Chromic acid anodizing
Chromic acid anodizing is an effective modern surface modification technique. This electrochemical process adds aesthetic appeal while enhancing protection and performance on metal parts. The controlled anodizing process is normally performed on parts made of aluminum and aluminum alloys.
From aerospace to military components, this anodizing solution is widely accepted, especially when provided by a trusted company. Hexavalent chromium used in conventional chromic acid anodizing poses environmental and health risks, so expert process handling is critical.
Using a chromic acid-based electrolyte and low voltage, the type 1 anodize process produces a thin layer between 0.5 and 2.5 microns, which enhances adhesion, corrosion, and fatigue performance.
Read the rest of the article to learn more about the process, its benefits, and industrial applications.
What Is Chromic Acid Anodizing?
Chromic acid anodizing
Chromic acid anodizing is an electrochemical process that forms a 0.5 to 2.5 micron oxide layer on aluminum surfaces to protect them. In addition to maintaining a metallic appearance, this method enhances corrosion and scratch resistance. It is so-called because the primary electrolyte in this process is chromic acid.
What Aare the Benefits of Chromic Acid Anodizing?
The thin layer offers benefits such as enhanced durability, better paint adhesion, enhanced corrosion resistance, enhanced aesthetic appeal, and industrial compliance.
- Enhanced Durability: Through retention of the part’s fatigue resistance, the process promotes durability
- Better Adhesion: It provides an excellent adhesion base for paints, primers, and sealants
- Enhanced Corrosion Resistance: Enhances the part’s corrosion resistance without significant dimensional change
- Enhanced Aesthetic Appeal: Creates an attractive, uniform appearance even on complex geometries
- Industrial Compliance: The technology is compliant with MIL-A-8625 Type I and other aerospace industry specifications
What are the Limitations of Chromic Acid Anodizing?
The main limitations of the chromic acid anodizing process are;
- Limited decoration capability – The process’s color absorption capability is limited, contrary to processes used in the manufacture of black anodized aluminum

Black-anodized aluminum parts
- Concealing improved sections can be challenging
- Conventional chromic acid anodizing using hexavalent chromium is risky to the environment and health
Try Prolean Now!
Common Applications of Chromic Acid Anodizing
Type I chromic acid anodizing solutions are commonly used in aerospace, energy, military, electronic, and medical device industries.
Aerospace Type 1 Anodized Parts
The aerospace industry is a popular user of type 1 anodized parts. The solution is considered the “gold standard” for the industry.
Examples of these parts are fasteners, access panels, bonding surfaces, and fuselage skins.

Anodized aerospace parts
The technique is highly regarded because it is suitable for parts that require fatigue and corrosion resistance and for complex designs.
Type I Chromic Acid Anodizing in Energy
For the energy industry, parts that can be type 1 anodized aluminum include structural parts, fasteners, and electrical enclosures. These parts require dimensional reliability, corrosion resistance, and fatigue resistance.
Military Applications for Chromic Acid Anodizing
The chromic acid anodizing process is also used to produce an electrically non-conductive aluminum oxide film on some critical parts in the military, including drone frames and lightweight structures. 
Drone frame
Electronic Applications for Chromic Acid Anodized Aluminum
Connectors and housings are commonly treated using this technology. The thin, uniform layer enhances corrosion resistance to the parts without significantly affecting dimensional accuracy and electrical tolerance.
It can be combined with other types of anodizing, like hard-coat process, for enhanced performance and durability.
Medical Device Solutions
Medical parts typically require high precision and resistance to harsh environments. The type 1 chromic acid anodizing technology is used to achieve that on surgical and other components.
