 Thermoplastic injection molding
Thermoplastic injection molding
Thermoplastic injection molding is one of the most popular thermoplastic processes for making complex, adaptable designs from the material for different industries. Injection molding involves complex machinery and is well-suited to mass production. Like a typical engineering process, this plastic injection molding process starts with material preparation, proceeds through various manufacturing steps, and culminates in post-processing.
Some thermoplastics available to the manufacturer are ABS, PC, PE, PP, and PS. Each has its unique properties that can affect the effectiveness of parts in a project. But with an expert injection molding service company at hand, you will find the seemingly complex process simple.
This post provides comprehensive coverage of injection molding for thermoplastics. Read on for a discussion of applicable thermoplastics, the process steps, comparison with other processes, and the process’s industrial applications.
What is Thermoplastic Injection Molding?
Thermoplastic injection molding processing is a prominent manufacturing process for this plastic category that entails heating the material to a plastic state. Pressure is then used to inject the material into a mold cavity.
The mold cavity is shaped like the desired product. On cooling and solidifying, the material in the mold cavity is removed. The item can be used as it is or subjected to post-process steps to enhance aesthetics and functionality.
The Thermoplastic Injection Molding Process
The thermoplastic injection molding process is made up of material preparation, melting, injection, cooling/solidifying, ejection, and post-processing.
Material Preparation
Plastic pellets are prepared and placed in the hopper. The heated barrel starts to heat the pellets.
Melting
The barrel contains a reciprocating screw, which enhances the heating and shear forces on the material. This action ensures the melting process is uniform.
Injection
Molten material is pressurized into the mold cavity, ensuring the formation of even the minutest design features.
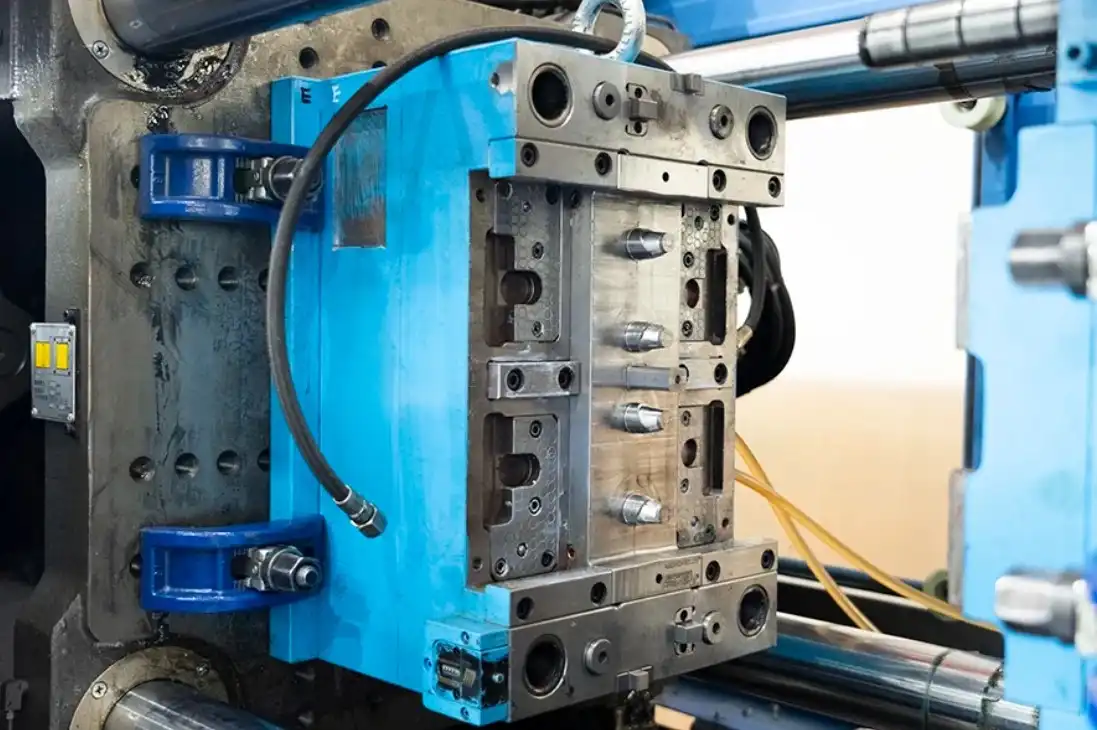 Injection molding machine
Injection molding machine
Cooling/Solidification
Once the injection is complete, the molten material is allowed to cool under controlled conditions. As it solidifies, it takes the shape of the mold. Molds come with temperature-controlled cooling systems for faster cycle times and fewer defects.
