Aluminum extrusion is a widely used manufacturing process that involves shaping aluminum alloys into specific profiles by forcing them through a die. Aluminum extrusion dies play a crucial role in determining the shape, quality, and precision of the extruded profiles. In this comprehensive guide, we will explore the design, manufacturing, and applications of aluminum extrusion dies and their importance in producing high-quality aluminum profiles for various industries.
I. Aluminium Extrusion Dies: A Closer Look
Definition of Aluminium Extrusion Dies 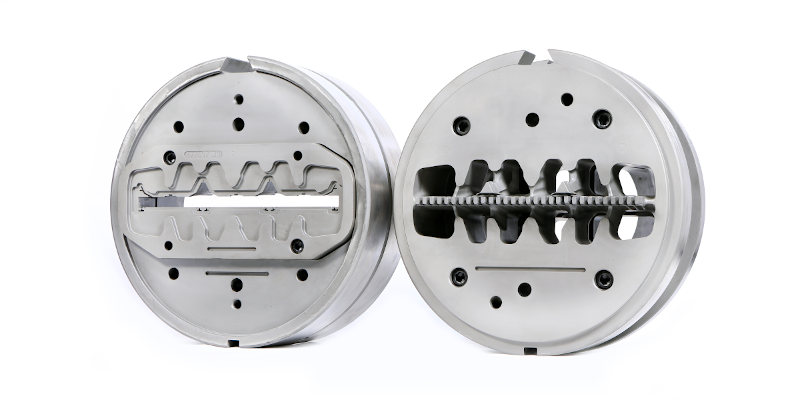
Aluminum extrusion dies are specialized tools used in the extrusion process to shape molten aluminum into desired profiles with specific cross-sectional dimensions. These dies are designed and manufactured with precision to ensure accurate and consistent production of aluminum profiles. The extrusion process involves forcing the heated aluminum alloy through a pre-designed die opening using high pressure, which results in the formation of the desired profile shape.
Components of an Extrusion Die
An aluminum extrusion die consists of several key components that work together to create the desired aluminum profile. These components include:
| Component | Function | Material |
|---|---|---|
| Die Ring | Forms the external shape of the profile | High-strength steel |
| Die Insert | Forms the internal shape of the profile; can be removable or fixed | High-quality tool steel or wear-resistant materials |
| Die Support | Provides structural stability to the die assembly and prevents deflection | Steel, aluminum |
| Die Holder | Holds the die assembly together and connects the die to the extrusion press | Steel, high-strength materials |
| Bearing Area | Controls the flow of the aluminum alloy during extrusion, ensuring uniform material flow | – |
| Feeder Plate | Distributes molten aluminum evenly across the die opening, ensuring a consistent and accurate profile | – |
Together, these components form a complete aluminum extrusion die that is custom-designed to produce specific aluminum profile shapes for various applications in industries such as automotive, construction, electronics, and aerospace.
II. Designing Aluminium Extrusion Dies
A. Factors to Consider in Aluminum Extrusion Die Design
When designing aluminum extrusion dies, there are several factors that must be taken into account to ensure optimal performance and longevity of the die. Some of these factors include:
- Profile shape and complexity: The complexity of the desired profile shape directly impacts the design of the die. Complex shapes may require more intricate die designs or the use of multiple dies.
- Material selection: The choice of material for the die impacts its durability, performance, and cost. High-quality tool steel or wear-resistant materials are commonly used to ensure long service life and optimal extrusion quality.
- Tolerance requirements: The required tolerances for the final extruded product will influence the die design, as tighter tolerances necessitate more precise die geometry.
- Extrusion speed and temperature: The extrusion process’s speed and temperature will affect the die’s design, as higher speeds and temperatures may require adjustments to the die geometry to ensure consistent material flow and profile formation.
B. Aluminum Extrusion Die Design Process
The process of designing aluminum extrusion dies typically involves several steps:
- Profile drawing and analysis: The desired profile shape is drawn and analyzed to identify any potential issues or challenges that may arise during the extrusion process.
- Die design software: Engineers use specialized die design software to create a digital model of the die, taking into account the factors discussed above. This software allows for precise control over die geometry and ensures accurate profile formation.
- Simulation and optimization: The digital die model is simulated under extrusion conditions to identify potential areas of improvement. The die design is then optimized to address these issues and ensure the best possible extrusion performance.
