
Sulfuric Acid Anodizing
Sulfuric acid anodizing, also known as the Type II anodizing process, enhances corrosion resistance and surface hardness while offering an appealing aesthetic with several color options. The oxide layer formed by anodizing protects the underlying part.
Diverse aluminum components, such as electronic enclosures, architectural frames, cookware, lighting fixtures, aircraft brackets & fittings, hand tool bodies, interior trim parts for cars, and signage boards, are finished with sulfuric anodizing for durability, performance, and appearance.
Among various types of anodizing, Type II sulfuric acid anodizing is known for excellent corrosion protection and offers vibrant color options for aesthetic purposes.
The upcoming section will elaborate on the type II sulfuric acid anodizing process, involved materials, advantages, disadvantages, applications, and influencing factors.
What is Type II Sulfuric Acid Anodizing?

Type II Sulfuric Acid Anodizing
What is anodizing? It is a process of converting the metal surface (mostly Al alloys) into a durable and corrosion-resistant layer through electrochemical process. Sulfuric acid anodizing, or Type II anodizing, is characterized by the use of a sulfuric acid (H2SO4) bath during the electrolysis process.
Like other types, this is primarily used for the aluminum parts. It creates a protective oxide layer on a cleaned and rinsed aluminum surface with a thickness of ~ 5 to 25 µm. The anodized layer resists corrosion, improves surface hardness, and protects underlying parts in harsh conditions.
Furthermore, this finishing complies with MIL-A-8625 and is used for part protection, decorative finishes, and electrical insulation. You can apply sulfuric acid anodizing on auto parts, consumer electronics, military components, architectural components, etc.
How Sulfuric Acid Anodizing is Different from Regular Anodizing?
The term “Anodizing” refers to the process of developing an electrochemically bonded oxide layer on aluminum parts, whether using chromic acid, sulfuric acid, or another suitable bath. Meanwhile, “Sulfuric acid anodizing” specifies the use of a sulfuric acid bath during electrolysis.
The main traits of this type of anodizing are a medium thickness, good porosity for dye absorption, and uniform oxide-layer growth.
Try Prolean Now!
Chromic Acid Anodizing Vs Sulfuric Acid Anodizing
Chromic vs sulfuric acid anodizing
Chromic acid anodizing, also known as Type I anodizing, involves the use of chromic acid for electrolysis. Chromic acid causes minimal oxide dissolution compared to sulfuric acid. Thus, resulting in a thin and less porous film.
Chromic anodizing creates a thinner layer (up to 5 µm) than sulfuric anodizing, but still provides good corrosion resistance. It is also less wear-resistant than type II.
Choose chromic acid anodizing when you need corrosion & wear resistance without adding a thick coat, and for low porosity.
If you are interested in other types of anodizing, read “Type II Vs Type III Anodizing” here.
How Does Type II Sulfuric Acid Anodizing Work?
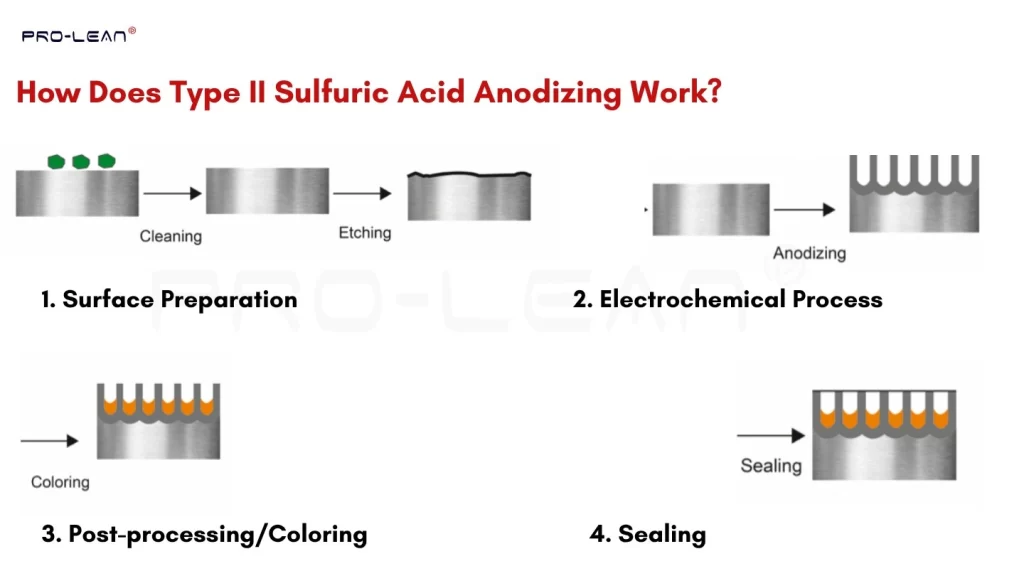
Type II anodizing process
Type II sulfuric acid anodizing works on the principle of “Electrochemical oxidation.” As an electric current passes through the electrolyte bath, the submerged aluminum part (the anode) is oxidized, forming a uniform Al₂O₃ layer.