Ejection
The molding process ends when the part has solidified. Ejector pins help release the part from the mold. Any remnant material, such as runners and sprues, is cut from the part.
Post-processing
In this final step, processes to enhance the part’s aesthetics and usability are performed. The most popular ones are pad printing, laser marking, and printing.
 Laser-marked plastic part
Laser-marked plastic part
Thermoplastic Injection Molding Surface Finishes
An injection-molded thermoplastic part is incomplete without a surface finish. Manufacturers have two choices – direct texturing and post-molding surface finish.
Direct Texturing – In this case, the molding tool comes with the necessary surface finish. The finish categories are matte, textured, gloss, and semi-gloss finishes. This texturing is guided by two standards, namely VDI 3400 finishes and SPI finishes.
 Direct texturing on a plastic box
Direct texturing on a plastic box
Post-Molding Texturing – The manufacturer can also apply the texture after molding. Popular options for this one include electroplating, laser etching, spray painting, and pad printing.
Common Types of Thermoplastics for Injection Molding
The most common injection-moldable plastics include acrylonitrile butadiene styrene (ABS), ethylene vinyl acetate (EVA), high-impact polystyrene (HIPS), and polycarbonate (PC). Others are polyethylene (PE), polyethylene terephthalate (PET), polypropylene (PP), polystyrene (PS), polyvinyl chloride (PVC), thermoplastic elastomers (TPE), and thermoplastic polyurethane (TPU).
Acrylonitrile Butadiene Styrene (ABS)
The terpolymer comprises Acrylonitrile, Butadiene, and Styrene. Each of these monomers adds distinct characteristics to the material. Their molecular structures are shown below.
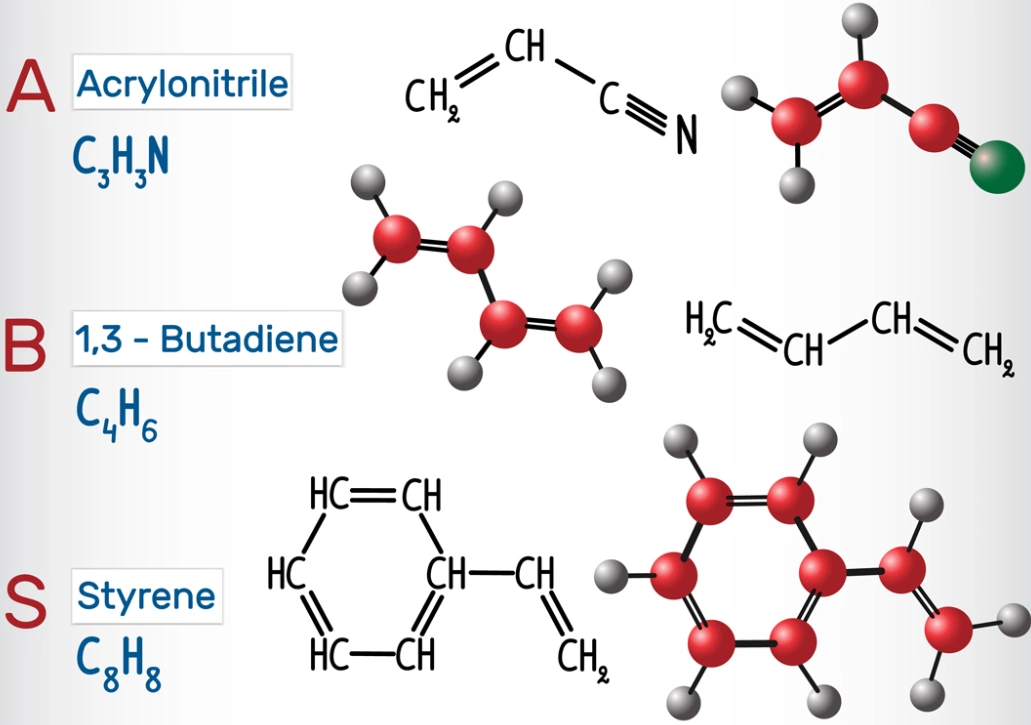 ABS monomers
ABS monomers
ABS is regarded for a balance of aesthetic appeal, rigidity, and strength. Its injection-molded parts are common in toys, consumer electronics, and medical devices.