C. Die Manufacturing Process
Once the die design is finalized, the die manufacturer starts the production process. The key steps in this process include:
- Die blank preparation: The chosen die material is cut and shaped into a die blank, which serves as the foundation for the finished die.
- CNC machining: The die blank is machined using CNC (Computer Numerical Control) equipment to create the desired die geometry with high precision and accuracy.
- Heat treatment: The machined die undergoes heat treatment to enhance its strength, hardness, and wear resistance, ensuring a long service life.
- Surface finishing: The die surface is finished through processes such as polishing or coating to improve its performance and durability during the extrusion process.
III. Applications of Aluminium Extrusion Dies
Transportation Industry
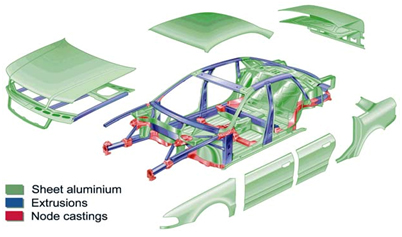
Aluminium extrusion dies are widely used in various transportation sectors, owing to their ability to create lightweight, strong, and corrosion-resistant components. Some of the key applications include:
- Automotive: Aluminium extrusion dies are used to manufacture a range of automotive components, such as chassis parts, bumpers, body panels, and interior components. These lightweight components help improve fuel efficiency and vehicle performance.
- Aerospace: In the aerospace industry, aluminum extrusions are used to create structural components, including fuselage sections, wing components, and landing gear parts. The use of aluminum helps reduce the weight of aircraft, resulting in fuel savings and increased payload capacity.
- Railways: Aluminium extrusion dies are used to create components for railway infrastructure and rolling stock, such as train carriages, rail tracks, and signal equipment. The lightweight and durable nature of aluminum components contributes to reduced maintenance costs and improved safety.
Construction Industry
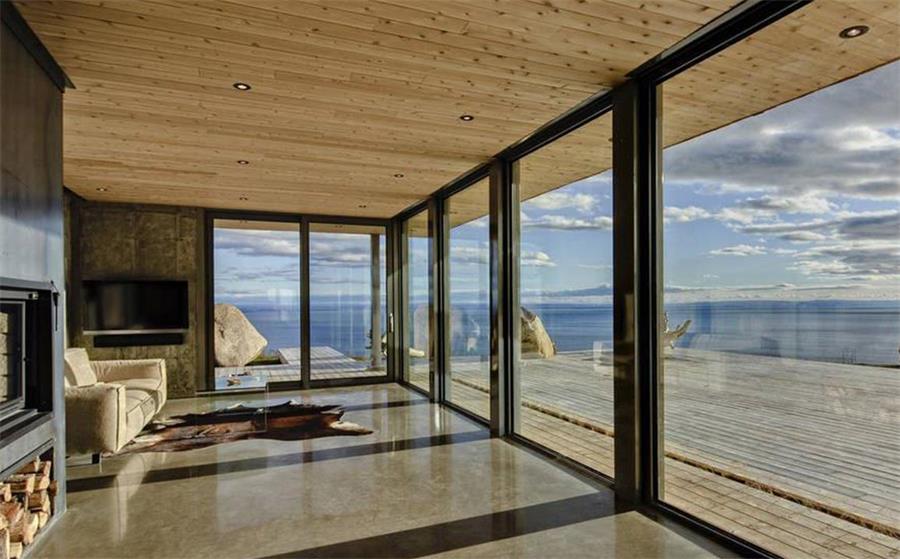
In the construction sector, aluminum extrusion dies to play a crucial role in creating various building components. Some notable examples include:
- Structural components: Extruded aluminum components, such as beams, columns, and supports, are used in various construction projects due to their strength and corrosion resistance.
- Facade systems: Aluminium extrusion dies are used to create facade systems, such as curtain walls, cladding panels, and sunshades, which provide a modern and aesthetically appealing appearance to buildings.
- Window and door frames: Aluminium frames for windows and doors are produced using extrusion dies, offering superior insulation properties, low maintenance, and long service life.
Electronics Industry

CNC machined heat sink
Aluminum extrusion dies are used in the electronics industry to create components that provide thermal management, protection, and structural support. Some applications include:
- Heat sinks: Extruded aluminum heat sinks are widely used in various electronic devices to dissipate heat and maintain optimal operating temperatures.
