
Aluminum Extrusion Tolerance is the permissible deviation range when designing custom extrusion profiles. These tolerances influence the functionality and final part quality. These tolerances help guarantee that similar parts can be manufactured with small deviations and fulfill design specifications. Before going further into details of extrusion tolerances, let’s discuss What is aluminum extrusion. In extrusion, various factors impact the tolerance. These include profile wall thickness, overall dimension, and the alloy type being used. Moreover, the extrusion shape (solid or hollow) affects how much precision is required.
If you don’t specify your tolerances, the chances are higher that your extruder may produce parts that fit too loosely and too snugly. It also complicates the assembly process. Besides, it often leads to part failure, leading to higher costs and unusual delays. The initial design phase itself needs to focus on the right tolerances defined for the manufacturing process to work effectively. In this article, we will focus on the factors that impact tolerance and industry standards.
What Are Aluminum Extrusion Tolerances?
Aluminum Extrusion Tolerance
Aluminum extrusion tolerances are defined as the allowable deviation in dimensions for a specific part. In any project, these ranges are agreed upon by the manufacturer and the customer before actual production starts. Tolerance is a control that limits how much a part can be off of its intended design while still allowing it to function as designed.
Aluminum extrusion tolerances are defined by specific dimensions and are often given in decimal fractions of the millimeter and a percentage of the total size. They define limits, and even if the part is slightly out of spec, it will still work within the design envelope.
Aluminum extrusion tolerances in the general engineering design stages. The design drawings specify exact dimensions, including toleranced areas. These tolerances are noted on the drawing as (+) or (-) values, typically in (mm) and (%).
A careful profile will permit a ±0.2 mm deviation; a larger profile may have a 1-2 mm tolerance. Defining these boundaries as early as possible in the design process helps you validate that the entire extruded piece is capable of being used as intended and determines deviations from the specifications that will not affect the actual part functionality.
Standard Aluminum Extrusion Tolerances
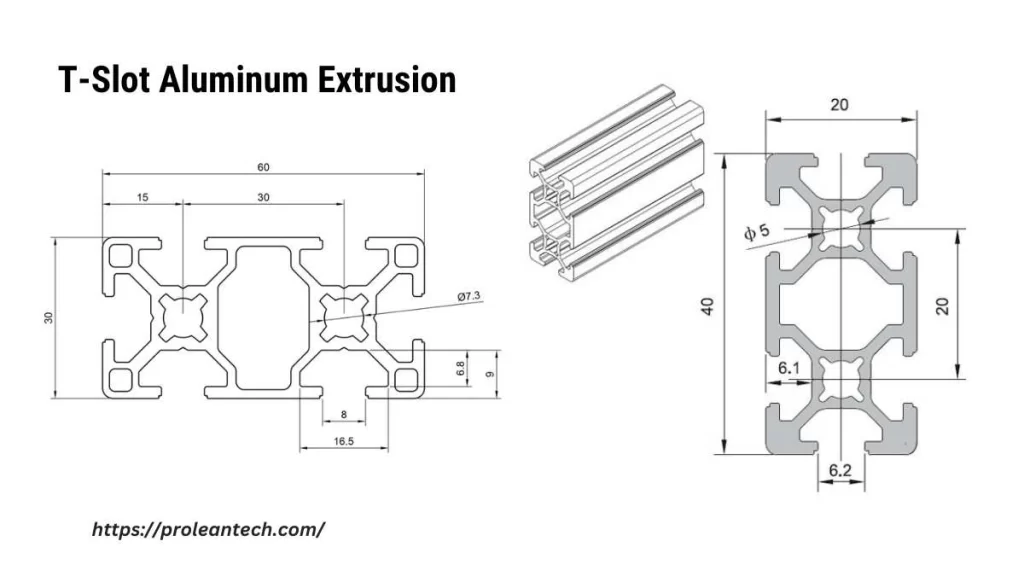
T-slot Aluminum Extrusion Profiles
The Aluminum Association and The American National Standards Institute have formulated industry standard tolerances for aluminum extrusions. Resource.