Ethylene Vinyl Acetate (EVA)
This thermoplastic resin is derived from ethylene and vinyl acetate monomers. It makes excellent sports items, including shoe soles. Flexibility and shock absorption are the main selling points of this material.
 EVA shoe sole
EVA shoe sole
High Impact Polystyrene (HIPS)
To add to cost-effectiveness, HIPS is also impact-resistant, durable, and versatile. Different grades are available, from HIPS 7055 to HIPS 7240. Some of the material’s products are cosmetic cases, car dashboard parts, and medical diagnostic trays.
Polycarbonate (PC)
With excellent durability, optical clarity, and impact resistance, PC is one of the most popular thermoplastics for injection molding processes.
 Injection-molded PC car headlight
Injection-molded PC car headlight
Polyethylene (PE)
This is another widely used plastic. The precision thermoplastic parts are preferred for their cost-effectiveness, strength, chemical resistance, weather resistance, and design flexibility.
Polyethylene Terephthalate (PET)
PET’s dimensional stability, food safety, strength, and clarity are important properties for different components. Its injection-moulded applications include beverage bottles, automotive parts, and food containers.
Polypropylene (PP)
PP is cost-effective and easy to process. It is used to manufacture durable parts such as car bumpers, riding helmets, tool handles, and surgical instruments.
Polystyrene (PS)
The processing ease, rigidity, and clarity of polystyrene endear the thermoplastic to many industry users. Manufacturers inject the plastic for various precision thermoplastic parts, including kitchen utensils, packaging materials, toys, and construction insulation materials.
Polyvinyl Chloride (PVC)
PVC injection molding creates a wide range of weather-resistant, chemical-resistant, and versatile components. The plastic is preferred in the manufacture of plumbing parts, automotive components, home appliances, and medical devices.
 PVC plumbing fittings
PVC plumbing fittings
Thermoplastic Elastomers (TPE)
Thermoplastic Elastomers (TPE) offer the processing capability of thermoplastics and the flexibility of elastomers. Common TPE parts include medical products, footwear, electrical plug housings, and car interior trims.
 TPE medical products
TPE medical products
Thermoplastic Polyurethane (TPU)
A major reason thermoplastic polyurethane injection molding is popular is the material’s high flexibility. To add to that, the thermoplastic is abrasion-resistant, strong, and chemical-resistant. Thermoplastic elastomer injection-molded parts from TPU are commonly used in applications such as steering wheel covers, medical catheters, watch straps, and phone cases.
 TPU mobile phone cover
TPU mobile phone cover
Why are Thermoplastics Suitable for Injection Molding – Effect of Properties on Process
Several properties make thermoplastics ideal for manufacturing injection molding plastic parts: Strength, accuracy, heat resistance, recyclability, and material versatility. Injection molding parts are stronger than 3D printed ones. That’s because the product is homogeneous. It has quality mechanical properties.
Another key benefit of thermoplastics in injection molding is their accuracy. This consistency comes in handy in mass manufacturing. This efficiency is also critical in minimizing material wastage. PAI (polyamide-imide) and PEEK (polyether ether ketone) are examples of heat-resistant thermoplastics common in injection-molded parts. By heat resistance, it means these plastics can be used continuously at temperatures as high as 260 °C.
The recycling of injection-molded plastic has gained traction in recent years. Even if recycled plastics exhibit some variability, the capability is still attractive for many businesses. Furthermore, in-cavity pressure monitoring systems are available to help reduce variability.
 Plastic recycling – pelletizing step
Plastic recycling – pelletizing step
Also attractive is the material variability in thermoplastics for injection molding. With this method, you can use a wide range of materials, as the preceding list of moldable thermoplastics shows.
