Precision Laser Cutting
Without the progression, the industry would never have been made without progress. It goes a step further to a more perfect, more refined trim, and more economical. This is more so now. Even minute medical parts will need to be made to zero tolerance, and even large engine parts of cars.
That much is required of precision laser cutting. A computer-controlled, high-power laser is used to cut the shapes, giving them the characteristic of having been drawn with a beam of light. The resultant effect is the creation of low waste, quality, and conversion of ideas to perfect and physical products. It is the base of modern creation, where minutia is a guarantee of success.
This article discusses the working of precision laser cutting and the reasons why it is extremely accurate. You will be aware of what it has been doing best, its strengths and weaknesses, and the number of industries that it serves.
What is Precision Laser Cutting?
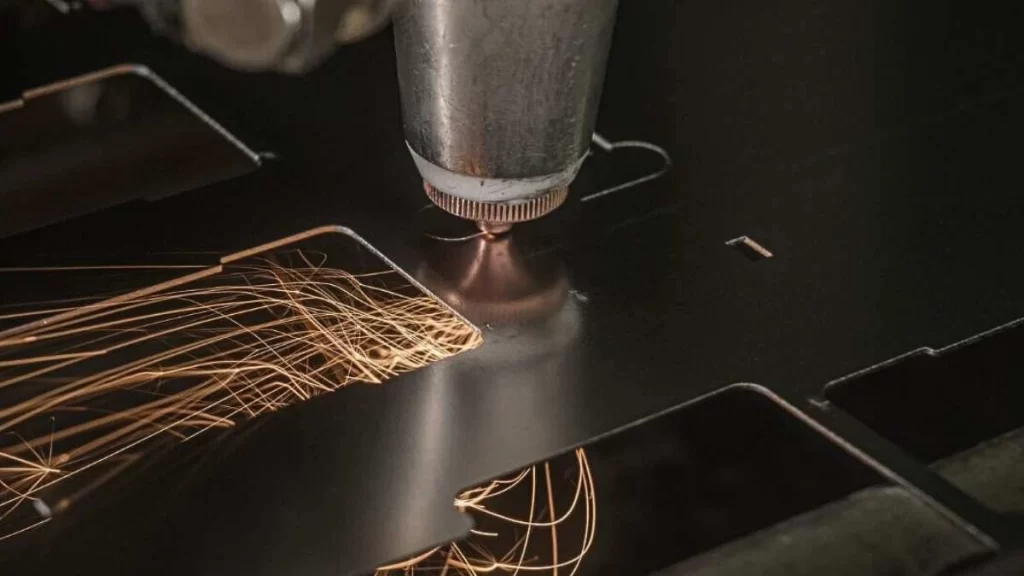
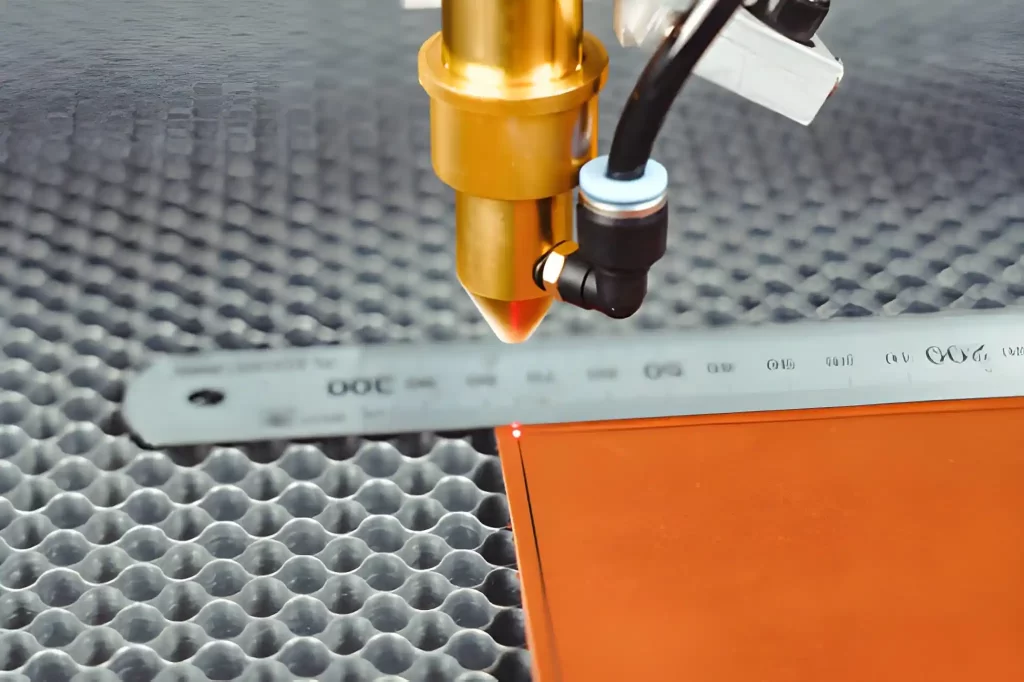
High Precision Laser Cutting Machine
Laser cutting began to develop in the mid-1960s. Initial machines were used to cut diamond dies using ruby lasers. More developments in the process occurred in the 1980s and 1990s, especially with more powerful CO2 lasers, CNC automation, etc. It enhances the capacity and accuracy of the procedure enormously.
Precision cutting involves passing a beam of laser through a focused laser using a CNC motion system. It is applied to machining materials with very narrow tolerances and fine feature sizes as well. Precision laser cutting is different in that it pushes the limits of accuracy to new heights, unlike general laser cutting, which has a very broad scope of sheet material separations.
It targets small-scale accuracy, less than a micron kerf, and the ability to create complicated interior forms and thin edges. Precision is not particularly a marketing term. It finds application in the aerospace, electronics, and medical devices industries.
In such areas, everything must have high-dimensional tolerances, and there should be fewer warpages or heat effect regions. Such industries need to have high accuracy in sheet metal tolerances. It makes every cut part fit properly into assemblies of tight parts.
Precision Range in Laser Cutting
