
Anodizing Metal Pieces
The anodizing process is a type of electrochemical oxidation that forms a layer of oxide on metals. Contrary to powder coatings that form outside the metal substrate, anodizing occurs inside it. The purpose of the process is two; first, it helps to protect the outer layer from corrosion and abrasion, and secondly, it looks good.
To conduct the process, the metal part needs to be immersed in the electrolyte solution. After that, the metallic part is attached to the positive electrode of the electrical circuit. As a result, oxygen ions in the electrolyte solution migrate to the metallic surface, forming the oxide coating there. More information about the process can be found in the MIL-PRF-8625 document.
How Does Anodizing Work? The Electrochemical Process Explained
Anodizing of the metal takes place when the metal component works as an anode in the electrolytic cell. The oxidation process takes place in an acidic environment where there is the presence of direct current, causing oxidation reactions on the anode, resulting in the formation of aluminum oxide by bonding oxygen ions with the aluminum atom.
The metallic material is first placed in the electrolyte solution and connected to the positive terminal of the power supply, referred to as the anode, thus causing the movement of oxygen ions towards the metal, resulting in the oxidation of the metal surface.
What Metals Can Be Anodized? Aluminum, Titanium, Steel, and More
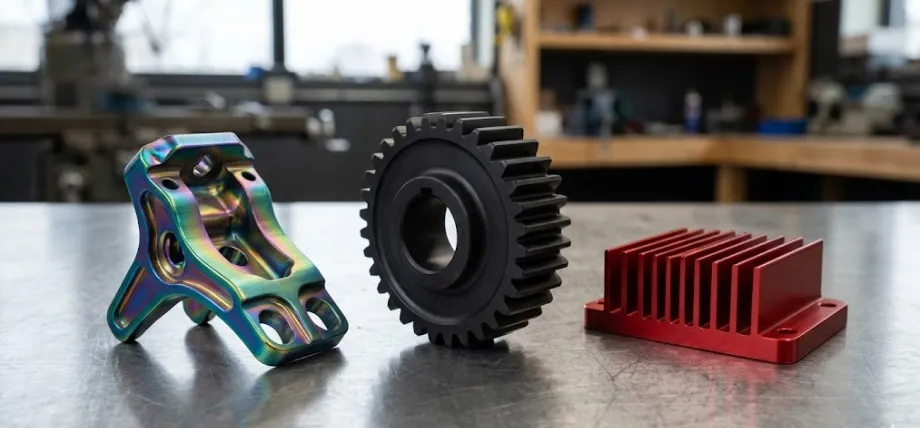
Precision anodized metal parts
| Metal | Anodizable | Notes |
| Aluminum & Aluminum Alloys | Yes | The most common are 6061 and 7075; they anodize well; high-silicon/copper alloys produce darker, less uniform finishes. |
| Titanium | Yes | Gives bright interference colors without the need for dyes. Used in the aerospace industry, biomedical implants, and jewelry. |
| Magnesium | Yes | involves complex processing techniques. Not as popular as aluminum. |
| Steel / Stainless Steel | No | Iron oxides are reactive and not corrosion-resistant. Instead, use passivation, electroplating, or dry film lubrication. |
| Copper / Brass | No | Oxide does not provide the necessary protection. Use chromate treatment or electroplating. |
When choosing a metal for your part, use aluminum or titanium if you want a reliable protective finish with anodizing. Steels are good alternatives for passivation and electroplating.
Anodized Titanium: Colors, Process, and Applications
However, anodized titanium is distinct from anodizing aluminum since no dyes are required when coloring anodized titanium. The colors come as a result of controlling the thickness of the titanium oxide layer, which controls light reflection. Different voltages lead to different oxide layers, hence leading to different colors from yellow and brown at lower voltages to blue and green at higher voltages.
Anodized titanium is highly popular in the manufacture of medical devices where there is a need for biocompatibility, coloring, durability, and the absence of any form of dyes. It is also applied in jewelry and the aerospace industries due to the importance of color in oxide layering.
