
Laser cutting benefits
The thermal process of laser cutting uses a concentrated laser beam to achieve precise material cuts with high accuracy. The CNC system operates with G-code to achieve precise tolerances of ±0.1 mm while maintaining low material discrepancy levels.
The non-contact nature of this method extends tool life, which makes the advantages of laser cutting suitable for complex designs in aerospace and automotive manufacturing. The combination of fiber and carbon dioxide lasers provides flexible material cutting capabilities across different thickness levels. Modern metal cutting services like Proleantech choose laser cutting as their preferred method because it delivers efficient processing while maintaining high precision and repeatable results.
Top 10 Advantages of Laser Cutting

High Precision and Accuracy
- High Precision and Accuracy: The primary benefit of precision laser cutting technology lies in its ability to achieve precise cuts with tolerances as low as 0.05 mm. The concentrated laser beam produces narrow kerf widths between 0.1 and 0.5 mm, which enables the creation of complex designs without any distortion. The precision of laser cutting surpasses that of traditional mechanical cutting methods, as it produces results that meet the stringent requirements of microelectronics and medical device manufacturing.
- Versatility Across Materials: The laser cutting process is compatible with various materials, including metals, plastics, and wood, as well as composite materials such as laminated fiberglass and polycarbonate. Fiber lasers operate on a wide range of materials, including laser cutting sheet metal and non-metallic substances, without needing tool replacements. The flexible nature of laser cutting technology enables the quick processing of various projects, resulting in shorter setup times compared to CNC milling and waterjet cutting systems.
- High Speed and Efficiency: The laser cutting process operates at high speeds, as it can cut thin materials at rates of up to 10 m/min. The quick operation of laser cutting technology shortens production time, resulting in increased manufacturing efficiency in large-scale production settings. Laser cutting maintains a constant processing speed across all material thicknesses, resulting in faster production and lower manufacturing costs compared to plasma cutting and flame cutting.
- Minimal Material Waste: The combination of narrow kerf and CAD software nesting capabilities in laser cutting results in minimal material waste. The material utilization rate from laser cutting exceeds 90% due to its narrow kerf and optimized nesting capabilities, which are enabled by CAD software. The waste reduction in laser cutting operations leads to lower operating expenses and a more environmentally friendly impact for cost-effective industries.
- Non-Contact Process: The non-contact nature of laser cutting prevents tool-material contact, which protects both cutting tools from wear and prevents material contamination and any surface discrepancies from laser cutting defects. The laser beam machining advantages include maintaining the surface integrity of sensitive or expensive materials, as it does not introduce contaminants such as coolants and oils during the cutting process. The precise laser beam operation produces clean edges that frequently eliminate the requirement for post-processing deburring operations.
- Ability to Cut Complex Shapes: The laser cutting process delivers exceptional results when creating intricate designs, as CNC-guided paths enable the production of complex shapes. The system enables fast product development and personalized manufacturing through its ability to cut complex designs with small radii and multiple nested elements. Laser cutting produces superior edge quality on complex geometries compared to plasma cutters and CNC milling machines without requiring additional tooling expenses.
- Low Heat Affected Zone (HAZ): The concentrated laser beam creates a small thermal input zone, resulting in a minimal Heat Affected Zone (HAZ) that measures between 0.1 and 0.5 mm. The material properties remain intact because the laser beam creates a small thermal zone that stops warping and hardening in heat-sensitive materials, including mild steel and carbon steel. The HAZ produced by flame cutting and plasma cutting operations extends further than that of laser cutting, which means additional processing steps become necessary to increase production costs.
- Automation and Integration: The integration of laser cutting machines with automated systems enables unattended operation, which decreases human involvement in production. The system offers cost-effective operation for large production runs, as G-code programming enables consistent and repeatable cutting operations. The automated nature of laser cutting reduces production time and enhances the reliability of the manufacturing process compared to manual wire cutting operations.
- Reduced Maintenance Needs: The operational life expectancy of fiber laser systems exceeds that of mechanical systems because their diodes, which contain rare earth elements, require minimal maintenance. The system operates at lower costs in the long run because maintenance checks replace the need for tool replacements, which occur frequently in CNC milling operations. The operational benefits of laser technology make it an excellent choice for industrial applications that need continuous operation.