Precision laser cutters allow a very fine tolerance to be made, and the effective tolerance is determined by the nature of the material and the nature of the laser used. The common practice is to have a variation of 0.001 to 0.003 inches (25-75 microns) of accuracy in industrial-grade machines. The finest high-end high-precision systems may reach that within 0.0005 inches (some 12 microns).
Working of Precision Laser Cutting
To know how precision laser cutting works, it is divided into the key components, which are the types of lasers. It also entails the fundamental parameters that control the cutting accuracy of the material.
Core Mechanism
It is made up of a tiny but highly powerful laser beam. A set of lenses and mirrors is used to send the beam to the part. It generates a beam of light that is sent into mirrors (in case of a CO2 laser) or fiber strands (in case of a fiber or solid-state laser). The light is then focused by a lens or a cutting head until it is a small dot on the material.
Once the light reaches that position, it is very intense to the extent that the material is made to become very hot. It can melt or vaporize, or even burn, in case a reactive gas is utilized. In the meantime, a gas (typically oxygen, nitrogen, or compressed air) is blown into the same line via the cutting nozzle.
This gas does a number of things. It clears melted or gaseous debris in the cut. It is also used to control responses in the cut (such as the use of oxygen to cut steel), and cools and clears the region.
Once the laser or part is loaded, a computer numerical control (CNC) motion system causes the laser head or the part to move along the motion-programmed path. This laser-cut program allows the creation of complex forms and very finely cut out forms. The laser does not touch the material; thus, the mechanical strain is minimal, and fine lines can be cut or an opening made into the material.
Types of Lasers Used
The CO2 lasers, the Nd: YAG lasers, and the fibre lasers are the three most commonly used industrial lasers for precision cutting.
1. CO2 Laser Cutters
CO2 Laser Cutter
CO2 lasers are made up of a mixture of CO2 gas, nitrogen gas, and helium. These are usually 10.6 micro frequency. They are frequently used when cutting materials like metals and polymers in two directions on a flat surface.