Anodized Steel: Why Steel Cannot Be Anodized and What to Use Instead
Steel does not form the stable oxide layer that aluminum forms under anodizing conditions. Iron oxides continue to expand and achieve the opposite of anodizing. So anodized steel is not stable.
| Goal | Recommended Process for Steel |
| Corrosion resistance (stainless steel) | Passivation or electropolishing |
| Corrosion resistance (mild steel, outdoor use) | Hot-dip galvanizing or powder coating |
| Dark appearance with mild protection | Black oxide coating |
| Wear Resistance | Electroless nickel plating or PVD coating |
| Paint Adhesion | Phosphate conversion coating |
Types of Anodizing: Type I, Type II, and Type III Explained

Industrial anodizing tank process
Anodization is made up of three major forms of anodization, depending on the electrolytes being used and the thickness of the oxide film that results from the process. The type of anodizing metal to be used depends on its intended purpose.
| Property | Type I – Chromic Acid | Type II – Sulfuric Acid | Type III – Hard Coat |
| Electrolyte | Chromic acid | Sulfuric acid | Sulfuric acid (high concentration, low temp) |
| Oxide thickness | 0.5–2.5 µm | 5–25 µm | 25–75 µm |
| Hardness | Low | Moderate | Very high |
| Wear resistance | Low | Moderate | Excellent |
| Corrosion resistance | Excellent | Very good | Very good |
| Color options | Limited (grey/clear only) | Wide (accepts dyes) | Limited (natural dark grey/black) |
| Dimensional impact | Minimal | 50% in / 50% out of the surface | 50% in / 50% out — significant at tight tolerances |
| Typical applications | Aerospace, thin-walled precision parts | Consumer products, general engineering | Industrial, military, high-wear components |
| Environmental concerns | High – chromic acid is hazardous | Low | Low |
Type : Chromic Acid Anodizing
For obtaining the minimum thickness of oxide film, Type I (0.5 to 2.5 µm) is used with chromic acid electrolyte solution. It is recommended for aerospace. However, its use has decreased significantly due to its toxicity risk.
Type II: Sulfuric Acid Anodizing
Most widely used in the anodizing process. It produces an oxide layer between 5 and 25 µm using sulfuric acid electrolyte. It can readily accept colors while offering corrosion protection.
Type III: Hard Anodizing (Hard Coat)
Type III is also quite similar to Type II, in that it uses a sulfuric acid electrolyte solution; however, it has different conditions, such as the concentration and temperature,e in order to obtain a 25-75 µm hard oxide film. It is utilized when there is a need for wear resistance, such as in hydraulic pistons, sliding mechanisms, and other machine tools where abrasion and friction are high. Because of its thickness, dimensional alterations are a factor in its machining.
Try Prolean Now!
The Anodizing Aluminum Process: Step-by-Step
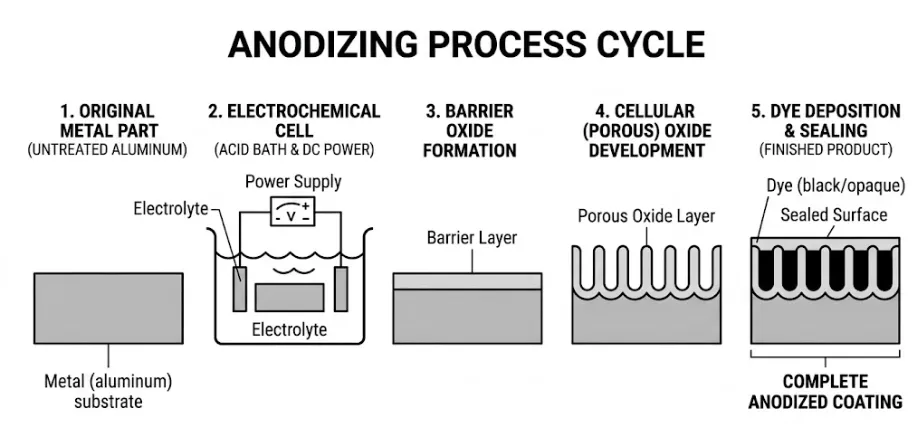
Anodizing process cycle diagram
Step 1 – Surface Preparation
Parts are machined or polished, which is known as mechanically finishing them. They are then entered on the anodizing metal line. Any scratches will remain visible.
Step 2 – Cleaning and Etching
The degreasing process is performed before etching so as to remove the natural oxide layer formed on the surface of the metal, ensuring an even surface. Desmutting is then performed using nitric acid to remove the alloying agents that may be present (Si, Cu, Mn, etc.).
Step 3 – Anodizing (The Electrochemical Bath)
The resulting parts are dipped into a solution containing an acid and attached to an anode, where they are exposed to electric currents. Oxygen ions flow to the surface and form aluminum oxide.
Step 4 – Adding Color (Dyeing)
In case aluminum color is required, parts are moved to dye baths. This process needs to be done immediately after anodizing so the pores are still open.