They are developed with current extrusion industry machinery and customer needs in mind. The actual tolerances will vary based on the complexity and overall size of the profile. Looser tolerances typically work with smaller or simpler profiles, while more complicated profiles—are more elaborate with many sections. These need to be precisely controlled more stringently to keep dimensional accuracy.
High-precision Applications Pre-specified
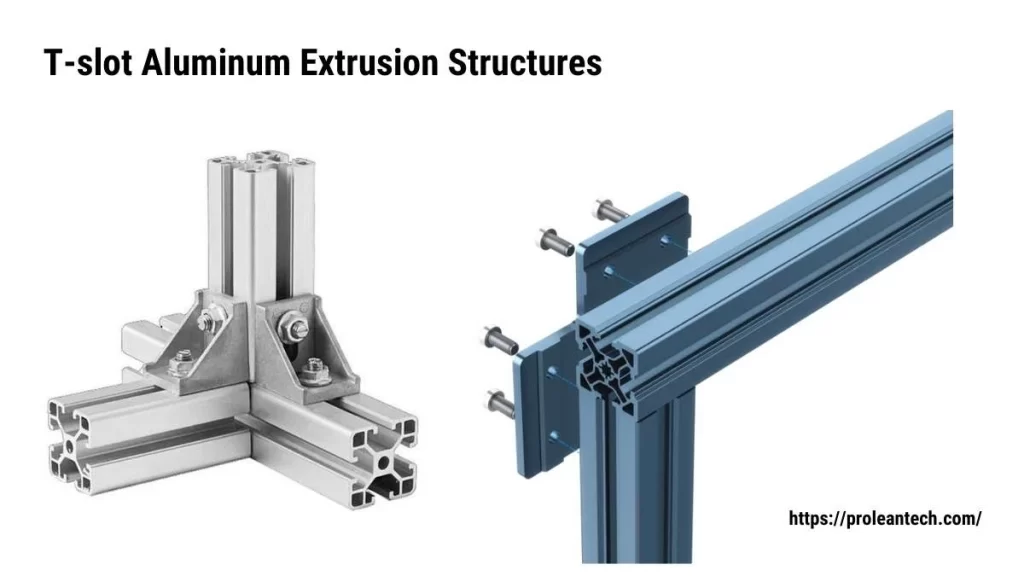
T-slot Aluminum Extrusion Structures
At times, a project must have tolerances tighter than the typical limits in the industry. To obtain these specialized tolerances, additional processes are required during the extrusion process. This may involve finer die corrections, lower extrusion rates, and more dimensional inspections.
Stricter tolerances mean more accuracy, but that comes with a price, as well as a time penalty. A special effort is required to achieve a tolerance of ±0.1 mm rather than the common ±0.5mm. Where tighter tolerances are required for your project, early specification of tolerance requirements is important.
Communicating your tolerance needs during the quoting phase can help avoid delays and added costs if adjustments need to be made mid-manufacturing. Besides, collaborating with the manufacturer to ensure that the final product will meet the required specifications (and be manufacturable) is critical from the outset.
Try Prolean Now!
Industry Standards for Common Aluminum Extrusions
In industries, precision extrusion tolerances are important for getting the guaranteed quality and performance out of the final product. These tolerances allow each part to adhere to specified dimensional requirements while accommodating slight variations in the manufacturing process. To verify uniformity and consistency across various applications, industry standards have been established for aluminum extrusion tolerances. These common tolerances and standards are critical to avoid expensive rework, delays, and final product failures.
Let’s take a closer look at the general aluminum extrusion tolerances industry standards:
Aluminum Extraction Tolerances ANSI/A0001-1:
The Aluminum Association and ANSI define specific tolerance standards for aluminum extrusions, such as ANSI H35.1 These standards help describe the different precision levels needed for each variety of aluminum extrusion based on what the manufacturing equipment can achieve and what customers need.