2. Neodymium-Yttrium-Aluminum-Garnet (Nd: YAG) lasers

YAG Laser Cutting Machine
The Nd: YAG lasers have a much shorter wavelength of operation of approximately 1.06 micrometers. This allows 3-D cutting and trimming, besides their transportation across the fiber.
3. Fiber Laser Cutters

Fiber Laser
These lasers have an operating distance of 1.0 and 1.1 micrometers. Due to their capability of focusing on a small spot, which is coupled with the material, and good beam quality, they are commonly known to cut metal.
Key Points Affecting Precision
The quality, accuracy, as well as repeatability of a precision laser cut are determined by several interrelated parameters:
| Parameter | What it controls | Typical/Notable Values |
| Spot size / Beam quality | Determines how tightly the laser can focus. A small spot means higher energy density and a narrower kerf. | Spot widths can reach under ~0.012 in (≈0.30 mm) for quality setups. |
| Kerf width | The actual width of material removed by the cut → narrower kerf = less waste and more finely cut features. | Normal high-precision kerfs vary between 0.004 and 0.012 in |
| Focus depth / Focal length | It ensures the beam stays optimally focused through material thickness. | Optimal focus location depends on material thickness and machine optics. |
| Motion system accuracy / CNC control | The laser head or table has to take the path accurately. This minimizes vibration and backlash, enhancing dimensional accuracy. | Positioning tolerances can be around ±0.002 in (≈±0.05 mm) in high-precision machines. |
| Assist with gas type & pressure. | It affects the removal of molten or vaporized material, with an impact on oxidation, edge finish, and the cleanliness of a kerf. |
The option of using oxygen or nitrogen, or argon is determined by the material. Pressures and gas purity affect quality. |
| Material absorption/reflectance & thickness | Highly reflective or thermally conductive materials (e.g., copper, aluminium) are more difficult to cut accurately. Thicker materials also reduce precision. | As thickness increases, kerf width and HAZ may enlarge. |
The heat-affected zone (HAZ) is the area around the cut that undergoes thermal changes such as annealing, melting, oxidation, or microcracking. This concept is very important in laser cutting. The goal of precision laser cutting is to minimize the HAZ. This lessens the amount of post-processing required while preserving the material’s structural and visual integrity.
Advantages of Precision Laser Cutting
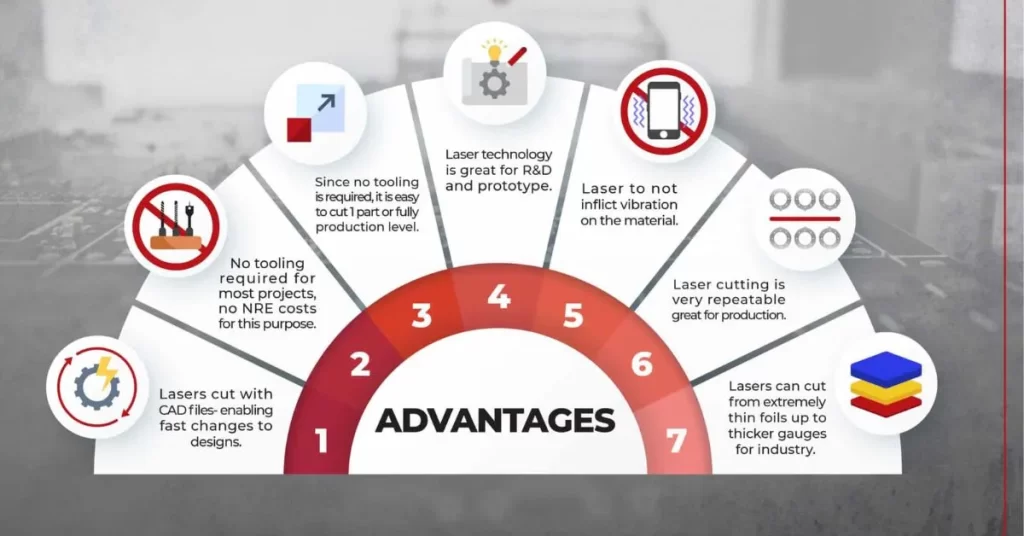
Advantages of Laser Cutting
The effects of combining technology and precision go far beyond tidy cuts. The main benefits that set precision laser cutting apart in current production are listed below.
