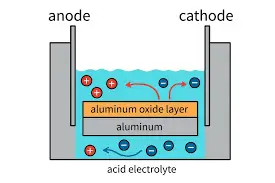
Aluminum–Air Electrochemical Cell Diagram
How Anodizing Works?
Anodizing is an electrochemical process. It does not add an extra layer like paint or powder coating. Instead, it is a conversion coating, meaning the aluminum surface itself transforms into a layer of aluminum oxide (Al₂O₃).
This happens when a part is submerged in an acid electrolyte bath, and an electric current is applied. As a result, oxygen ions are released and react with the aluminum atoms. This reaction forms a controlled, porous oxide structure that is significantly harder and more corrosion-resistant than the base metal.
Growth Allowance and Dimensional Tolerances
For a design engineer, it is important to understand that anodizing is not just a surface coating. It actually changes the physical dimensions of the part as well. Unlike plating, where a layer simply sits on top of the surface, anodizing forms an oxide layer that grows both into the material and outward from it.
To understand this, here is a simple breakdown:
-Type II (Sulfuric Acid Anodizing): Follows a 67% penetration / 33% build-up ratio. Only about one-third of the total coating thickness contributes to the dimensional increase.
-Type III (Hardcoat Anodizing): Approximates a 50% penetration / 50% build-up split. Half of the thickness is consumed into the aluminum, and half grows outward.
For example, if you specify a 50-micron (0.050 mm) Type III coating, the material builds up about 25 microns on each surface. In a tight-tolerance bore, that growth reduces the internal diameter by a total of 50 microns (25 microns from each side).
To avoid this kind of issue, high-precision bores should always be machined slightly oversized from the start.
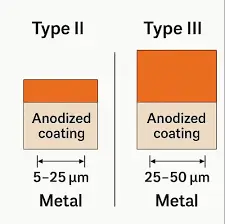
Comparison of Type II and Type III Anodized Coatings
Try Prolean Now!
Anodizing Type II vs Type III
The choice between anodizing Type II vs Type III is often a trade-off, where you have to decide between visual perfection and mechanical strength.

Colorful Anodized Aluminum Rings
Type II: Sulfuric Anodizing
Type II Anodizing produces a relatively porous oxide layer that easily absorbs organic dyes. This is why it is commonly used for branding and color coding.
However, one important factor to keep in mind is the risk of color variation. The electrochemical response depends on the alloy’s grain structure, which means parts made from different material lots can show slight color differences, even if they are processed in the same tank.

Automotive Engine Pistons
Type III: Hardcoat Anodizing
When the design involves sliding friction, abrasive environments, or extreme mechanical wear, Type III hardcoat becomes the practical choice.
In this process, parts are treated at lower temperatures and higher voltages. This results in a much denser, ceramic-like surface. And this surface can achieve a hardness of 60-70 Rockwell C, which is close to hardened tool steel.