- Enclosures: Aluminium extrusion dies are used to create protective enclosures for electronic devices, such as computers, servers, and power supplies, ensuring durability and efficient heat dissipation.
- Connectors: Aluminium extruded connectors are utilized in various electronic systems, providing a lightweight, corrosion-resistant, and electrically conductive solution.
Other Industries
Aluminum extrusion dies to find applications in a variety of other industries, including:
- Solar energy: Extruded aluminum components, such as mounting systems and support structures, are used in solar energy installations to provide strength and durability while minimizing weight.
- Machinery and equipment: Aluminium extrusion dies are used to create components for various machinery and equipment, such as conveyor systems, robotic arms, and manufacturing equipment, offering a lightweight and corrosion-resistant solution.
- Consumer goods: A wide range of consumer products, including furniture, sports equipment, and household appliances, benefit from the use of aluminum extrusion dies to create lightweight, durable, and aesthetically appealing components.
Try Prolean Now!
IV. Challenges and Solutions in Aluminium Extrusion Die Design and Manufacturing
A. Tool Wear and Die Life
Causes of Tool Wear
Tool wear in aluminum extrusion die manufacturing is a common challenge faced by die makers. It can be attributed to several factors, including:
- High extrusion pressure: The intense pressure exerted on the die during the extrusion process causes friction and stress, leading to wear over time.
- High extrusion temperature: Elevated temperatures during the extrusion process can cause thermal expansion, leading to increased stress on the die components.
- Material properties: The hardness and abrasiveness of the aluminum alloy being extruded can contribute to tool wear.
- Inadequate lubrication: Insufficient or improper lubrication between the die and the extruded material can result in increased friction and accelerated wear.
Solutions for Extending Die Life
- Material selection: Choosing a high-quality, wear-resistant material for the die can help extend its life.
- Heat treatment: Proper heat treatment of the die can improve its hardness and resistance to wear.
- Lubrication: Ensuring adequate and appropriate lubrication during the extrusion process can minimize friction and reduce tool wear.
- Proper die design: Designing the die to distribute pressure evenly across its surface can help minimize stress and wear.
- Regular maintenance: Periodic inspection, cleaning, and polishing of the die can help extend its life by removing accumulated debris and identifying potential issues early.
B. Profile Distortion and Die Deflection
Causes of Profile Distortion
Profile distortion can occur during the aluminum extrusion process due to several factors:
- Uneven pressure distribution: When the pressure exerted on the die is not evenly distributed, it can cause the extruded profile to become distorted.
- Die deflection: The intense pressure during extrusion can cause the die to flex or deflect, resulting in profile distortion.
- Thermal expansion: Differences in temperature across the die can lead to uneven thermal expansion, causing distortion in the extruded profile.
Solutions for Minimizing Distortion
- Optimized die design: Careful design of the die to distribute pressure evenly can help minimize distortion in the extruded profile.
- Temperature control: Maintaining consistent temperature across the die can reduce the risk of thermal expansion-related distortion.
- Reinforced die construction: Using a more rigid and robust die construction can help minimize deflection under high-pressure conditions.
- Process control: Adjusting extrusion parameters, such as extrusion speed and temperature, can help control distortion during the process.
C. Surface Finish and Quality
Factors Affecting Surface Finish
The surface finish of an extruded aluminum profile can be affected by several factors:
- Die material and surface condition: The quality and surface finish of the die itself play a significant role in determining the surface finish of the extruded profile.
- Extrusion speed and temperature: High extrusion speeds and temperatures can cause increased friction, leading to a rougher surface finish.
- Material properties: The specific aluminum alloy being extruded can have an impact on the resulting surface finish.
Solutions for Improving Surface Quality
- Die polishing: Regular polishing and maintenance of the die can help maintain a smooth surface finish on the extruded profile.
- Process optimization: Adjusting extrusion parameters, such as speed and temperature, can help improve the surface finish of the extruded aluminum profile.
- Lubrication: Proper lubrication during the extrusion process can reduce friction and improve the surface finish.
- Post-extrusion treatments: Additional finishing processes, such as anodizing or powder coating, can be used to enhance the surface finish and quality of the extruded profile.