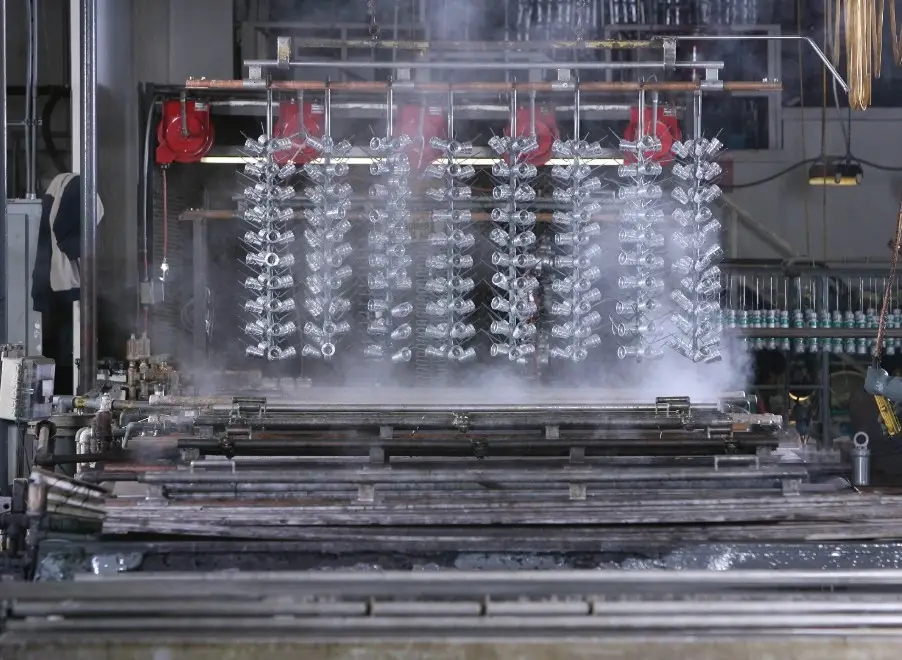
The part or parts to be anodized are placed inside the electrolyte bath. With the electrical circuit complete, the chromic acid anodizing process takes place. The parameters to control according to the desired thickness and uniformity.
Anodized medical devices
How Does Anodizing Work?
To understand how this process works, it is important to first appreciate that it converts the outer aluminum layer to a protective oxide coating. Anodizing is different from coating or painting because the layer is part of the metal.
Yes, anodizing sounds very technical, but it is simple. At the core, the process entails an electrolyte cell with aluminum (anode) on one side and an inert material (cathode) on the other end.
During the type 1 chromic acid anodizing process, an electric current passes through the aluminum, prompting the loss of aluminum electrons. The resulting aluminum ions mix with oxygen in the electrolyte to form the aluminum oxide layer.
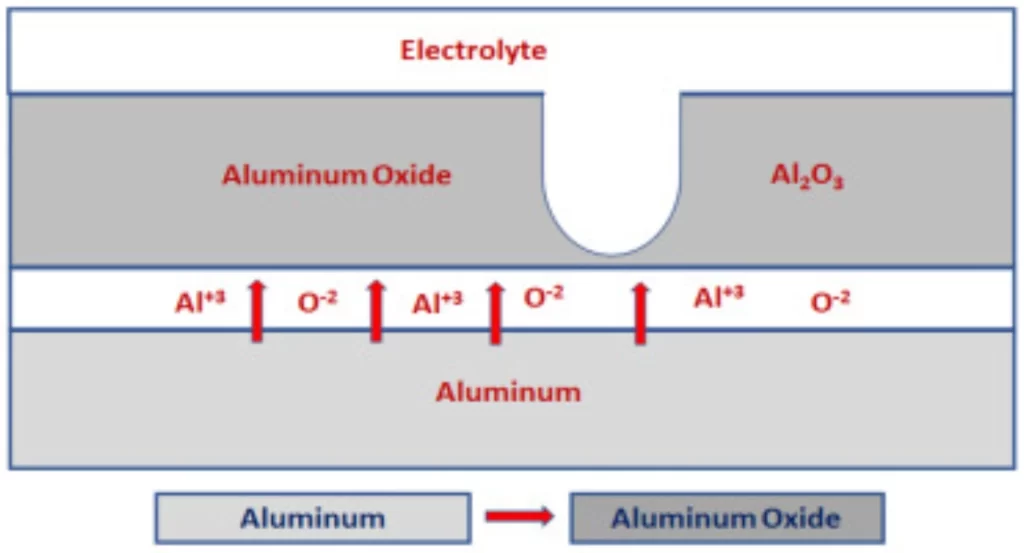
Anodizing diagram
The Anodizing Process Steps
Similar to other metal finishing processes, the main anodizing steps start with surface preparation, followed by anodizing, cleaning, coloring, and sealing the pores.
Step 1: Surface Preparation
Chemical and mechanical methods are used to clean the surface. The chosen method depends on the desired properties. For instance, bead blasting provides a matte finish, while brushing creates a brushed appearance.
Step 2: Anodizing
anodization properties include time, electrolyte composition, voltage, and current density.