The requirements vary according to the complexity of the profile. For simpler shapes, tolerances can be less strict, while more complex close-profile, aluminum extrusion heat sink, and cross-section shapes need tighter tolerances. These criteria give manufacturers guidance on how to consistently produce parts that meet their customers` specs and perform as intended in their end products.
Aluminum Extrusion Tolerances Common Profiles

Aluminum Extruded Profiles
Some of the general tolerance ranges used in aluminum extrusion depending on profile type are given below:
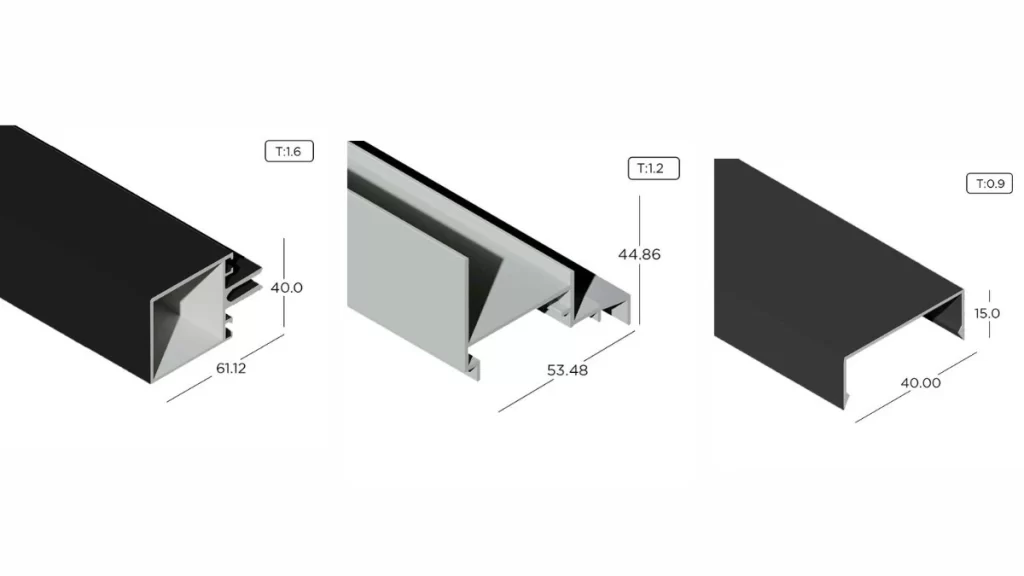
Wall Thickness: A standard wall thickness profile will have a tolerance of between ±0.2 mm to ±0.5 mm. Thicker walls tend to have a wider tolerance, but thinner profiles may need greater control to retain strength and integrity.
Overall Dimension: The tolerance for overall dimensions (length, width, etc.) in general can range from ±0.5 mm to ±1.0 mm. The tolerance value usually depends on how complex and large the extrusion is.
Cross-sectional Area: For standard profiles: Tolerance generally in ±0.5 mm for smaller cross-sections and ±1.0 mm minimum for larger sections.
These tolerance ranges are common but are dependent on the profile’s design, alloy used, and customer requirements. (Read more about cnc machining vs aluminum extrusion)
How Alloy and Temper Alter Tolerance Standards
The compositions are also heat-treated and tempered to produce a very tight tolerance for the extruded product. Other alloys like 6061 give better mechanical properties when compared and can hold smaller tolerances than an alloy like 6063, which is softer and leads to dimensional variations.
Moreover, the temperature of the aluminum will affect tolerances. For instance, T6 temper extrusions are heat-treated, which increases the material’s strength and enables precise dimension control. At the same time, alloys in a T5 temper may show greater dimensional variations.
Try Prolean Now!