Step 5 – Sealing the Pores
Sealing the pores prevents moisture and contaminants from entering. It is the most important step for corrosion resistance. Below are the three most popular sealing methods:
Hot DI Water Sealing
Components are submerged in deionized water at ≥95°C. The oxide layer becomes hydrated and swells, blocking up all the pores. It is the most proven method and offers excellent corrosion resistance, though it is energy-intensive.
Mid-Temperature Sealing
This process is conducted at temperatures between 60 and 80 degrees centigrade through the use of a solution of nickel acetate. The mineral salts precipitate inside the pores and chemically bond to close off the pores. It requires less energy compared to hot sealing.
Cold / Room-Temperature Sealing
Chemical sealants, which are typically fluoride-based, are used at surrounding temperatures. This is an eco-friendly option because it uses less energy. It does require a post-sealing aging period before it is fully corrosion-resistant.
Anodizing vs. Other Metal Finishing Processes
| Property | Anodizing | Powder Coating | Chromate Conversion | Electroless Nickel Plating | Passivation |
| Process type | Electrochemical | Mechanical/thermal | Chemical | Electroless chemical | Chemical |
| Compatible metals | Al, Ti, Mg | Most metals | Al, steel | Most metals | Stainless steel |
| Layer thickness | 5–75 µm | 60–200 µm | 0.5–2.5 µm | 12–75 µm | No added layer |
| Corrosion protection | Excellent | Good | Good | Excellent | Good |
| Electrical conductivity | Non-conductive | Non-conductive | Conductive | Conductive | Conductive |
| Wear resistance | Excellent (Type III) | Moderate | Low | Very good | Low |
| Color options | Wide | Very wide | Limited | None (silver) | None |
| Relative cost | Low–moderate | Low–moderate | Low | Moderate–high | Low |
Key Properties and Parameters of Anodized Parts
| Property | Type I | Type II | Type III |
| Oxide layer thickness | 0.5–2.5 µm | 5–25 µm | 25–75 µm |
| Surface hardness | 200 HV | 300–400 HV | 400–500 HV |
| Corrosion resistance | Excellent | Very good | Very good |
| Wear resistance | Low | Moderate | Excellent |
| Electrical conductivity | Non-conductive | Non-conductive | Non-conductive |
| Thermal stress tolerance | Low | Moderate | High |
| Dimensional impact (per side) | 0.5 µm | 2.5–12.5 µm | 12–37 µm |
| Accepts dye | No | Yes | Limited |
Benefits of Anodizing Metal Parts
The most common benefit of anodizing metal and why it is preferred among engineers is due to its corrosion resistance. The oxide layer on top of the aluminum is sealed and will not react with other chemicals or elements. For industries such as marine or aerospace, qualities like this are very important.
The second major advantage is its surface hardness. Bare 6061 aluminum has a hardness of approximately 95 HV. A Type III hard coat raises the surface hardness to 400–500 HV. Anodizing metal is also environmentally suitable. It uses sulfuric acid, which is recoverable and less hazardous than chromic acid or any other chemical used for chromeplating. Energy consumption is also reduced when using cold sealing.
Try Prolean Now!
Designing Parts for Anodizing: What Engineers Need to Know
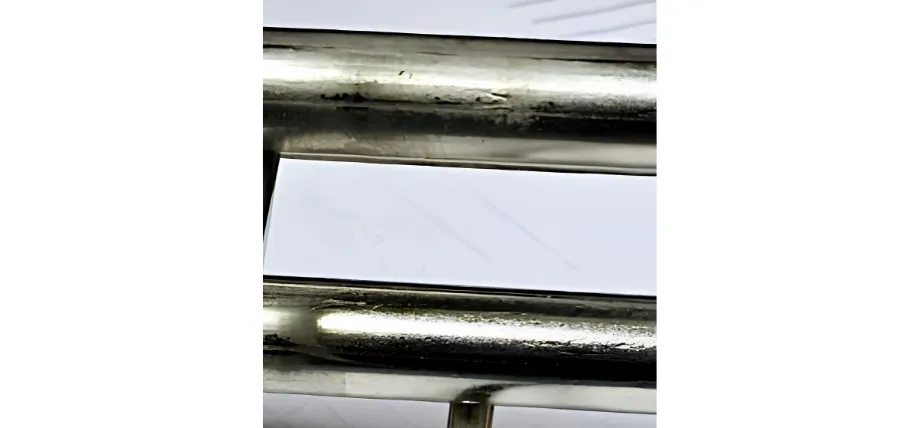
Defective metal weld inspection
Several design considerations made before anodization have an impact on the final quality of the part. The most frequent problems associated with the anodizing of aluminum are dimensional, alloy-related, and geometric.