Limitations of Thermoplastic Injection Molding
The most notable potential limitation of thermoplastic injection molding is the high upfront cost of the process. That’s in the short term. When you look at the longer term, some elements come into play and render the process worthwhile, particularly for large volumes.
They include;
- High precision
- Cost-effectiveness
- Minimal material waste
Ask the manufacturer what types of approaches they use to ensure the injection molding parts are as designed.
Choosing the Right Thermoplastic for Injection Molding
Each thermoplastic behaves differently in thermoplastic processes and is used for the finished part. The factors at play and to be considered in choosing the right injection molding material include project requirements, the injection molding process, cost, and sustainability.
Project Requirements – This is where you ask questions such as, ” What is the main function of the injection molded parts? Is it aesthetics, or strength? Do you need a chemical or heat-resistant polymer?
Every answer to a question can point to a specific type of precision thermoplastic material.
Injection Molding Process – The next consideration is the injection molding process itself. Details such as temperatures, cooling times, and surface conditions matter for each material. Aligning a material’s properties with the process requirements is critical for overall process efficiency.
Cost – Like for any other manufacturing process, the budget has a bearing on the type of material that can be processed. Injection moldable plastics fall under different price categories, some premium-priced, others in the budget-friendly level.
Sustainability – Another consideration that is fast growing in popularity is sustainability. Greener practices are becoming central to operations in many businesses. Recyclable thermoplastics or those hinged on renewable energy sources can be given priority in some instances.
Thermoplastic vs Thermoset Injection Molding
The biggest difference is in how these two types of plastics behave when heated and cooled. There is no chemical curing in thermoplastics. Instead, the materials simply cool and harden. Thermoplastics can be heated and cooled multiple times without loss of functionality. On the contrary, thermosets in injection molding undergo chemical curing or cross-linking. This reaction is irreversible; the plastic hardens permanently.
Thermoplastic Injection Molding Vs. Other Molding Techniques
Injection molding for thermoplastics can also be compared to compression molding, blow molding, and rotational molding, just to bring out some more perspective.
Compression Molding – Compression molding is mostly performed with thermosets. It entails combining pressure and heat to mold the plastic. Thermoplastic injection molding produces more complex and detailed parts.
Blow Molding – While injection molding is mostly for solid products, blow molding makes hollow ones. Injection molding is also more precise.
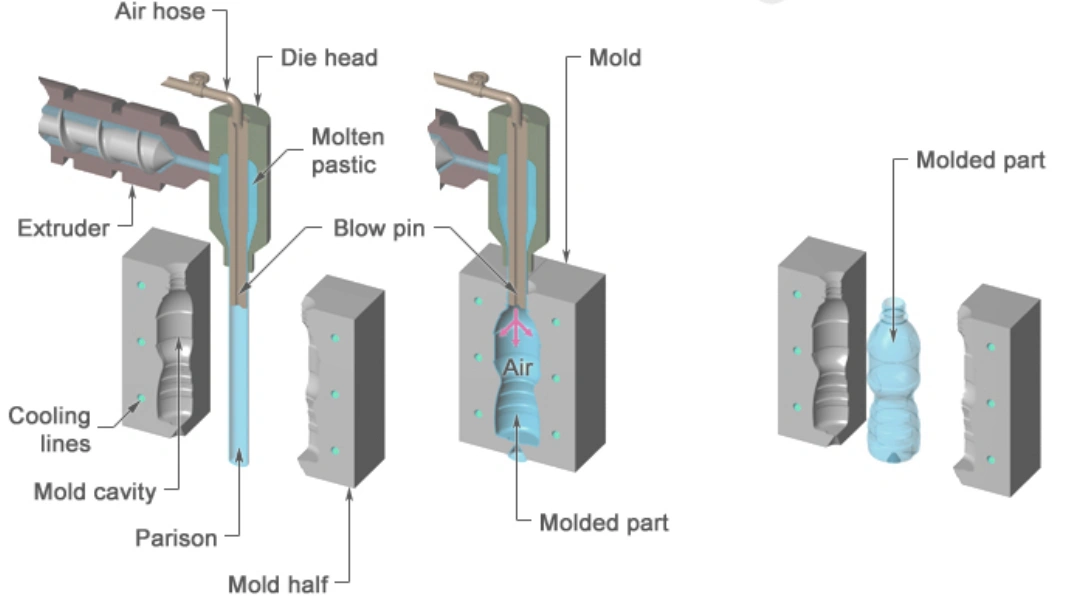 Plastic blow molding
Plastic blow molding
Rotational Molding – Rotational molding produces large, hollow parts. Its intricacies are less than those of injection molding. It is also not ideal for volume products.