Industry Standards with Special Tolerances

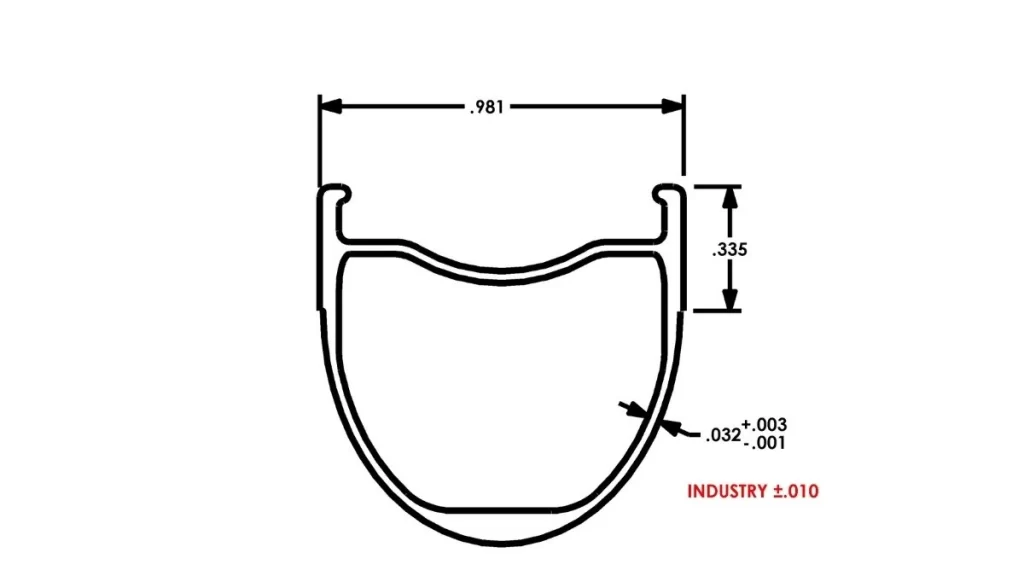
Standards Aluminum Extrusion Tolerance Measurement
Although the standard tolerances are adequate for most projects in general, there are a few specific applications that demand tighter tolerances than is usually possible. To reach these unique tolerances, more steps need to be taken, including modifying the die design, using slower extrusion speeds, and inspecting more frequently during the production process.
For example, aerospace, automotive, and precision engineering applications require dimensions to a tighter tolerance of ±0.001 inches (0.025 millimeters) or even smaller. The resin flow wall and parting line boundaries may need to be extended to meet these specifications. Because small dimensional differences can pose functional and safety concerns for the end application. Obtaining tighter tolerances comes with additional expense and increases lead times.
It’s important to discuss in advance with the manufacturer if your project is more tolerant. That way, you know the extrusions will meet your quality specifications, and you can avoid having production grinds to a halt while you try to fix any twins.
Aluminum Extrusion Tolerances Chart: A Guide for Custom Projects
Aluminum Extrusion Tolerances Chart
Aluminum extrusions are made to specific tolerances to verify they fit, work properly, and meet quality standards. Understanding these tolerances for flatness, squareness, twist, and straightness tends to the success of your custom profiles. Here’s a simplified guide to help you understand these critical tolerances and their limits.
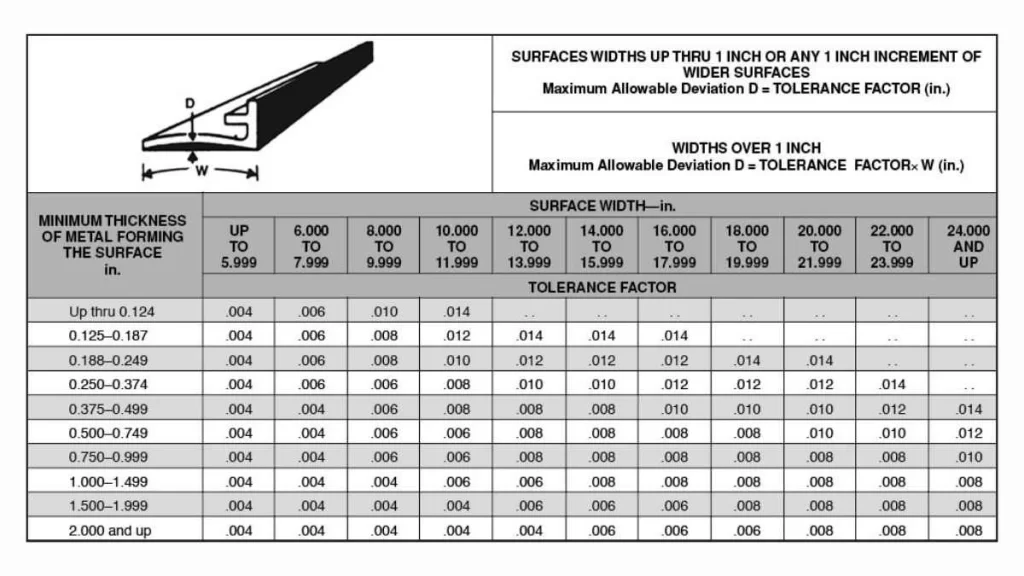
Flatness Tolerances for Aluminum Profiles
Flatness determines whether the profile’s surface is smooth or not. It measures the allowable deviation along the profile’s length. This tolerance normally varies based on the width of the profile.