1. Fine geometries and ultra-fine features
Laser cutting can cut exceptionally small details, narrow openings, and complex shapes inside which are hard or expensive to produce in traditional machining. Since the laser beam is minute and very controllable, you require fewer changes of tools. The process can reproducibly manufacture delicate or even intricate geometries. It showcases outstanding laser cutting precision that ensures consistency and accuracy in every cut.
2. Minimal thermal distortion / small heat stress zone (HAZ)
The energy in the laser is closely localized, hence less heat is absorbed by the material around. It minimises distortion, warping, and residual stresses.
When comparing laser cutting vs waterjet cutting, Lasers are superior in speed and clean edge, whereas water jet techniques are superior when working with materials that are sensitive to heat.
3. Wide material range

Laser Cutting of Metal
The modern laser machines are able to cut a vast array of materials. They can operate on steels, such as stainless steel, titanium, aluminum, copper, plastics, as well as composites when the machine and settings are selected properly. This flexibility implies that you can have a great number of fabrication steps in a lesser number of processes and machines.
4. Quickness, accuracy, and reduced tool wear
The process is non-contact, which means there is practically no wear on the tools. The cutting head does not make any contact with the workpiece, hence consistency remains high throughout several cycles. Quick production with high-speed CNC movement and easy changes of programs can be used in the production of parts with a lot of repetitions or complex profiles.
5. Less waste and fewer finishing processes
A thin kerf (cut width) will produce a stronger number of parts per sheet, reduced scrap, and improved nesting. The clean-cut edges also minimize or accommodate the elimination of secondary finishing processes like deburring and grinding to cut down labor and total expenses.
Try Prolean Now!
Limitations and Considerations of Precision Laser Cutting

Fiber Laser Cutting Applications
No matter how high the technologies are, limitations are possible, and precision laser cutting cannot be an exception. The awareness of these limits will enable manufacturers to use the technology where it best fits.
1. High start-up, service, and training costs
An expensive laser cutter is highly precise. It should be frequently maintained, and maintenance training of operators has to take of the beam quality, optics, and the accuracy of motion. Laser cutting costs are a big bottleneck, especially for smaller workplaces with workshops.
2. Material limitations and thickness
Laser-made accuracy is best applied to thin to medium thickness. Accuracy and speed decrease as the material becomes thicker. Other technologies can be more efficient in the case of very thick plates or heavy sections.
3. Reflection and thermal issues of materials
Copper and brass, which are highly reflective or very thermally conductive materials, may create special problems. The laser ray can be reflected, or the heat can diffuse. So, to avoid common laser cutting defects such as rough edges, incomplete cuts, or surface burns, special equipment or close observation of the process is required.
4. Vapour and safety Fume, vapour, and safety considerations
Some materials, such as PVC, ABS, and polycarbonate, release harmful gases like hydrochloric acid and cyanide compounds during laser cutting. It needs all the proper ventilation, filtration, and safety systems, which further creates a complexity of operations.
5. Design‑specific constraints
Laser cutting is highly flexible, but not all of the shapes or materials favour other procedures. When access to a part is exceptionally thick or needs excessively deep straight-wall cuts that cannot be done by laser, mechanical, water-jet, or wire EDM vs laser cutting can be superior.
Try Prolean Now!
Applications of Precision Laser Cutting
CO2 Laser Cutting Applications
Laser cutting is also applied with more and more precision in various industries, including aerospace and architecture, and this is because of its versatility, precision, and speed.
1. Aerospace & automotive
The aerospace manufacturers need interchangeable, lightweight, and complex components. Such components are cut with low wastage and without heat damage, and hence, firms can make clean and reliable cuts on the panel skin, bracket, and engine mount.
