
Metal burr
Metal burr, or simply burr, is a machining imperfection that is not only annoying, but also a safety risk and an eyesore. It forms on a machined edge due to plastic deformation of the material during machining or cutting.
A metal burr can be produced due to the machining process, type of material, and tool type & quality. Countering this machining problem means optimizing these areas, for instance, by using sharp, high-quality machining tools.
Virtually every metal machining procedure results in some form of burr. Therefore, as you embark on getting your parts done, you should find out how the service provider handles burrs and related process challenges.
A perfect starting point is to understand the fundamentals of machining burr, from the triggers to the remedies. Read on for more insights by ProleanTech.
What is a Burr? What Are Burrs in Metal?
Burrs in metal are sharp, unwanted edges or protruding sections of a material that form after machining operations, such as turning, laser cutting, or drilling. These protrusions can form when a cutting tool deforms instead of removing material precisely. The imperfections also occur when machining process parameters push the workpiece material to levels beyond its clean-cutting limit.
How Is a Metal Burr Formed? The Manufacturing Processes Involved
Metal burrs are formed in different metal manufacturing setups, from machining processes, including milling, turning, and drilling, to sheet metal fabrication processes, including metal stamping processes.
Notably, softer materials such as aluminum and copper are more likely to form burrs during machining or sheet metal fabrication than harder ones. These metals tend to deform during these processes rather than fracture perfectly.
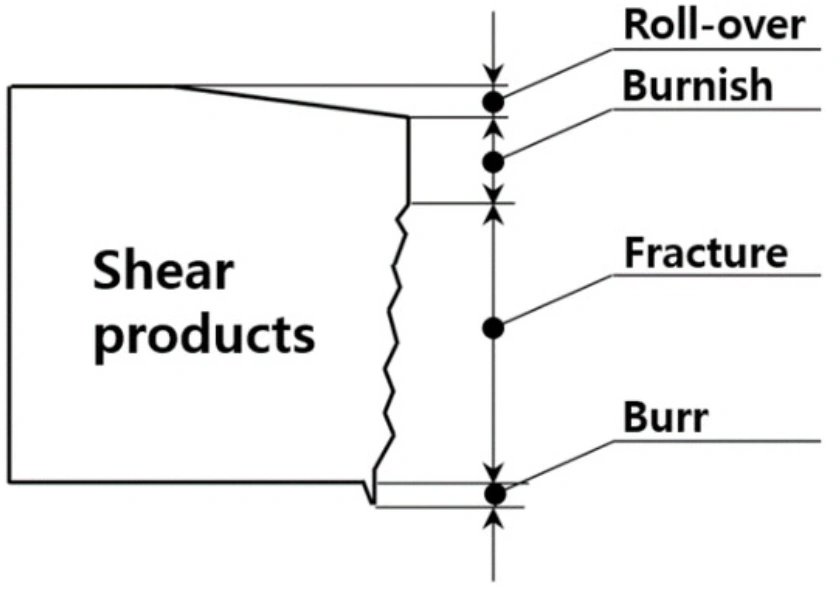
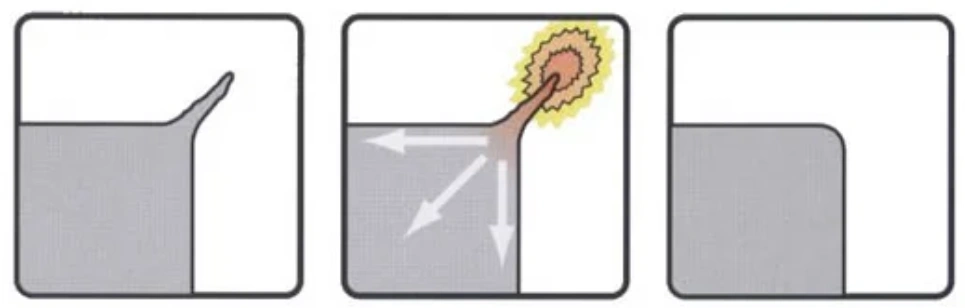
Burr formation
Types of Metal Burrs
Pros in sheet metal punching & stamping know the intricacies of all types of burrs, including the distinct ones: Cut-off burrs, Poisson burrs, roll-over burrs, tear burrs, and thermal burrs. Each of these is created uniquely, the difference typically being in how the material behaves during deformation. As seen in the discussion below, some involve metal separation, lateral deformation, edge bending, incomplete fracture, or melting and solidifying.