|
Profile Type |
Up to 6.00″ |
6.00″-7.99″ |
8.000″-9.99″ |
|
Solid & Semihollow |
±0.004″ |
±0.006″ |
±0.010″ |
|
Hollow Profiles |
±0.006″ |
±0.008″ |
±0.012″ |
Use straight edge and feeler gauges to check the flatness. It confirms the profile stays within these limits.
Squareness Tolerances for Aluminum Extrusions
Squareness allows you to verify whether the angles of your profile are accurate or not. The tolerance for squareness is typically ±1° from the specified angle. For example, a 45° angle can vary between 44° and 46°.
|
Angle Deviation |
Tolerance |
|
1° over 1 inch |
0.017″ |
|
½° over 1 inch |
0.0085″ |
You can measure squareness using a protractor and a square.
Twist Tolerances in Aluminum Extrusions
Twist defines how much the profile can rotate along its length. It is important to make sure the profile stays aligned in its application. The twist tolerance depends on the width of the profile.
|
Profile Width |
Twist Allowance |
Maximum Twist |
|
Up to 1.499″ |
1° per foot |
7° |
|
1.500″ – 2.999″ |
½° per foot |
5° |
|
3.000″ and over |
½° per foot |
3° |
Measure the twist by placing the profile on a flat surface and checking for any rise with feeler gauges.
Straightness Tolerances for Aluminum Profiles
Straightness verifies the profile remains straight along its length. The straightness tolerance allows for some deviation, which can be checked using a straight edge or granite block.
|
Profile Length |
Straightness Tolerance |
|
Up to 6 feet |
±0.012″ per foot |
|
Over 6 feet |
Maximum 0.072″ bow (6 feet) |
Factors That Affect Aluminum Extrusion Tolerances
Different factors influence the tolerances of aluminum extrusion. An understanding of these parameters is fundamental to achieving the level of accuracy you need for your extrusions. These parameters influence the dimensional accuracy, strength, and functionality of end-use products. Let’s take a look at the major factors influencing aluminum extrusion tolerances.