V. Conclusion
Aluminum extrusion dies play a crucial role within professional aluminium extrusion service, supporting the production of various aluminum profiles used across numerous industries, including transportation, construction, electronics, and more. Understanding the design, manufacturing process, and applications of these dies is vital for successful extrusion operations.
By considering factors such as profile shape, material selection, and tolerance requirements, aluminum extrusion manufacturers can optimize their die designs for efficient and high-quality production. Furthermore, being aware of the challenges faced in aluminum extrusion die design and manufacturing allows for the implementation of effective solutions to extend die life, minimize profile distortion, and improve surface quality.
In conclusion, mastering the intricacies of aluminum extrusion dies not only enhances the efficiency of the extrusion process but also contributes to the overall quality and performance of the final aluminum products. By leveraging the versatility and advantages of aluminum extrusion, manufacturers can continue to innovate and develop new applications for this versatile and sustainable material.
FAQs
What are aluminum extrusion dies?
Aluminum extrusion dies are specialized tools used to shape aluminum alloys into specific profiles by forcing them through a die in the extrusion process.
What materials are commonly used for making aluminum extrusion dies?
Common materials used for making aluminum extrusion dies include hot-work tool steel, high-speed steel, and tungsten carbide.
What are the main factors to consider in aluminum extrusion die design?
The main factors to consider in aluminum extrusion die design include profile shape and complexity, material selection, tolerance requirements, and extrusion speed and temperature.
What are some common challenges in aluminum extrusion die design and manufacturing?
Some common challenges in aluminum extrusion die design and manufacturing include tool wear and die life, profile distortion and die deflection, and surface finish and quality.
How can tool wear and die life be extended in aluminum extrusion die manufacturing?
To extend tool wear and die life in aluminum extrusion die manufacturing, manufacturers can use high-quality die materials, optimize die geometry, apply proper heat treatment, and use appropriate surface finishing techniques.
How can profile distortion and die deflection be minimized in aluminum extrusion dies?
To minimize profile distortion and die deflection, designers can optimize die geometry, use simulation and optimization tools, and implement proper die support during the extrusion process.
What industries commonly use aluminum profiles created using aluminum extrusion dies?
Industries that commonly use aluminum profiles are created using aluminum extrusion dies including transportation (automotive, aerospace, and railways), construction, electronics, solar energy, machinery and equipment, and consumer goods.
What is the role of die design software in aluminum extrusion die manufacturing?
Die design software plays a crucial role in aluminum extrusion die manufacturing by helping designers create accurate and optimized die designs, simulate the extrusion process, and make any necessary adjustments to the design before manufacturing the die.
What are the benefits of using aluminum extrusion dies in manufacturing?
The benefits of using an aluminum extrusion die in manufacturing include the ability to create complex and custom profile shapes, high production efficiency, lightweight and durable aluminum profiles, and improved material utilization.
How can surface finish and quality be improved in aluminum extrusion dies?
To improve surface finish and quality in aluminum extrusion dies, manufacturers can optimize die geometry, use proper surface finishing techniques, and control extrusion speed and temperature during the extrusion process.
Great Content!!! Would like to learn more about this!
So nicely described about the aluminum extrusion . But, I am looking for manufacturing of Extrusion dies for my start-up, Do you provide related services.
Thank you ! Yes we offer dies manufacturing for aluminum extrusion with Wire EDM and other methods
What about combination of EDM and CNC machining in Aluminum Extrusion die manufacturing?
The combination of EDM (Electrical Discharge Machining) and CNC (Computer Numerical Control) machining in Aluminum Extrusion die manufacturing offers precision, efficiency, and versatility. EDM is particularly useful for creating intricate details and complex shapes in the dies. Meanwhile, CNC machining provides the speed and accuracy necessary for bulk material removal and final shaping, resulting in a complementary process that enhances the overall quality and functionality of the extrusion dies.
Glad to be one of many readers on this awing article aluminum extrusion dies.
Glad to be one of the reader of this amazing article on aluminum extrusion dies
Wonderful blog! Have you ever thought about adding a little bit more than extrusion dies? I mean, what products are made with these dies, that will also valuable for me.
Hello, Rainmonds. Thank you for your comment. Regarding your question, we have separate blog for applications of aluminum extrusion: https://proleantech.com/aluminum-extrusion-applications-across-industries/