What are Thermoplastic Parts Commonly Used For?
Regarding the applications of thermoplastic polymer injection molding parts, the areas include automotive, toys, medical, consumer electronics, and packaging. The precision thermoplastic parts are also common in garden tools and construction, among other areas.
Automotive – Housings, reservoirs, bumpers, dashboard components
Games and Related Parts – Puzzles, toys, drones
Medical – Diagnostic housings, surgical components, disposable syringes
Consumer Electronics – Battery connectors, covers for computers and smartphones
Packaging – Food containers, beverage bottle caps, cosmetic packaging
Construction – Plumbing parts & fittings, window frames, insulation parts
Mold Types and Tooling Used for Thermoplastic Injection Molding
Manufacturers use different types of molds and tooling for thermoplastic processes. The following tools and mold types constantly feature in these processes.
Polymer Injection Molding Machine Components
The main molding machine components are the clamping unit, the nozzle & screw, barrel & hopper, and the mold & ejector unit.
Clamping Unit – It maintains the closed status of the mold as intense pressure is applied during molding.
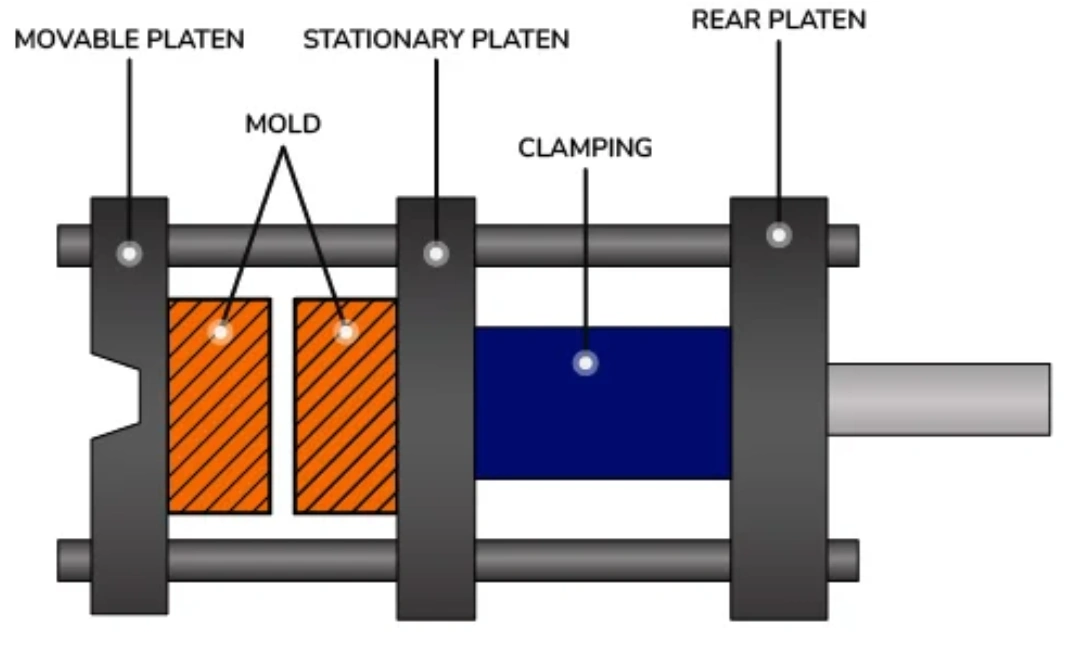 Clamping unit
Clamping unit
Nozzle & Screw – This system injects molten thermoplastic material into the mold and helps maintain uniform melting.
Barrel & Hopper – The two components combine to introduce pellets into the system and melt them.
Mold & Ejector Unit – The mold determines the shape of the part, while the ejector releases the ready product after cooling and solidification.
