Sheet Metal Bent Parts
Quick turn sheet metal fabrication enables the production of custom metal parts, typically in days or weeks, by using automated processes such as CNC-controlled cutting and forming, making it ideal for rapid sheet metal and sheet metal prototyping needs.
For low-to-medium volume runs and sheet metal rapid prototyping, this is an excellent method or prototype sheet metal parts production. Flat metal sheets, typically 0.5 to 6 mm thick, are the first step in the process. After that, these sheets are formed and cut to produce practical parts like enclosures, brackets, and assemblies for sheet metal projects and precision sheet metal fabrication.
Tolerances of ±0.1 mm to ±0.5 mm, depending on the material and method, are used to maintain precision and ensure that parts integrate smoothly into larger systems.
Key Processes in Quick Turn Sheet Metal Fabrication
Metal fabrication is a complex process that is typically carried out by professionals who work in fabrication and machine shops specializing in sheet metal fabrication. The final product is created by cutting, bending, and assembling the metal, which is supplied to the fabricator as a sheet of raw material up to 0.25 inches thick.
Cutting the metal to the required size and shape is a crucial first step in the fabrication process. The metal must be bent into shape by a machine after it has been cut. This involves assembling the metal into shape by riveting, welding, and screwing. Every component is held together and put together using the best technique possible.
The finish needs to be cleaned and polished after the metal has been joined and fastened in order to provide a unified, aesthetically pleasing appearance as well as protection against rust and damage. To complete the task to the highest standard, fabrication combines a number of specialties and requires an expert in each.
Sheet Metal Cutting Methods for Quick Parts
The required precision, material thickness, and production volume determine the most effective methods for rapidly cutting sheet metal. Laser and waterjet cutting techniques are the most commonly used methods in quick-turn sheet metal fabrication.
Laser Cutting
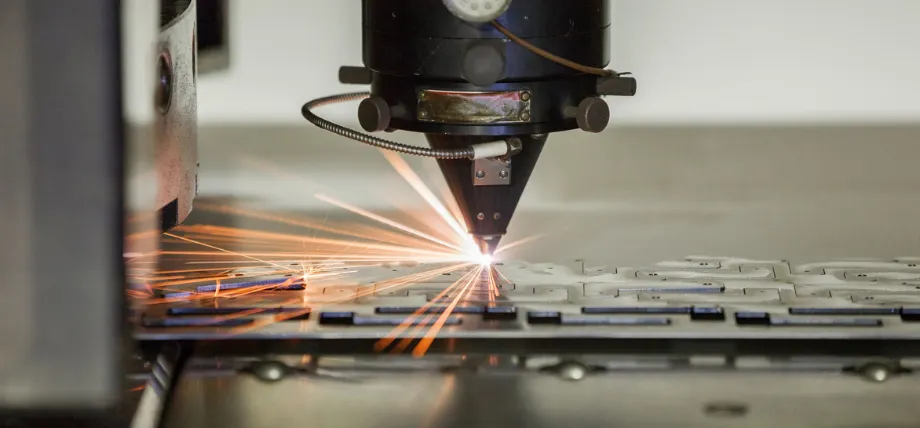 Laser cutting sheet metal
Laser cutting sheet metal
Laser cutting is a technology that uses a laser to vaporize materials. Laser cutting works by directing the output of a high-power laser, most commonly through optics. The laser optics and CNC (computer numerical control) are used to direct the laser beam to the material.
A commercial laser for cutting materials uses a motion control system to follow a CNC or G-code of the pattern to be cut onto the material.
The focused laser beam is directed at the material, which then either melts, burns, vaporizes away, or is blown away by a jet of gas, leaving an edge with a high-quality surface finish.
Waterjet Cutting
 Waterjet cutting process
Waterjet cutting process
A water jet cutter is an industrial tool capable of cutting a wide variety of materials using an extremely high-pressure jet of water, or a mixture of water and an abrasive substance.
The term abrasive jet refers specifically to the use of a mixture of water and an abrasive to cut hard materials such as metal, stone, or glass.