Cut-off Burrs
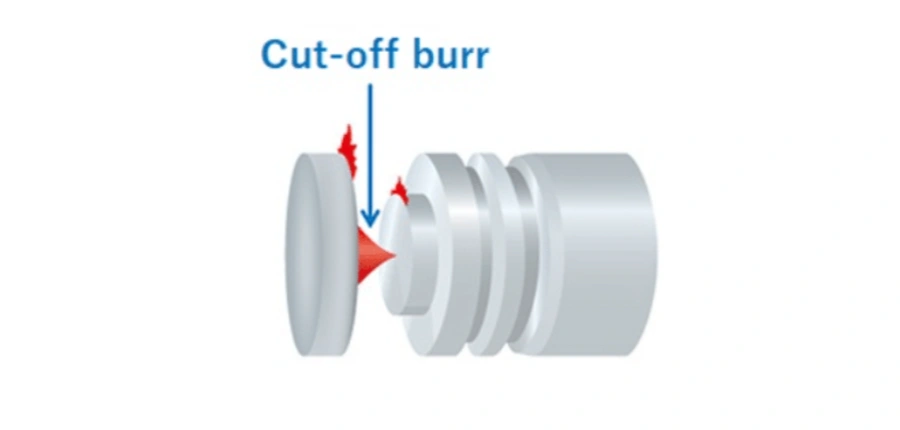
Cut-off burr
Cut-off burrs are common in cut-off or parting operations on the lathe. The burrs are evidenced by extra pieces of material being left after the parts have been separated by the cutting tool.
Poisson Burrs
Poisson burrs are associated with ductile materials and are typically formed along the edges. The specific cause of this issue is the plastic deformation of the material edging, some of it sideways.
Roll-over Burrs
Roll-over burrs are mostly found in drilling, milling, and slotting machining, and show as curved folds of material.
Tear Burrs
Tear burrs form on the side of the machined part due to forming instead of complete cutting. These burrs are mostly found in sheet metal hole punching operations.
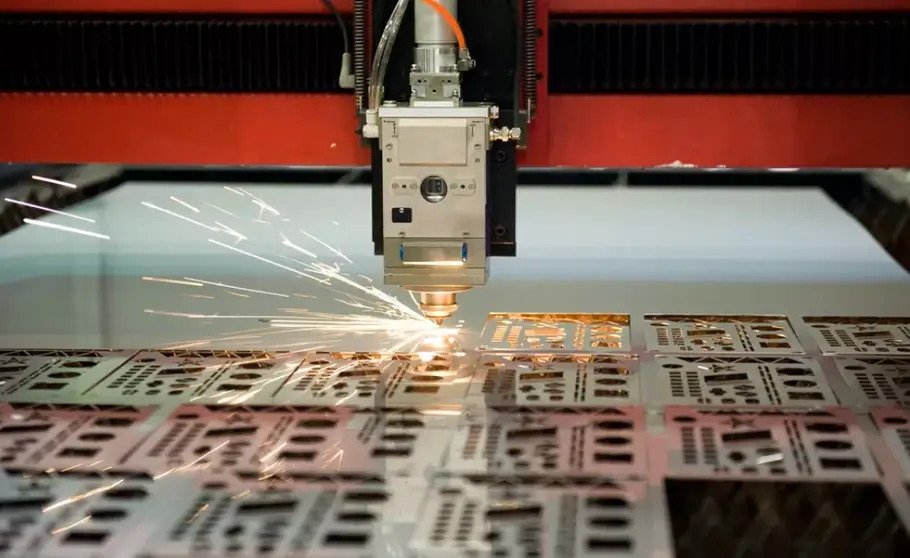
Thermal Burrs
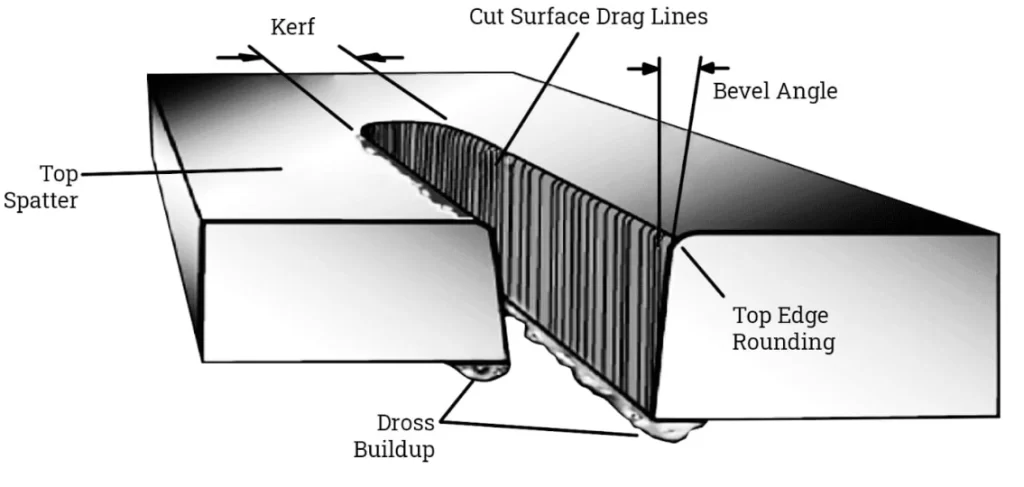
Thermal burr
Also known as slags, these metal burrs form after the hardening of molten metal in welding, plasma cutting, or laser cutting operations. They emerge after the base metal has cooled. A good remedy is to brush off these imperfections with a wire brush.
Why is it Important to Remove Burrs? – Effects of the Metal Burr
Metal burrs in sheet metal cutting and related processes are removed because, if left unattended, they can affect various aspects of the machined part and the business as a whole. There are effects on safety, assembly precision, functioning, product aesthetics, and production efficiency.