Profile Complexity and Shape

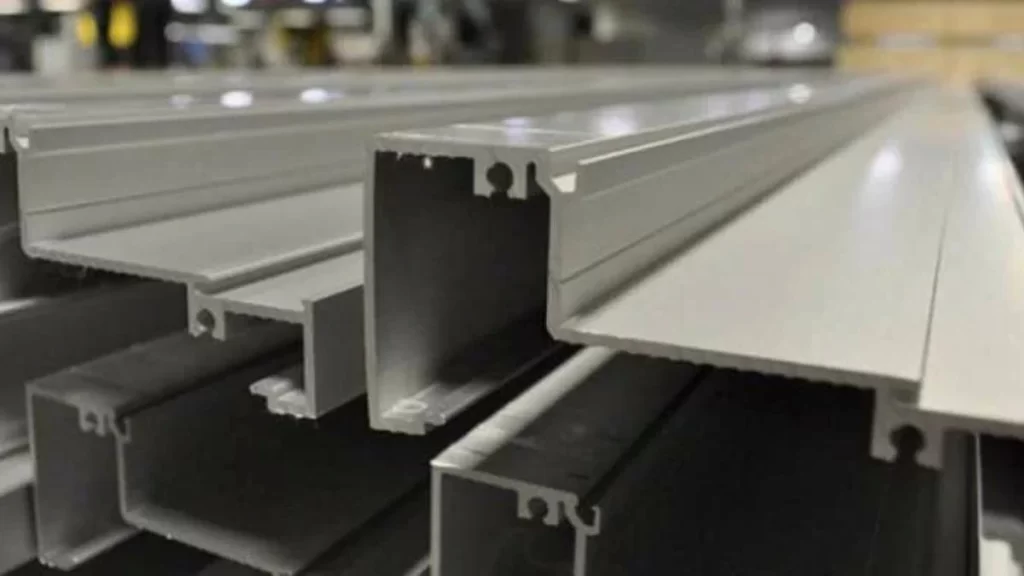
Finished Aluminum Extruded Products
The complexity of the profile greatly affects the tolerance level. Looser tolerances help make simpler, flat profiles like bars and angles. On the other hand, more complicated geometrical parts, particularly with thin walls or cross sections, are precise tolerances. The more complex the profile, the more difficult it is to accurately control its size.
Alloy Type
The alloy type that defines achievable tolerances is aluminum alloy, which greatly impacts the extrusion process. Heat-treated alloys like 6061 are typically capable of tighter tolerances than softer alloys like 6063. The chosen alloy will affect the mechanical behavior and the precision of the extrusion operation.
Wall Thickness
Different Temper Wall Thickness Aluminum Extruded Profiles
Perhaps the most critical factor in tolerances is wall thickness. Thicker walls are generally easier to control and usually can accommodate a wider range of dimensions. Thin wall profiles tend to need more control during the extrusion to avoid dimensional instability.
Process and Equipment for Extrusion
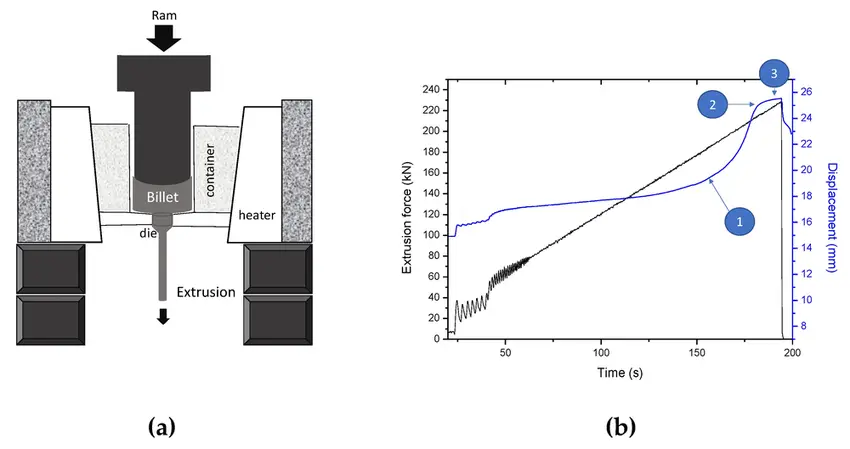
lustration of Aluminum Extrusion Process
The extrusion process itself and the types of equipment used contribute to what tolerances can be achieved. Higher-quality, more advanced extruders can achieve tighter tolerances on parts. In addition, the final dimensional accuracy of the part is influenced by the parameters related to the extrusion die, speed, and cooling rate.
Temper and Heat Treatment
Heat Treated Aluminum Extruded Profile
The temper of the aluminum (T5, T6, or other heat-treated state) will affect the dimensional stability of the material during extrusion. The material becomes stronger and has low thermal expansion. It normally results in better tolerances in heat-treated alloys. Alloys that are heat treated are relatively unstable. These often lead to greater dimensional variability.