- Safety and Clean Operation: The laser cutting process operates inside shielded machines, which effectively protect operators from risks, unlike open-flame techniques. The system produces minimal noise and vibration, while proper ventilation systems effectively control dangerous fumes. The combination of safe operation and precise cutting makes laser technology the preferred choice for contemporary manufacturing facilities, as it enhances both workplace safety and efficiency.
What Are Some Disadvantages of Laser Cutting

Non-contact laser cutting process
High Cost
The initial investment ranges from $50,000 to $500,000, while power and gas costs amount to $15 per hour or more. The annual maintenance expenses amount to 8-12% of the total system value, while optics require replacement every 2,000 operating hours at a cost between $800 and $ 2,500. The cost of performing low-volume jobs ends up being 40-200% higher than what plasma operations require.
Thickness Ceiling

Sheet Thickness
The cutting process reaches maximum thickness at 25 mm for mild steel and 15 mm for stainless steel materials. The processing of thick plates requires multiple passes through the machine, which reduces production speed by 50% and demands additional equipment and operator training.
Heat Damage
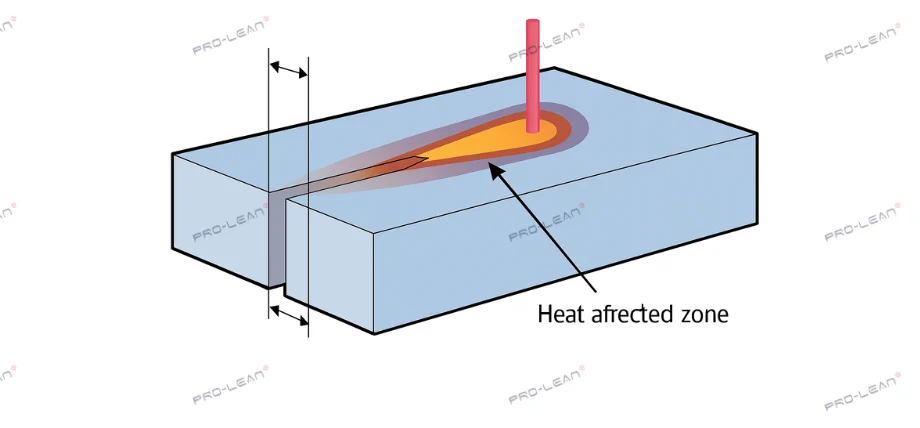
HAZ Zone in laser cutting
The heat-affected zone, which extends 1-3 mm, creates warping effects on thin materials, making edges more difficult to work with. The process requires additional labor time for annealing and deburring, which extends the overall production duration by 15-30%.
Toxic Fumes & Safety
The production of HCl and zinc vapors occurs when PVC materials and coatings are used. The implementation of HEPA filtration systems ($12,000+) and Class-1 enclosures becomes essential because non-compliance with safety standards will result in $156,000 OSHA penalties.
Reflective Metals
The beam reflects 90% off copper and brass surfaces, which damages the optical components. The process requires either a new laser or pre-coating of parts, which disrupts the operation of single-machine systems.
Energy Use
The system operates at a power consumption of 6 kW, generating 24 kWh/hour and utilizing 1–2 m³/min of nitrogen. The yearly CO₂ emissions, ranging from 8 to 15 tons, compel organizations to conduct ESG performance assessments.
How Does a Laser Cutter Work
Precision laser cutter
The laser cutting process involves distinct stages
- The conversion of vector files into G code enables the laser cutter to execute complex designs by specifying exact cutting paths.
- A high-power laser (1-20 kW) produces a beam that the optics focus into a 0.1-0.3 mm spot to achieve optimal material penetration density.
- The CNC system operates the laser head across the material surface while assisting gases (nitrogen or oxygen) to remove the molten debris. The process of fiber laser cutting works best for metal materials, but carbon dioxide lasers deliver better results when cutting non-metallic substances.
- The CNC system adjusts laser power, cutting speed, and gas pressure according to the material thickness for optimal results. The cutting speed for thin sheets reaches its maximum, but thick materials need either a reduced speed or repeated passes for successful processing.
- The clean edges produced by laser cutting operations often render post-processing steps, such as powder coating and deburring, unnecessary for most cases.
Try Prolean Now!
Types of Laser Cutters
CO2 Lasers
CO2 lasers operate at 10.6 μm wavelength to process non-metallic materials and thin metals using carbon dioxide gas mixtures. The technology provides affordable operation but shows reduced effectiveness when processing reflective materials, which makes it appropriate for standard cutting applications.