Types of Molds for Injection Moldable Plastics
Here are some types of molds you can expect in the process of injection molding plastic parts:
- Single-Cavity Molds – They are the most basic and common types of molds. They are ideal for precision parts or low-volume manufacturing because they are restricted to one part per cycle.
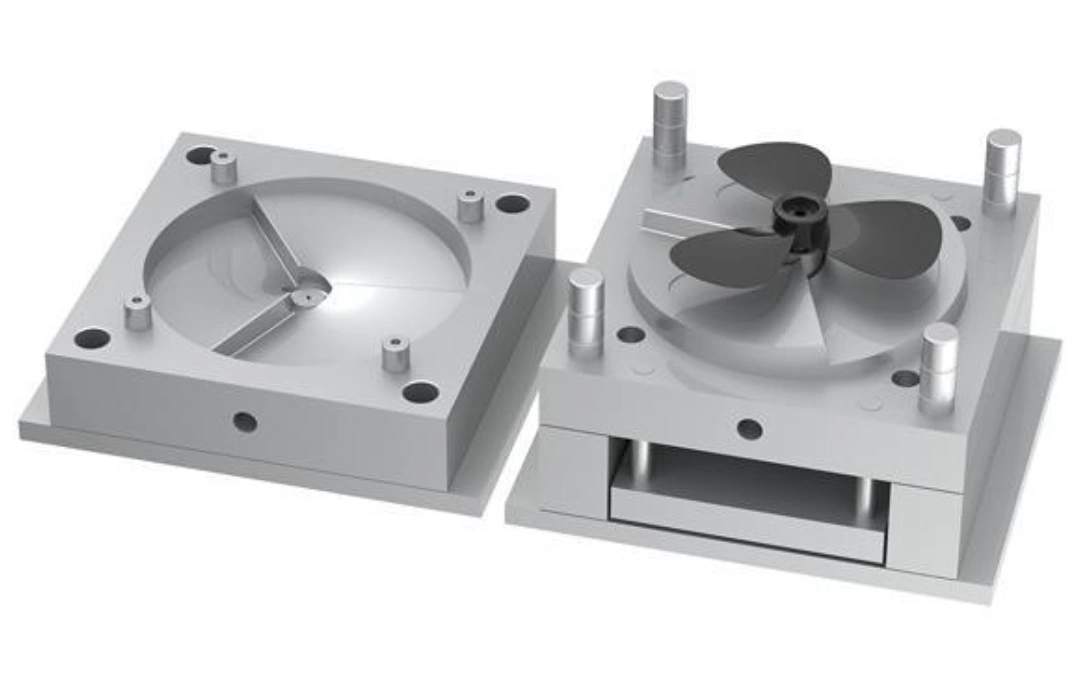 Single-cavity mold
Single-cavity mold
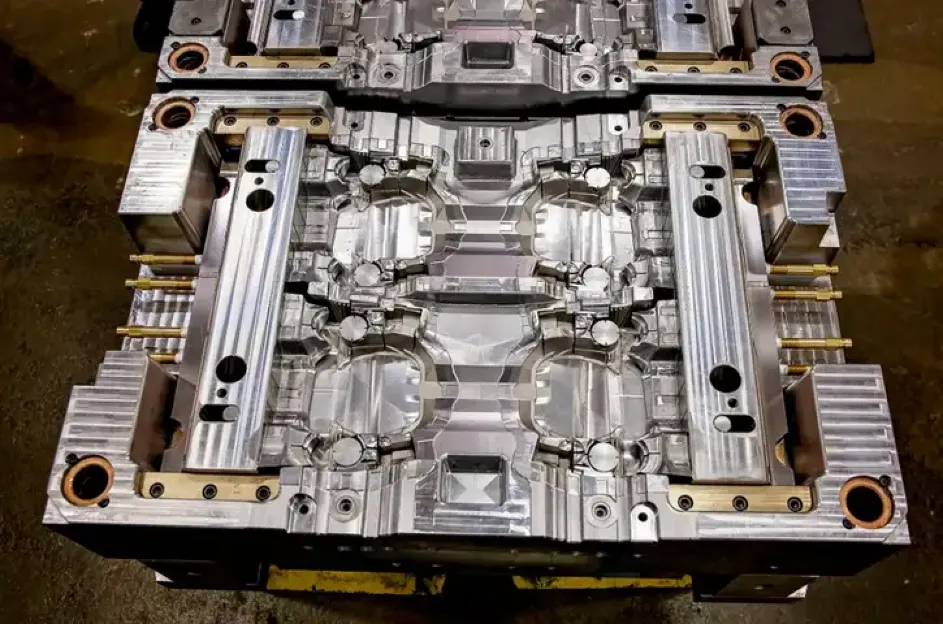
- Multi-Cavity Molds – Multi-cavity molds are also very popular, mostly because they produce multiple parts per cycle. They are highly cost-efficient.