Interference With Component Function and Assembly
Burrs can interfere with the functionality of parts and components. Even the tiniest of burrs can cause misalignment or misfit of parts. This can seriously hamper function and performance.
Safety Concerns
Metal burrs have sharp edges that can easily injure a person, whether the end user or the machinist.
Product Aesthetics
Burrs are not a good sight, so they can easily lower the aesthetic value of a part. Industries that prioritize aesthetics may not work with burr-filled parts.
Costly Part Rejections or Reworks
In aerospace, medical, and other high-risk industries, a slight mistake can be disastrous. Even one burred part is enough to prompt costly rejections or reworks. These industries do not want to gamble with safety.
Slower Production Efficiency
Deburring means spending more time on the manufacturing process, which is also costly. The cost-efficiency of the process is affected.
Methods and Tools to Remove Metal Burr
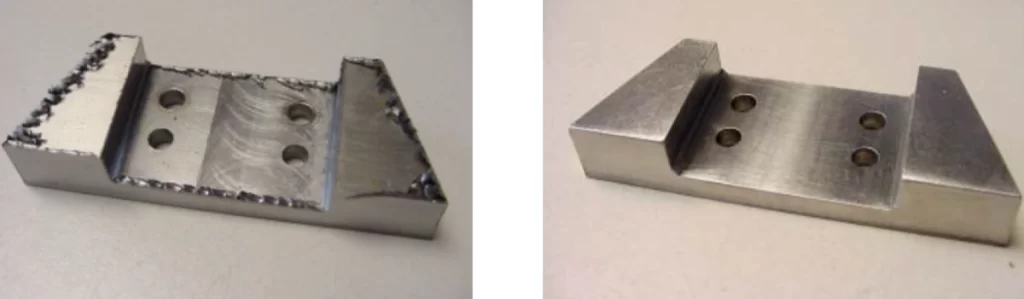
Before and after deburring
Deburring or removing metal burr is possible through the following methods: Manual finishing, punch deburring, hole deburring, brushing, electrochemical removal, tumbling, grinding, rolling, and thermal processes. Each of these methods requires specific metal burr removal tools, which include deburring knives, files, sandpapers, metal punching machines, spindle-mounted cutting tools, and electrodes.