Step 3: Cleaning the Part(s)
A further step in the chromic acid anodizing process is to clean the part with solvents and deionized water. This is to remove any remnant solution.
Step 4: Sealing the Pores
Tiny pores remain on aluminum after type 1 chromic acid anodizing. It is important to seal these pores to prevent corrosion and improve performance.
Try Prolean Now!
Materials Needed To Perform Chromic Acid Anodizing
The key materials in chromic acid anodizing are the aluminum part, acid bath, cathode, power source, distilled water, degreaser, lye, and acid neutralizer. Each of these materials should meet quality and purity specifications to prevent process defects and overall loss of part integrity.
Aluminum Part – The aluminum workpiece that is to be anodized. It also works as the anode.
Acid Bath – This is the electrolyte through which the electric current is passed to help generate the anodic oxide layer.
Cathode – These are usually conductive wires or metal plates. They are submerged in the acid bath to complete the electric circuit.
Power Source – It supplies the direct current required for the electrochemical reaction to occur
Distilled Water – The water is used to rinse the aluminum parts as they are transferred from one stage to another
Degreaser – This is a pre-treatment and cleaning product
Lye – The caustic stripping agent is effective in removing previous coatings from aluminum when a newer coating is to be applied.
Acid Neutralizer – This neutralizer is applied to the aluminum workpiece to neutralize any residual chromic acid
What is the Best Acid for Anodizing?
We typically don’t have a “best” acid for anodizing. The choice for the electrolyte material depends on several factors, including application, performance requirements, and coating properties.
Sulfuric acid is the most widely used because it has an excellent balance of anodizing aluminum cost, coating quality, and efficiency. Chromic acid is typically chosen for fatigue resistance and corrosion resistance in parts. Specialty finishes are usually done using oxalic acid.
What is the Difference Between Chromic Acid and Sulfuric Acid Anodizing?
The difference between chromic acid anodizing and sulfuric acid anodizing is mainly the thickness of the layer. For type 1 chromic acid anodizing, the layer is between 0.5 and 2.5 microns thick. It is the thinnest. The layer for Sulfuric Anodize (Type II) is thicker at up to 25 microns.
The other difference is the ideal application. Chromic aAnodize (Type I) is well-known in aerospace manufacturing. It is ideal for flight-critical and complex parts with seams and fasteners.
As for Sulfuric Anodize (Type II), the best applications include architectural trim and consumer electronics. It is commonly termed as the “aesthetic” preference.

Sulfuric acid anodized parts
Defects in the Type 1 Chromic Acid Anodizing Process
The main defects processing engineers encounter in the type 1 chromic acid anodizing process are coating delamination, pitting, burning, and streaking/staining.
Coating Delamination – Coating delamination or poor adhesion is characterized by poor adhesion between the substrate and oxide layer. This defect is attributed to a chemical imbalance in the bath or poor surface preparation.
Pitting – Pitting refers to the localized disintegration of the oxide film. You don’t want to have this defect in your work, especially in critical applications such as aerospace.
Burning – Localized overheating can also occur during the type 1 chromic acid anodizing process. The dark or dull patches compromise part performance, particularly in corrosion resistance.
Streaking/Staining – These are irregular linear discolorations or marks formed on the anodized surface. Several factors can trigger the defect, including poor rinsing and a contaminated electrolyte.
Try Prolean Now!
Conclusion
Knowledge of the chromic acid anodizing technology is critical for product design and manufacturing personnel. As the article explains, the decorative and protective surface treatment involves various materials, including an acid bath and an electric current source.
This process involves several steps, from surface preparation to cleaning the treated part. Its benefits touch on part durability and overall value. The aerospace, energy, military, and medical industries are getting immense value from chromic acid-anodized parts.
If you are in these and related industries, you should consider anodized aluminum for your next project. With our outstanding anodizing services, getting quality anodized parts shouldn’t be challenging. Contact our experts with your part drawings and other specifications for further consultation.
FAQs
Are Chromic Acid-Anodized Materials Conductive?
No, chromic acid-anodized materials are non-conductive. The surface is electrically non-conductive, but it has improved corrosion and scratch resistance.
Are Chromic Acid Anodized Materials Prone to Rust?
No, chromic acid anodized materials are rust-resistant. Since the process is typically performed on aluminum, which is rust-resistant, it is considered not prone to rust.
However, the chromic acid anodized layer is thin, so it can be damaged or worn out. If this happens, the material underneath can corrode.


0 Comments