Waterjet cutting is often used during the fabrication of machine parts. It is the preferred method when the materials being cut are sensitive to the high temperatures generated by other methods; examples of such materials include plastic and aluminium. Waterjet cutting is used in various industries, including mining and aerospace, for cutting, shaping, and reaming
Plasma Cutting
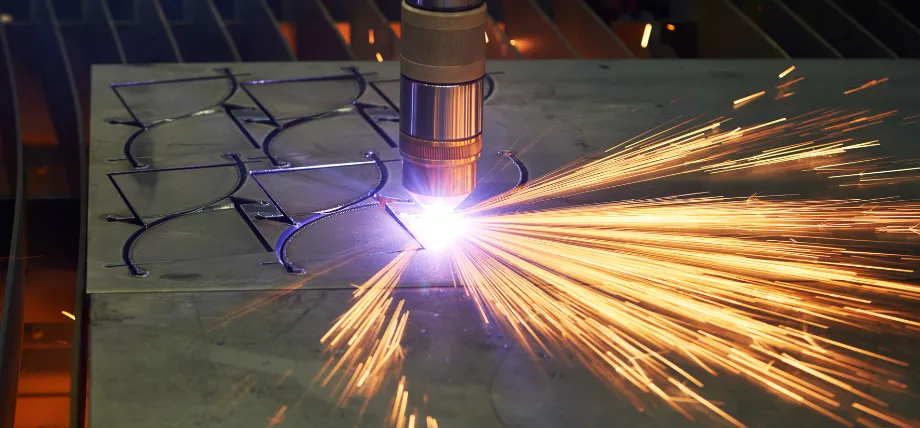
Plasma cutting in progress
By ionizing gas into a conductive arc at speeds of up to 10 m/min for 10 mm of steel, plasma cutting can cut conductive metals.
Precision fits require post-machining due to edge bevels of 1-2 degrees and tolerances of ±0.5 mm. It functions well with thicker gauges up to 50 mm, where laser efficiency decreases, but noise and fumes necessitate ventilation. The setup time is increased as a result.
High-definition plasma versions increase accuracy to ±0.3 mm for fast parts.
Turret Punching
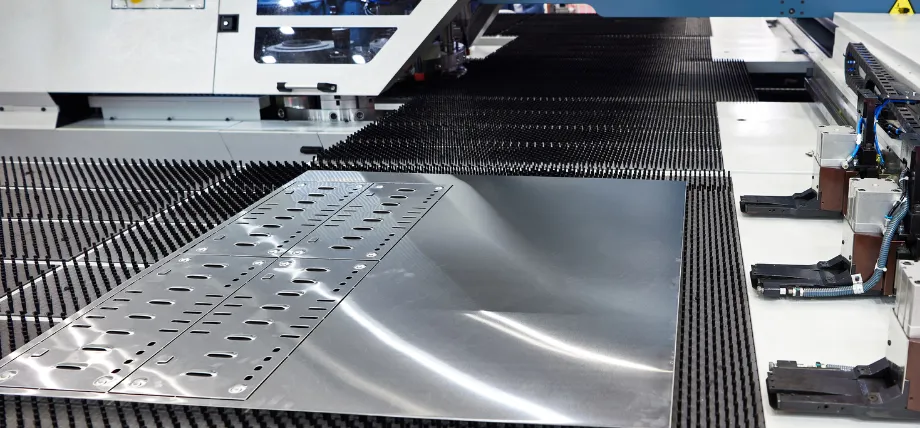
Turret punch press operation
Turret punching punches holes and louvers in a part in a single setup using a revolving carousel of tools. With tolerances of ±0.1 mm, it processes sheets up to 6 mm at 500 strokes per minute.
Handling is reduced by a lot with multiple operations per station, but only for parts that are flat or slightly curved. Because tool changes only take 30 to 60 seconds, it is suitable for designs with high hole densities.
Sheet Metal Bending Techniques
Bending. after cutting, angle and curve bending is achieved by applying forces greater than the material’s yield strength without breaking it.
Fast turnaround depends on repeatability with CNC press brakes, and bend angles are precise to within ±1 degree. K-factors of 0.3-0.5 on CAD models account for inside radius (minimum 1x material thickness) and springback (0.5-2°) among other factors.
Multi-axis brakes allow complex sequences in a single setup, resulting in cycle times as low as 20 – 40 seconds per bend.
Press Brake Bending

Press brake bending operation
Press brake bending creates angles ranging from 0 to 180 degrees by clamping the sheet against a V-die with a punch.
The most popular method, air bending, requires 10–20% less force than bottoming, enabling tool versatility for radii as small as 0.5 mm.
At 100 mm/s, forces for 2 mm stainless steel can reach 50 tons/meter. It can handle lengths of up to 4 m and thicknesses of up to 12 mm, but relief cuts are required for the hems to prevent cracking.