- Cold Runner Molds – These types of molds are also widely applied, particularly for low- to medium-volume manufacturing.
- Hot Runner Molds – These types of molds suit medium- to high-volume production. Their benefit is the elimination of runner waste and the capability to offer faster cycle times.
- Family Molds – Although not as widely used, these molds can also produce multiple different parts in a cycle. They are perfect for making parts for assemblies.
- Insert Molds – This is a specialized category of molds. It combines pre-placed components, shortening the process.
- Prototype Molds – As these molds are for low-volume manufacturing and testing, they are typically made from more affordable materials, for example, aluminum.
- Two-Shot (Multi-Shot) Molds – The two-shot mold injects different types of materials or various colors. It is most preferable for integrated parts.
 Two-shot injection mold
Two-shot injection mold
- Unscrewing Molds – This is another specialized class of molds. Manufacturers need these molds for caps and other threaded parts.
- Stack Molds – This mold technology is rare. However, it is necessary when there is a need to accommodate multiple parting lines stacked vertically. It provides high output, but the high cost and complexity can be a hindrance.
Troubleshooting Common Issues in Thermoplastic Injection Molding
Here are some common issues including burn marks, excess material, distortion, sink marks, and incomplete fill in thermoplastic injection molding, and how we troubleshoot and solve them.
| Injection Molding Issue | Description/Cause | Remedy |
| Burn marks | The part degrades due to too high temperature or trapped air | Lower melt temperature and enhanced venting |
| Excess material | Parting lines release some molten material | Improved alignment and clamping. Minimized wear |
| Distortion | Internal stress and uneven cooling | Minimize wall thickness variations and optimize cooling channels |
| Sink marks | Uneven shrinking along thicker sections | Uniform wall design and the correct packing pressure |
| Incomplete fill | Caused by cold mold, low injection pressure, or insufficient melt | Proper adjustment of pressure and temperature |
Key Parameters in Thermoplastic Injection Molding
The main parameters in thermoplastic injection molding processing are outlined next;
Melt Temperature – This is the temperature of the molten thermoplastic.
Mold Temperature – It is the mold’s temperature, which affects shrinkage, cycle time, and cooling rate.
Injection Pressure – Injection pressure forces the molten thermoplastic into the mold.
Holding Pressure – This pressure is applied after the injection step to help maintain the part’s dimensions and compensate for shrinkage
Cooling Time – The cooling time is the duration of the part to solidify.
Injection Speed – This is the speed of the thermoplastic injection.
Back Pressure – This is the pressure the thermoplastic undergoes in the barrel.
Screw Speed – It refers to the rate at which the screw rotates.
Clamp Force – This is the force that keeps the mold closed.
Shot Size – This is the amount of thermoplastic injected. It should match the size of the mold.
Nozzle Temperature – The nozzle temperature is taken at the mold entry.
Ejection Speed & Force – These two parameters help eject the part from the mold.
Residence Time – This is the time the thermoplastic spends inside the heated barrel.
To Conclude
As this post has demonstrated, thermoplastic injection molding is a critical industrial manufacturing method. Specific materials and processes are involved, the end products being high-quality products for different industries. But remember that the versatility, cost-effectiveness, and precision of this process can only be realized with the right approach. Key to this strategy is partnering with an expert team that can support injection molding projects.
Injection molding services are designed for businesses such as consumer goods, industrial equipment, electrical & electronic equipment, and medical devices. Get in touch today.
FAQ
Which is Better, Plastic or Thermoplastic?
Thermoplastic is a broad category of plastic, so this comparison may not apply. However, thermoplastics are widely used in injection molding because they can be easily melted and reshaped for parts.
0 Comments