Next, let’s look at the steps of the sulfuric acid aluminum anodization.
1. Surface Preparation
A clean, chemically neutralized surface is the foundation for anodizing; it ensures adhesion, uniform oxide layer growth, and the desired level of porosity for dyeing.
First, use a mild acidic or alkaline cleaning bath to remove dirt, oil, or any residues. Then, process the part’s surface using chemical etching.
2. Electrochemical Process
The next step is building the oxide layer, which requires an electrochemical process. Thoroughly cleaned and etched parts and an anode are submerged into a sulfuric sulphuric bath, and connected with a power source to form an “electrolysis circuit”.
“A H2SO4-resistant electrolysis tank, 10-20% by weight of electrolyte concentration, and bath temperature of ~24°C is recommended for sulfuric acid anodizing.”
As the direct current passes, the substrate is oxidized (Al → Al³⁺ + 3e⁻), then reacts with water to form an anodized layer (2Al³⁺ + 3H₂O → Al₂O₃ + 6H⁺).
3. Post-processing
Once the anodizing process is complete, remove the parts from the electrolysis tank and rinse them to remove acidic residues. Then immerse them in a dyeing solution of the desired color, if required.
4. Anodized Layer Sealing
As mentioned before, the Type II anodized layer is porous; thus, it requires proper sealing. You can use hot-water sealing, dichromate sealing, metal salt sealing, or cold-sealing method.
What Material do I need for Sulfuric Acid Anodizing?
You need a range of materials for the processing setup and execution during sulfuric anodizing, including substrate parts, acid bath, DC source, anodizing tank, cathode materials,
- Substrate Parts: Machined, sheet metal, or die-casted aluminum alloy parts that are properly cleaned.
- Acid bath: A 10-20% H2SO4 solution as an electrolytic bath.
- Electrical Wires: Wires and switches to connect the anode, cathode, and power source.
- Anodizing tank: A sulfuric acid-resistant tank made with PVC, PP, lined-stainless, or other suitable materials.
- Air Nozzles: They are positioned on the bottom of the anodizing tank to create a turbulent flow of sulfuric bath.
- Cathodes: Counterparts of anodes for electrochemical process, typically made with stainless steel 316, lead-tin alloy, aluminum 6061-T6, or Aluminum 6063-T6.
- Dyes: They are used for color impregnation and can be added to the H2SO4 solution or after anodizing.
- Sealants: To treat the pores of anodized surface, hot-water, dichrometes, and metal salts.
What are the Advantages of Sulfuric Acid Anodizing?
Corrosion resistance, wear resistance, aesthetic appeal, electrical insulation, non-toxic nature of coating, enhanced adhesion, and dimensional stability are the main advantages of sulfuric acid anodizing.
Let’s further break down these advantages.
- Excellent Corrosion-resistance: The anodized parts withstand humid, marine, and moderately -corossive environment.
- Wear Resistance: The sulfuric anodizing improves hardness, and the layer is resistant to wear.
- Aesthetic: A wide variety of color options are available, and the porous oxide absorbs dyes properly, and the layer maintains its aesthetic significantly longer than conventional painting.
- Dielectric Layer: The sulfuric acid anodized layer is dielectric and insulates the current flow, making it a good insulation option.