- Dimensional tolerance: Oxide formation occurs in two directions from the surface of the material, about half on each side. In Type II anodizing, each surface grows by approximately 2.5–12.5 µm. With Type III, growth is increased up to 12–37 µm per side. Tolerances of bores, threads, and other close-tolerance components must take into account these changes in dimensions. For Type III anodizing, all holes smaller than M8 should be either masked or post-machined.
- Edges and corners: The current tends to concentrate around sharp edges, leading to excessive growth and even burning of the material. All external sharp corners that require hard coating should have a minimum radius of 0.5 mm (0.020 in).
- Jig marks: Parts must be electrically connected to the anodizing rack in order to process them. Those spots where electrical connection occurs will be masked and will remain without anodization. Engineers need to specify where those jig marks can occur on the drawing – usually in non-visible spots.
- Aluminum alloy selection: Some aluminum alloys perform better for anodization. 6061-T6 and 7075-T6 create smooth, uniform layers, ideal for black anodized aluminum finishes. High-silicon alloys (e.g., 4xxx family, used for casting) anodize into dark gray and are not appropriate for any decorative work. High copper content (2xxx series) results in less even finishing and poor corrosion resistance compared to the 6xxx family.
- Electrical conductivity: The anodized oxide layer is a dielectric. If there are places on the part where an electrical connection needs to be made, those spots have to be masked before the anodizing process or be treated afterward.
Anodizing Service
Are you looking to enhance the durability and corrosion resistance of your parts? At Proleantech, not only do we provide you with functional surface anodizing service, but we also focus on the aesthetics and appearance of parts.
Why choose us?
- Proleantech ensures consistent surface quality
- Multiple finishing capabilities available in one place
- 15+ years of manufacturing experience
- 3-7 day lead times
Request a free quote today!
Conclusion
Anodizing metal gives a surface finish that is bonded and not applied on top. Selecting the correct type (I, II, or III) and understanding dimensional growth determines a successful outcome.
Frequently Asked Questions About Anodizing Metal
How Does Anodizing Work?
In anodizing, a thin oxide layer is added to aluminum to protect it from external factors and maintain its appeal while also sometimes giving it color.
Why Anodize Metal Parts?
Metal parts are anodized for two main reasons: to protect from corrosion and for aesthetic appeal.
How Thick Is the Anodized Layer?
The thickness of the anodized layer depends on the anodizing type used. Type I gives a thickness of 0.5–2.5 µm, while type II gives a thickness of 5–25 µm, and type III gives a thickness of 25–75 µm.
Does Anodizing Affect Part Dimensions?
Yes, anodizing affects part dimensions. Because the oxide layer grows out from the base metal and approximately 50% of the anodizing layer grows outward which can alter tight tolerance features in mating parts and sealing components in Type I and Type II coatings.
Which Aluminum Alloys Are Best for Anodizing?
6061-T6 and 7075-T6 are the best options for anodizing aluminum alloys.
Can Anodized Aluminum Be Colored?
Anodized aluminum can be colored by dunking it into dye baths to achieve your desired color.
Is Anodized Aluminum Electrically Conductive?
It is not electrically conductive because it turns the outer surface into aluminum oxide.
Is Anodizing Eco-Friendly?
Anodizing is an extremely eco-friendly option because it is more recyclable and less hazardous than any other chemical. Cold sealing also reduces energy consumption.
What Is the Difference Between Type II and Type III Anodizing?
They both use sulfuric acid electrolyte, but type III uses it at a higher concentration and lower temperature. Type II produces a thickness of 5 to 25 µm. While type III produces a thickness of 25–75 µm.
What Chemicals Does the Anodizing Process Use?
The anodizing process uses strong acids as electrolytes. These acids are specifically chromic acid for Type I anodizing and sulfuric acid for Type II and Type III acids.
Will Anodization Wear Off?
The anodization can wear off over time due to friction or heavy use.
How Do I Assess the Quality of Anodized Parts?
Visual inspection and instrumental testing can evaluate the quality of the anodization process.
Why Should I Include Jig Marks in My Design?
Jig marks ensure repeatability, accuracy, and speed. They allow you to align tools or materials in the same spot.
Can Steel Be Anodized?
It can be anodized, but in a different way than aluminum. It creates porous iron oxide rather than a protective barrier.

0 Comments