Ways To Achieve Tight Aluminum Extrusion Tolerances In Custom Manufacturing
However, achieving tight tolerances in custom aluminum extrusions can be a complex task as it involves careful planning, advanced technology, and precise control over the manufacturing process. Below are a few steps to achieve close tolerances for your custom extrusions.
Select the Right Alloy
Aluminum Alloys For Extrusion
Selecting the right alloy is crucial for exact near-close tolerances. For tighter tolerances, alloys, such as 6061, provide greater strength and better stability. While selecting the alloy, account for things like strength, formability, and end-use performance.
Employ Advanced Extrusion Technology
The process efficiency can be significantly improved by using high-quality extruding equipment. Extrusion presses with advanced technology can meticulously control temperature and speed to deliver high precision to dimensional accuracy. Furthermore, real-time measurement and inspection of parts with automated systems can help find discrepancies sooner. Besides, it prevents complications moving forward.
Die Design and Cooling Rates Control
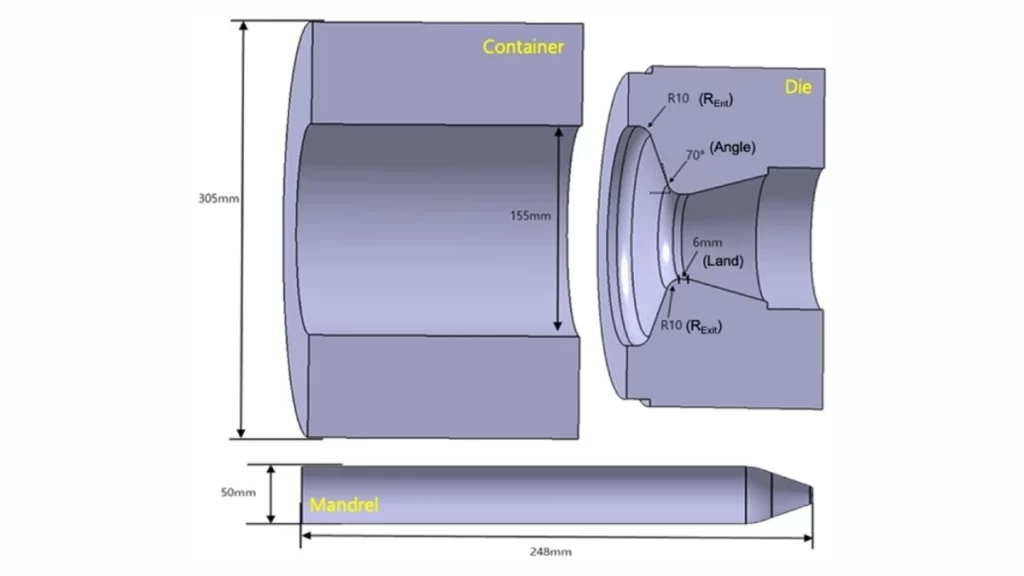
Design Configuration For Aluminum Extrusion
Alt text: A detailed 3D illustration of the design configuration for aluminum extrusion. It highlights the strategic arrangement of containers, dies, and mandrels to optimize the extrusion process.
Dimensional accuracy may also be affected by aluminum extrusion die design and cooling rate. Custom dies can be engineered to aid in keeping tighter tolerances for certain profiles. Controlled cooling rates prevent thermal distortion as the profile cools and solidifies to its shape and size.
Do an Ongoing QC
An effective quality control system is imperative for obtaining desired extrusion outcomes. Monitoring dimensional deviations through measuring and inspecting during advances in production will identify variants well before they become troublesome. For instance, non-destructive testing methods, like ultrasonic testing, can help you achieve the part that meets your requirements.
Optimize the Extrusion Speed
The final dimensions can vary with the speed at which the aluminum is extruded. If complex profiles are being produced, slower extrusion speeds facilitate this. Although this step adds production time, it improves the accuracy and helps keep tighter tolerances.