Roll Bending

Red corrugated sheet forming
Roll bending is perfect for cylinders larger than 100 mm in diameter because it creates gradual curves by passing the sheet through three adjustable rollers.
It is capable of handling sheets up to 20 mm thick at 1 m/min with less than 1% ovality. Pyramid configurations can be used to create conical shapes, but the initial setup requires 15 to 30 minutes.
By decreasing the flat areas in large-radius bends, this technique enhances structural homogeneity.
Try Prolean Now!
Bump Forming
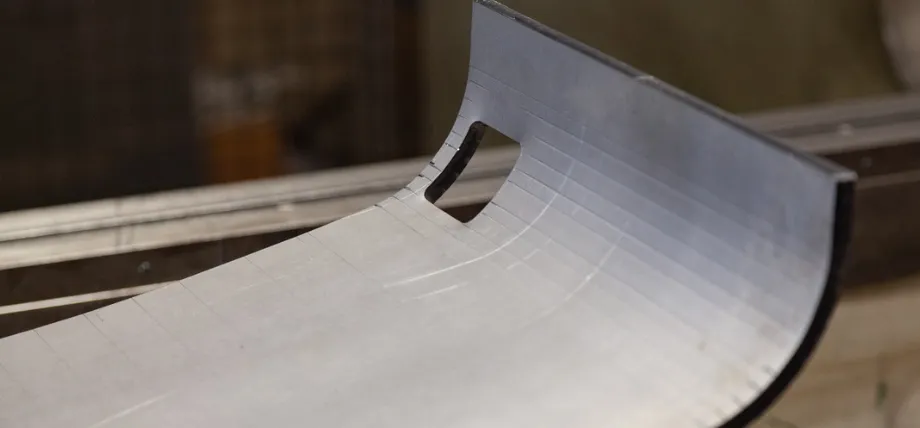
Bump-formed sheet metal part
Bump forming is a metal fabrication process that produces a large, smooth radius or curve in a piece of metal by making a series of tiny, exact bends on a press brake.
More precision, the ability to create unique geometries, and the ability to form tighter radii than with a sheet roller, especially on thick materials, are all made possible by this rolling substitute.
Architectural, aerospace sheet metal parts, and custom equipment manufacturing frequently employ this technique.
Welding Techniques
Automated methods are preferred for consistency and speed when the assemblies are cut, and bent components are welded into rigid structures.
Penetration depths of 1.5 times the thickness are guaranteed by joint preparation, such as bevelling edges at 30 to 45 degrees.
Filler materials must match base alloys in order to preserve corrosion resistance. Post-weld heat treatment, which may require an additional day or two, can reduce stress in high-strength steels.
TIG Welding
Gas tungsten arc welding (GTAW, also known as tungsten inert gas welding or TIG, tungsten argon gas welding or TAG, and heliarc welding when helium is used) is an arc welding process that uses a non-consumable tungsten electrode to produce the weld.
The weld area and electrode are protected from oxidation or other atmospheric contamination by an inert shielding gas (argon or helium). A filler metal is normally used, though some welds, known as ‘autogenous welds’, or ‘fusion welds’ do not require it.
A constant-current welding power supply produces electrical energy, which is conducted across the arc through a column of highly ionized gas and metal vapors known as a plasma.
MIG Welding
Gas metal arc welding (GMAW), sometimes referred to by its subtypes metal inert gas (MIG) and metal active gas (MAG) is a welding process in which an electric arc forms between a consumable MIG wire electrode and the workpiece metal(s), which heats the workpiece metal(s), causing them to fuse (melt and join). Along with the wire electrode, a shielding gas feeds through the welding gun, which shields the process from atmospheric contamination.
Spot Welding
Resistance spot welding uses electrodes to create localized nuggets using heat from electrical resistance, joining sheets that are 0.5-3 mm thick in 0.1-0.5 seconds per spot.
Laser Welding
Using a laser beam to melt and fuse materials is known as laser welding. This technique can produce narrow, deep welds with little distortion while offering high precision and speed. It is used in sectors like automotive, aerospace, and healthcare.