The same approach is used for body parts, safety enhancements, battery cases of electric cars, and others in the automotive plants. It is also quite a fast process, which can be repeated with high rates of production, and the quality will remain the same.
2. Electronics and medical equipment
Components of ever smaller size are made by electronics makers, and require ultra-fine cuts and extreme precision. High-precision patterns, minute housings, circuit boards, connectors, and thin materials can be cut using a laser.
In medicine, laser cutting offers sharp edges with no burrs, e.g., in bone screws, surgical instruments, and stents. The stainless steel laser cutting has the precise specifications that are demanded in electrical and medical components.
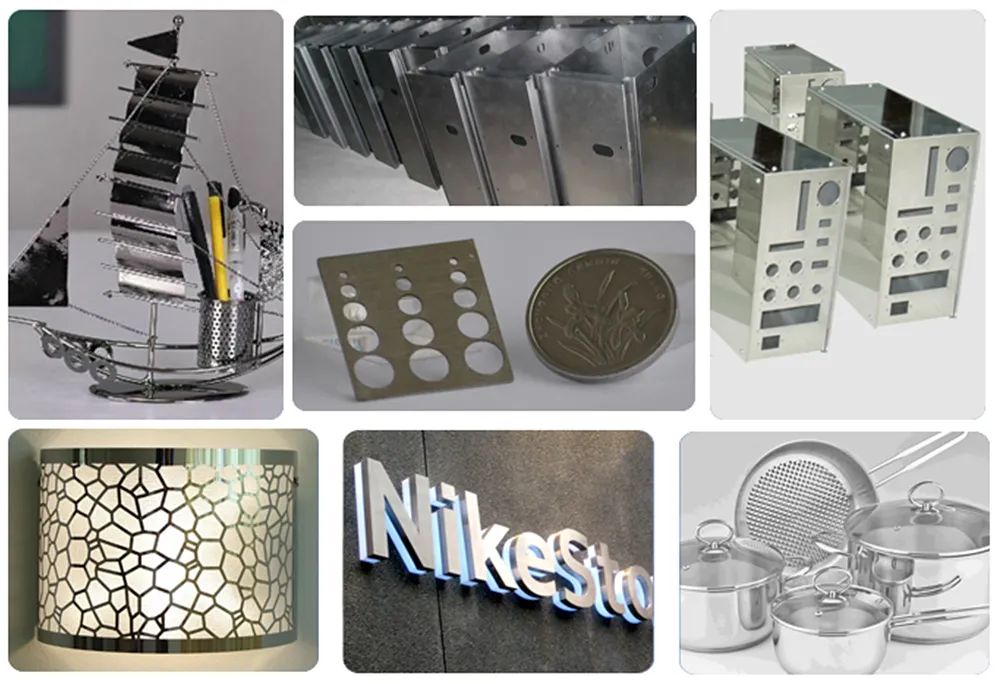
3. Architecture / decorative
Laser cutting is used to produce buildings and decorations, where designers develop detailed metal, wood, and plastic panels; facades, interior panels, and signs that are aesthetically pleasing and attractive.
4. Flexible manufacturing & trends
Laser cutting is also becoming popular in electric vehicles, Industry 4.0, and rapid prototyping. An example is the car battery trays, which are sliced very precisely to lower their weight and shape them better.
Lasers do not need physical contact, and they can be combined with CAD/CAM and automation. This is why they are the best in quick prototyping, small batch, and mobile factory configurations.
Try Prolean Now!
Conclusion
The fact that precision laser cutting is the best way to show that even the smallest details can have the highest value. Light is turned into an instrument of craftsmanship, a manipulation of materials to an extent that could not be achieved otherwise.
It describes the quality, efficiency, and innovation in one beam across industries. The perfection of every smooth line and perfect shape is the advancement of technology and the perfect line in discipline.
We make that precision available at Prolean, a trusted laser cutting manufacturer. We offer the best industrial standards, laser cutting services, and this guarantees perfection in every project.
Get in touch with us, and we will talk about your project and give you an immediate quote.


Thank you for detailing the plasma cutting details, it was helpful.