- Non-toxic: The anodized surface is non-toxic, and the process is relatively more environmentally friendly than Type I anodizing.
- Enhanced Adhesion: The integrated layer serves as a good primer for subsequent painting or coatings.
- Dimensional Stability: Since the anodizing coat is thin and uniform, it maintains the dimensional stability of substrate parts.
- Cost-effective: The anodizing aluminium cost with sulfuric acid is less than with chromic acid(Type I).
What are the Disadvantages of Sulfuric Acid Anodizing?
Surface Irregularities, reduced fatigue strength, thickness limitation, surface brittleness, and environmental hazards are the key disadvantages of the sulfuric anodizing finish.
Let’s further break down these disadvantages.
- Surface Irregularities: The sulfuric acid anodizing process does not cover surface scratches and other imperfections. If the application demands a highly smooth surface, it might not be suitable for you.
- Reduced Fatigue Strength: The anodized layer compromises fatigue life, especially for parts operating under high-cycle loads.
- Thickness Limitation: Sulfuric anodizing can only form an integrated aluminum oxide layer up to 25 µm thick.
- Surface Brittleness: The anodizing finish increases the surface brittleness.
- Environmental Hazards: The electrolytic batch & process residues are hazardous to humans and the environment.
Try Prolean Now!
Applications of Sulfuric Anodizing
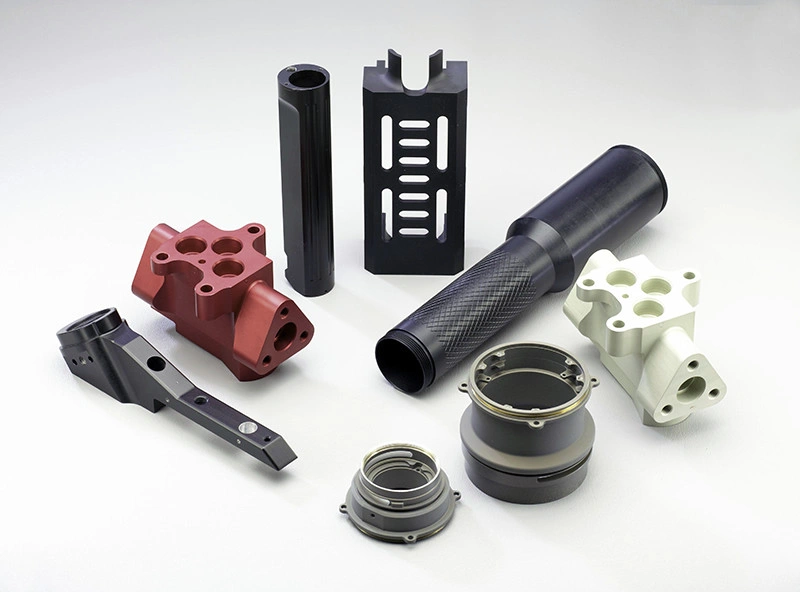
Anodized parts
Sulfuric acid anodizing is preferred in many industries to finish components made from aluminum alloys, or sometimes for titanium and magnesium parts.
This finish meets MIL-A-8625 finish standards for the aerospace and defence industry. Additionally, automotive, electrical, electronics, cookware, industrial machinery, architecture, and medical industries also use sulfuric acid aluminum anodization.
Next, the table below outlines the common application examples.
| Industry | Application Examples |
| Aerospace | Brackets, seat rails, tray arms, avionics casings |
| Automotive | Aluminum wheels, rims, interior trim parts, heat shields, suspension brackets, |
| Electrical | Bus bar supports, enclosures, Insulating plates, and switchgear panels. |
| Electronics | Laptop casings, LED housings, PCB enclosures, wearable frames, heat sinks |
| Cookware | Frying pans, pressure cookers, appliance bodies, food containers |
| Industrial Machinery | Pneumatic components, hydraulic cylinders, conveyor parts, equipment frames, valves, knobs, and fixtures. |
| Architecture | Handrails, window frames, decorative sheets, structural supports, facade parts |
| Medical | Equipment frames & housing, sterilization containers, instrument trays |
What is Black Aluminum Anodizing?