The methods and respective tools are discussed next:
Manual Finishing/Deburring
This is a conventional strategy characterized by the use of sandpaper or other manual tools to remove the machining burr. Methods in this category include;
- Manual brushing
- Use of sandpaper
- Hand-held power tools
- Burr cutting knives

Manual deburring
Pros of Manual Deburring
- Low-cost method
- Versatile
Cons of Manual Deburring
- Only for small-scale machining operations
- Inconsistent burr cutting results
- Time-consuming
- Unsuitable for complex geometries
Mechanical Methods
These methods use abrasive or physical force to remove burrs from parts. The processes include grinding, brushing, tumbling (barrel finishing), rolling, vibratory finishing, hole deburring, and punching application. These mechanical methods, plus the other options (electrochemical, thermal, and automated methods), address the shortcomings of manual deburring.
Here are more details about the mechanical technologies;
Grinding
Grinding entails the use of a rotating abrasive wheel to remove burrs from a material. This method is perfect for producing smooth surfaces and edges, even on hard materials.
Brushing
Deburring brushes have thin wires or metal filaments on a rotating disc. As the disc rotates, the wires or filaments remove burrs from the workpiece edge. Although brushing has poor consistency, it is low-cost and fast.
Tumbling (Barrel Finishing)
Tumbling is a mechanical technique of deburring parts that entails rotating a combination of the affected parts and abrasive media in a barrel or drum. Manufacturers highly regard this form of deburring for its cost-effectiveness.

A tumbler setup
Apart from removing the burrs, tumbling also polishes the pieces. For custom results, especially regarding the surface finish, the abrasive medium is combined with special media. Barrel tumbling is either a wet tumbling type or a dry tumbling type, depending on whether water is used.
Rolling
In rolling, the part with burrs is passed through powerful rollers that flatten and smooth out the burrs. This method is preferable where part distortion is undesirable and the pressure must be consistent. It is mostly used for sheet metal deburring.
Vibratory Finishing

Vibratory deburring
Vibratory finishing or deburring is a process in which the parts are loaded in a chamber and vibrated. The chamber is connected to dampers or springs, which separate the foundation from the vibratory mechanism. The vibration source is an off-center revolving weight. There are different designs of vibratory deburring, including trough machines and circular bowls.
Try Prolean Now!
Hole Deburring
Hole deburring
Hole deburring is a technique designed to remove burrs from the internal surface of a machined hole. A special tool with a tapered end is used for this exercise. The process is simple, affordable, and fast, but it is only suitable for holes.
Punch Deburring
As its name suggests, punch deburring comprises a die or punch that shears off the burr from the workpiece. This mechanical strategy, based on the fundamentals of metal punching processes, usually involves sizing dies and blanking dies. Its productivity and efficiency are much better than in manual deburring; the limitation to simpler geometries and the need for speciality tools are concerns.
Pros of Mechanical Deburring
- Material and complexity versatility
- Higher precision
- Can be automated for enhanced productivity
- Relatively fast method, especially for medium to large-scale processing
Cons of Mechanical Deburring
- Requires proper control to prevent surface alteration
- Maintenance cost through tool wear
- Not suitable for thin or delicate components
Electrochemical Deburring (ECD)
Electrochemical deburring entails the use of an electrolyte to dissolve burrs. The workpiece serves as the anode, while the tool acts as the cathode. Electrolysis is emphasized on the burr areas. As the electrolyte transfers charge between the two terminals, the deburring process is effected. Electrochemical deburring is excellent for removing burrs from complex geometries and conductive, difficult-to-machine materials.
Pros of Electrochemical Deburring
- Perfect for complex geometries and hard-to-reach areas
- Devoid of heat distortion and mechanical stress
- Does not affect the base metal
- Very precise
Cons of Electrochemical Deburring
- Needs high technical expertise
- High initial cost
Thermal Deburring
Thermal deburring involves high-temperature combustion that melts off burrs from the part. Thermal energy, as the technique is also called, produces a thermal shockwave that vaporizes the surface imperfections.