How to Choose a Supplier of Precision Aluminum Extrusions

Aluminum Extrusion Supplier
The supplier or choosing aluminum extrusion companies will have a significant impact on building precision aluminum profiles as per your specific requirements. A provider familiar with producing high-tolerance parts will perform better and can facilitate the production process as it relates to your end product. Here are some things to keep in mind when you select a supplier.
Experience and Expertise
Select a manufacturer with a long history of fabricating precision aluminum extrusions. Seek out one who does tight-tolerance work with a proven track record for providing quality parts. Suppliers that have been in business longer are more likely to own the right tools, materials, and processes to fulfill your specifications.
Quality Control Systems
For effective aluminum extrusion quality control, ask for evidence that the supplier has strict QC systems. Quality control personnel carry out regular inspections of the production concerning dimensional accuracy. A reputable quality assurance (QA) supplier will make sure your extrusions adhere to the required tolerances.
Technology and Equipment
Modern extrusion equipment and technology to manufacture precise parts should be a worthwhile investment for the supplier. Advanced machinery such as computerized extrusion presses, automated inspection systems, and effective cooling prevent warping and maintain tight tolerances. They deploy cutting-edge technology to accommodate the complexity of your design.
Custom Capabilities
Choose a supplier that provides bespoke options for tricky projects. However, die designs, heat treatments, and cooling methods can be customized so that the final part fits its exact tolerances. If this is a custom manufacturing project, then a supplier who is flexible and can mold the process to your requirements will be more valuable.
Lead Times and Communication
When you engage with a supplier for precision extrusions, clear communication is central. Make sure they are offering realistic lead times for your project and are upfront about possible delays and challenges. Ensure that the supplier provides realistic lead times based on your project requirements and communicates any potential delays or challenges proactively. The supplier must be open to communication and collaborate with you during production, making adjustments to address your concerns.
Ending Thoughts
Aluminum extrusion tolerances are difficult to understand and require deep knowledge since different variables in your extrusion process affect dimensional properties. However, sourcing your project to the right supplier helps you meet your required specifications.
At Prolean Tech, once final tolerances are agreed upon; we take your part through our advanced extrusion process to obtain cut-to-length profiles. Do not hesitate to ask us for any special tolerances if you think your profile requires them. We will recommend small design changes to avoid special tolerances when you extrude.
Moreover, our designers provide you with an initial design review and will modify them as needed to allow for the optimal production process. We can also provide prototypes before you tooling and manufacturing at full scale. So, it can be both time-saving and cost-effective, so the outcome is precise to your specifications. Contact us right now for quality custom extrusion services!
FAQs
Q1. What are aluminum extrusion tolerances, and why are they important?
Aluminum extrusion tolerances are permissible dimensional variations. These allow parts to be fit correctly, perform as desired, and be quality-assured.
Q2. How are aluminum extrusion tolerances measured?
The tolerances can be measured through calipers and coordinate measuring machines (CMM) to the specified values. Aluminum extrusion tolerances can be measured using various tools, including calipers, micrometers, and coordinate measuring machines (CMM), to ensure they meet the specified values.
Q3. What are the common tolerance limits in aluminum extrusion?
Typical tolerance limits usually vary between ±0.2 mm and ±1.0 mm. It depends on your profile complexity, alloy type, and production methods.
Q4. Can aluminum extrusions be produced with tight tolerances?
Yes, it is possible to achieve tight tolerances with exact extrusion control through better equipment and the right material usage.
Q5. How do aluminum extrusion tolerances affect custom projects?
Like other parts, tolerances impact custom parts’ fit, function, and quality. It makes it critical to specify tolerances appropriately to confirm the part performs successfully and minimize costly rework.
Q6. What are the industry standards for aluminum extrusion tolerances?
General guidelines for acceptable tolerance ranges, based on profile complexity, alloy, and temper, are available from industry standards-setting organizations like The Aluminum Association and ANSI.
0 Comments