Fiber Lasers
The 1.07 μm wavelength of ytterbium-doped fiber lasers enables precise metal cutting up to 25 mm thickness. The combination of high energy efficiency and low maintenance requirements makes fiber lasers perfect for sheet metal fabrication in large-scale production environments.
Crystal Lasers
Nd: YAG and Nd: YVO4 crystal lasers provide strong power output for industrial needs, but their operational costs are high, and their service life remains brief. The technology remains uncommon because users need to perform regular maintenance tasks.
Diode Lasers
Diode lasers offer affordable operation for small-scale work; however, their power output limits their application to heavy industrial tasks involving thick materials.
What Are the Safety Precautions of Laser Cutting?
The disadvantages of laser cutting include:
- The purchase of industrial laser cutting machines demands substantial financial resources because their prices span between $100,000 and $500,000, which includes equipment cost, training expenses, and infrastructure setup that small businesses cannot afford.
- The cutting process for reflective metals and thick materials exceeding 30 mm becomes less efficient, leading to the need for waterjet cutting or plasma cutting for optimal results.
- The vaporization process of materials produces hazardous fumes, which require powerful ventilation systems to protect workers and comply with air quality regulations.
- The high power consumption of lasers requires 0.5 to 2 kWh of electricity per hour, which results in higher operating expenses than manual cutting methods and some other processes.
- The thermal expansion of sensitive alloys and non-metallic materials, such as laminated fiberglass and polycarbonate, leads to delamination and thermal stress when using laser cutting. However, waterjet cutting avoids these heat-related problems.
Environmental Considerations for Laser Cutting
The implementation of safety protocols stands as a requirement for laser cutting operations. The use of laser-specific eyewear with an OD 5+ rating for fiber lasers protects operators from retinal damage. The operation of enclosed machines with interlock systems protects workers from accidental exposure to lasers.
The process of ventilation plays a vital role in removing dangerous fumes and particulates through HEPA-filtered exhaust systems, which maintain air quality at levels below OSHA standards. The presence of CO2 extinguishers near the area, along with organic material, helps protect against fire hazards.
The training program includes teaching operators how to perform emergency shutdowns and how to use personal protective equipment, including gloves and respirators, when handling materials. The security of beam paths depends on regular inspection, which reduces the risk of reflections. High-power laser systems require both access restrictions and warning signs to protect people who might be present in the area
Try Prolean Now!
Cost Considerations
|
Aspect |
Details |
|
Upfront Costs |
Industrial laser cutting machines cost between $100,000 and $500,000; entry-level diode lasers range from $5,000 to $20,000. |
|
Operating Costs |
Electricity (0.5-2 kWh/hour), assist gases ($0.10-$0.50/m), and maintenance contribute to costs. Fiber lasers are more efficient than CO2 systems. |
|
Part Costs |
High speed and less waste reduce per-unit costs, especially in mass production. Thicker materials increase power and time requirements thus raising costs. |
|
Comparison to Alternatives |
Negligible tooling costs compared to stamping or CNC milling. Laser cutting is cost-effective for prototypes and medium runs but less so for very thick materials. |
Laser Cutting Equipment Maintenance Tips
- Daily cleaning requires isopropyl alcohol to wipe optics because it removes residue, which prevents beam distortion and maintains high precision levels.
- The system requires weekly checks to verify alignment, while motion axes need lubrication for smooth operation and consistent cutting results.
- The exhaust and cooling system filters need replacement every month to preserve operational efficiency and control hazardous fumes.
- The annual professional calibration of laser sources and electrical components through professional service helps prevent power drops, which are most common in fiber lasers.
- The assessment of diode health in fiber lasers should be performed regularly to prevent performance decline and maintain cost efficiency.
Laser Cutting Services
Proleantech offers high-quality laser cutting services with adjustable kerf width, deburring, and post-processing options, including surface treatment and coating applications. Get laser-cut metal sheet products in as little as 48 hours (< 3 mm thickness) and higher sheet metal thicknesses in as little as 72 hours.
Conclusion
The modern manufacturing industry relies heavily on laser cutting, as it enables precise and efficient operations. The advantages of laser cutting include high precision, versatility, and efficiency; however, its high initial expenses and restricted material usage become more manageable through proper safety protocols, environmental practices, and maintenance.


0 Comments