Thermal deburring
The low surface-to-mass ratio of the other part of the workpiece and brief exposure time mean that only the burr is affected by the vaporization. Note that thermal deburring is typically recommended for oxidation-prone materials of low conductivity.
Pros of Thermal Deburring
- Relatively short cycle times
- Uniform removal or burrs, even on complex parts
- Multiple deburring of different surfaces and passages
Cons of Thermal Deburring
- High setup cost
- Not the best for heat-sensitive parts/materials
- Secondary cleaning may be necessary
Automated Deburring Techniques
Automated deburring methods are suitable for high-volume parts. Some techniques in this category are electrochemical deburring, thermal deburring, vibratory deburring, tumbling deburring, linear deburring, and cryogenic deburring. Automation is mostly added to the techniques already discussed earlier. The benefits of this strategy in sheet metal cutting are the enhanced surface finish and process repeatability owing to consistent temperature, pressure, cycle time, and toolpath.
Pros of Automated Deburring
- Enhanced quality and repeatability
- Higher production speed
- Easily blends with modern manufacturing lines
- Allows for precision control of various deburring elements
Cons of Automated Deburring
- High initial investment
- Only economical for high-volume manufacturing
- Skilled personnel are required for equipment calibration and maintenance
Try Prolean Now!
How to Prevent or Control Metal Burr
Effective metal burr control strategies touch on aspects such as using sharp cutting tools, optimizing the machining feed rates and parameters, using appropriate coolant, and applying deburring techniques in the manufacturing process. Other areas to insist on are designing parts with burr-reducing features, implementing stringent quality control measures, and preventive machine maintenance practices that ensure tool and machining precision.
The strategies are further discussed below.
Quality Cutting Tools

Quality cutting
The right machining tools against metal burr are the sharp and relevant ones that ensure accuracy, ideally, the first time. The converse tools are dull, bent, or broken tools that actively enhance burr formation.
Optimized Feed Rates and Cutting Parameters
To add to the tool quality, the cutting parameters and feed rates should be optimized to prevent metal burrs. Optimization means fine-tuning to suit the respective machining operation in terms of depth of cut, tooth engagement, cutting speed, and so on.
Optimized cutting parameters
The benefits of optimization include minimal heat generation and less cutting forces, which result in higher dimensional accuracy.
Use of Coolant
Using the right type and flow rate of coolant is critical in the prevention of burr formation because this approach reduces friction and heat buildup. The proper application of coolant is specifically effective in minimizing tool wear.
Preventive Machine Maintenance
Burrs can also be prevented through regular maintenance of CNC machining equipment and tools. The machinist should proactively solve issues like blunt tools, misaligned machines, worn-out parts, and broken components.
Burr-minimizing Design Features
The part designer has a role to play in burr prevention, knowing that manufacturing processes have different effects on the likelihood of burrs formation. Design features should be used in consideration of the position of the part, cut direction, stress distribution, and related elements.
Deburring Techniques
Sometimes, burrs are inevitable, for instance, when machining very tough materials or in complex geometries. In such instances, the deburring techniques outlined here come in handy. Whether mechanical, thermal, electrochemical, or even manual deburring methods, shops need to apply effective deburring methods to ensure only highly-quality CNC machined or fabricated parts reach the client.
Rigorous Quality Control
Finally, a professional CNC machining company crowns everything with a robust quality control approach that ensures clients do not end up with burrs on parts. The burr problem, if present, is addressed through multiple inspections.
In Conclusion
Like a shark’s teeth, metal burrs can slice through flesh. Found virtually in every metal cutting process, these imperfections also affect a part’s function and value. Fortunately, there are ways to deal with them, as this article has outlined.
If your drawings for CNC-machined parts have details about metal deburring, well done. If not, this article has given you something to consider in your next machining project. Our experts are ready to manage your project with metal burrs and all the other common and unique challenges well taken care of.
Contact us today to learn more and get a quote.



0 Comments