Surface Scratches on Brushed Metal
Thermal Crazing and Surface Integrity
A common issue engineers see on hard-coated parts is thermal crazing. Those tiny, spider-web cracks on the surface. This happens because the hardcoat is brittle and doesn’t expand as fast as the aluminum underneath, when temperatures go above 80°C (175°F). That mismatch creates these tiny surface cracks.
Usually, these cracks are just on the surface and don’t affect corrosion resistance. But in aerospace, it’s a bigger issue. That brittle layer can act as a stress point, which might reduce the fatigue life of the part if it’s under repeated loading.
Stacked Aluminum Sheets and Plates
Aluminum Alloy Compatibility and Finish Quality
If material procurement is not done properly, even a high-performance design can be compromised. Because the alloying elements in aluminum directly influence the quality and reliability of the final finish.
And if the base material itself is inconsistent, then no amount of process control can fully compensate for it, and the final result will also lack consistency.
| Alloy Grade | Anodizing Rating | Typical Outcome |
| 6061 | Excellent | Dense, uniform, and high dielectric strength. |
| 7075 | Good | Slightly “muddy” appearance; very high surface hardness. |
| 2024 | Poor | Prone to pitting, burning, and low electrical insulation. |
If you need to use 2024 aluminum for structural requirements, you must ensure that your supplier uses special cooling and pulse-rectification techniques. This is because 2024 aluminum is highly sensitive to heat and processing conditions.
General Anodizing vs Anti-UV Anodizing
Managers in the robotics and renewable energy sectors often face a common issue where a deep black-colored part turns into a bronze or purple shade after a few months while discussing of general anodizing vs anti-UV anodizing. And this doesn’t happen because of the dye itself, but due to a failure in the sealing strategy.
After the anodizing process, the oxide layer remains porous, so it is important to seal it properly. This helps lock in the color and improves corrosion resistance. For engineers, selecting the right sealant is critical because it determines whether the part lasts a short time or performs reliably for years.
- General Sealing (Hot Water): It closes the pores, but it has limited protection against sun exposure. That’s why it is better suited for indoor applications.
- Anti-UV Sealing (Nickel Acetate): This is best and often necessary for outdoor use. It contains nickel salts that stabilize the dye molecules and lock them within the oxide structure. Because of this, the color does not fade under UV exposure.
Design Rules for Successful Anodizing
If you want your part to perform well and also look good after anodizing, follow these three rules:
- Radiused Corners: Avoid sharp edges because during the anodizing process, coating builds up unevenly at corners and becomes more brittle, which can lead to edge chipping.
- Masking Strategy: Clearly identify threads and high-tolerance bores so they can be properly masked. Otherwise, coating buildup can create fitting issues.
- Hole Considerations: In Type III anodizing, ensure proper drainage in blind holes. If drainage does not occur properly, acid entrapment can happen, which may lead to internal corrosion inside the part.
Anodizing Selection Matrix by Failure Mode
To make the procurement process easier, use this decision matrix to match your finishing option with the type of engineering failure you want to avoid.
| If your primary concern is… | Recommended Finish | Engineering Trade-off |
| Wear & Abrasive Friction | Type III Hardcoat | High risk of thermal crazing above 80°C. |
| Color Coding & Branding | Type II + Organic Dye | Moderate hardness; lower wear resistance. |
| Outdoor UV Exposure | Anti-UV Seal (Nickel) | Slightly higher processing cost vs. hot water. |
| Tight Tolerances / Bores | Masking or Type I | Leaves bare aluminum on specific surfaces. |
| Salt Spray Resistance | Type II + Dichromate Seal | Greenish-yellow tint; not for aesthetic parts. |
Try Prolean Now!
Conclusion
Anodizing is a highly effective and strategic way to enhance the performance and reliability of aluminum alloy parts. It can produce high-quality, corrosion-resistant surfaces that improve part life and durability better than almost any other finishing method.
But to achieve this performance, you must match the anodizing type, like Type I(Chromic Acid Anodizing), II,or III,with the specific aluminum grade and the intended environment. You must account for specific growth ratios rather than a generic rule. For type II anodizing, a 67% penetration / 33% build-up ratio follows, while Type III hardcoat approximates a 50/50 split.
Prolean Tech’s team can provide a high-quality custom anodizing service for aerospace, robotics, and medical components. They combine high-precision CNC machining capabilities with a broader range of custom finishing services. Prolean Tech can help you with your project needs and provide a detailed quote based on your specific part geometry and material needs.
Frequently Asked Questions
How does chemical etching affect the final dimensions of a part?
Before anodizing, parts go through an alkaline etching step to clean the surface and remove contaminants. But this step also removes a small amount of material, usually around 2.5μm to 10μm of aluminum.
For standard parts, this might not matter much. But for high-precision components, this material loss needs to be accounted for during machining.
Can you anodize over an existing finish?
Yes, but it depends on what that “existing finish” is. Anodizing only works on bare aluminum because the process needs direct contact with the base metal to form the oxide layer.
Which type is best for electrical insulation?
For electrical insulation, Type II anodizing (sulfuric acid anodizing) is generally the most commonly used option. Because it forms a non-conductive oxide layer on the aluminum surface, which already provides good electrical insulation.
However, if you need higher wear resistance along with insulation, Type III anodizing (hardcoat) is also used. Because it is thicker and more durable.


0 Comments