black anodizing
As the name suggests, black aluminum anodizing is a process of coating an oxide layer with a black appearance. Although chromic anodizing can also create light & gray-black, black anodizing is done using a sulfuric bath as it gives a deep black appearance.
- Dyes: organic, cobalt sulfide, or metal salts
- Concentration: 9-15% by weight, 20 °C
This black finish is used for consumer electronic casings, automotive trim parts, architectural parts, etc.
Factors Influencing the Sulfuric Acid Anodizing
Quality of anodized layer (thickness, density, hardness, uniformity, etc.) depends on the purity of the substrate, concentration & temperature of sulfuric acid,
Let’s further elaborate on these factors.
- Substrate Material: Alloys with silicone, copper, and other materials affect the quality and color of anodizing.
- Surface Cleanliness Claeness: Any dirt, oil, or chemical residues impact the adhesion and growth of the oxide layer.
- Sulfuric Acid Concentration: Higher concentration increases the anodizing speed but also results in excessive porosity.
- Bath Temperature: The temperature of sulfuric acid impacts layer density and hardness
- Supplied Voltage: The voltage of the power source used for electrolysis affects layer growth and process speed.
Comparison Table: Type II Anodizing Vs Other Methods
The table below compares sulfuric anodizing (Type II) with Type I and Type III anodizing across multiple aspects, including coating thickness, anodizing bath, corrosion resistance, hardness, applications, cost, and environmental impact.
| Feature | Type I (Chromic Acid) | Type II (Sulfuric Acid) | Type III (Hard Anodizing) |
| Anodizing bath | Chromic acids | Sulfuric acid bath | Sulfuric acid bath( low temp and high current) |
| Coating Thickness | Thin: ~0.5–2.5 µm | Medium: ~ 5–25 µm) | Thick: Up to 100+ mm |
| Corrosion Resistance | Moderate | High | Excellent |
| Hardness | Low | Moderate | Very high |
| Applications | Aerospace, precision parts | Consumer goods, architectural parts | Military, heavy-duty machinery, industrial parts |
| Cost | High | Cost-effective | Economical for a thick coatings |
| Environmental Impact | It produces toxic chemicals | Less hazardous than Type I | Similar to Type II |
Is Sulfuric Acid Anodizing Affordable?
Yes, the sulfuric acid aluminum anodization is considered an affordable finishing. It is more cost-effective than chromic acid anodizing Type I and Type III. This is because the cost of H2SO4 solution is lower than for chromic acids.
However, the exact anodizing aluminium cost depends on multiple factors, including coating thickness, alloy type, desired color, and production volume.
You can consider anywhere between ~ $ 2 to $5 per square foot, based on desired quality and specifications. For an accurate estimation, upload your design to our online quotation portal.
Is Anodized Aluminum Conductive?
No, anodized aluminum is not conductive. The oxide coating acts as the electrical insulator and restricts the current flow on the part surface. However, the underlying aluminum maintains its electrical conductivity.
The dielectric strength depends on the density and thickness of the layer. For instance, it is higher for hard sulfuric anodizing than for a thin layer.
The insulation property of the anodized coating makes it a good finishing option for circuit boards, electrical enclosures, and custom components for short-circuit prevention.
Try Prolean Now!
Conclusion
Although aluminum is a naturally corrosion-resistant material, its resistance is not sufficient for highly humid, mildly corrosive environments. For this issue, sulfuric acid anodizing is a surface treatment option you should look for. It gives a cost-effective solution for finishing aluminum components with high corrosion resistance, wear resistance, and custom colors.
Since the process is complex, advanced equipment and expertise are needed to handle the anodizing. At ProleanTech, we have been providing anodizing services across multiple industries for more than a decade. Our approach is to provide precision anodizing & plating solutions at affordable finishing solutions.
FAQs
Why is sulfuric acid used in anodizing?
Sulfuric acid is used in anodizing as it provides a higher control over oxide thickness and increases the porosity for better dye absorption.
What concentration of sulfuric acid for anodizing?
10 to 20% by weight is the recommended concentration of sulfuric acid for anodizing.
Is Sulfuric Acid Anodizing Permanent?
Yes, sulfuric acid anodizing is permanent as the oxide layer grows integral to the substrate part.

0 Comments