The 2-6 kW output of fiber lasers enables conduction mode for thin gauges; however, gap tolerances less than 0.2 mm require fixturing.
| Method | Typical Thickness Range | Weld Speed | Distortion Level | Best Quick-Turn Application |
| TIG | 0.5 – 8mm | 100 – 400 mm/min | Very Low | Cosmetic weld, stainless/aluminum prototypes, pressure vessels |
| MIG/MAG | 1 – 20 mm | Up to 1500 mm/min | Medium | Mild steel frames, brackets, enclosures> 1.5 |
| Resistance Spot | 0.5 – 3 mm | 3 – 10 spots/sec | low | Sheet Metal and battery tabs |
| Laser Welding | 0.1 – 12 mm | 1 – 15m/min | low | Thin-gauge stainless medical devices, heat exchanger tubes |
Welding techniques for quick-turn sheet metal
Materials Used in Quick Turn Fabrication
Strength, formability, and availability are balanced when choosing materials; alloys with standard gauges (0.8-3 mm) are emphasized for quick turn.
Aluminum fabrication in prototyping offers low density (2.7 g/cm³) for weight-sensitive applications, while stainless steel offers yield strengths of up to 500 MPa for structural integrity.
Aluminum
Aluminum’s exceptional machinability and versatility make it a top material for quick-turn fabrication.
Because of its unique qualities, it can be processed more quickly than many other metals.
Stainless Steel
Certain grades of stainless steel are resistant to holes and pits in chloride conditions.
Lasers balance durability and twice the density of aluminum (7.9 g/cm³) by processing thicknesses up to 4 mm at a rate of 1-2 m/min.
Benefits of Rapid Sheet Metal Prototyping
Benefits include improved design validation, lower costs, and quicker product development.
Speeds up production of working prototypes, letting you test and improve designs faster.
Avoids costly tooling, offering cheap solutions for small batches
Accelerated Design Iteration
Prototypes allow physical interference and tolerance testing at ±0.1 mm, so CAD adjustments can be done within 24 to 48 hours.
Cost Efficiency in Early Detection
Rapid sheet metal cuts costs by avoiding costly modifications, tooling changes, and material waste during full-scale production.
Enhanced Functional Testing
Parts withstand drop tests (1 m) and thermal cycles (-40°C to 150°C), validating performance before scaling.
Try Prolean Now!
What to Look For in a Quick-Turn Supplier
In-house Cutting and Bending
Quick turn sheet metal fabricators who manage laser cutting, bending, and finishing in one place have the advantage of avoiding delays, which are often attributed to outsourcing. This is advantageous and provides shorter lead times as it is easier to move from quote to production.
Material Inventory for Fast Turnaround
A well-stocked and prepared metal supply inventory is a crucial part of quick turn and readiness for manufacturing. Quick turn sheet metal fabricators that carry common gauges and alloys don’t rely on waiting for material deliveries.
DFM feedback quality
Rapid machining and sheet metal fabrication go beyond fast production. Some of the key points for rapid manufacturing include smart engineering support that can scale production by optimizing design geometry, reducing cost, and preventing revisions when high volume production begins.
ISO/quality checks
Quick turn sheet metal fabrication can often lead to suppliers not checking production quality, but suppliers with ISO certifications, inspection equipment, and material traceability certificates can ensure consistent parts.
Example of Quick Turn Sheet Metal Fabrication Providers
Proleantech
Sheet metal cutting and forming services from prototypes to on-demand production of sheet metal parts. This service is widely used in a variety of industries, including construction, automotive, aerospace, and electrical.
Xometry
For on-demand fabrication, Xometry’s marketplace is linked to over 10,000 US and EU suppliers. In just a few seconds, quotes are given for quantities up to 1,000.
MadeAria
MadeAria specializes in precision enclosures with waterjet and plasma cutting for distortion-free edges (±0.03 mm). They charge 15% extra for custom finishes while emphasizing sustainable, eco-conscious projects.
Design Guideline to Optimize Sheet Metal Parts
Focus on design-for-manufacturability to maximize sheet metal parts by avoiding detailed or deep-draw designs, utilizing consistent bend radii and relief cuts, maintaining appropriate hole and bend spacing, and strengthening features without additional parts.
In addition to lowering costs and making sure of structural integrity, proper design helps minimize material deformation.
Uniform Material Thickness
Thickness must be kept constant for even tool loading and minimal springback.
Minimum Bend Radius
Set internal radii at 1x thickness for steels – e.g., 2 mm for a 2 mm sheet in order to prevent microcracks. This is calculated as r = t / (2 * tan(α/2)), where α is the bend angle.
Hole and Slot Placement
To avoid cracking, the hole diameter should be at least as large as the thickness of the material.
Relief Cuts and Notches
Relief cuts and notches are essential for optimizing sheet metal parts because they allow material to flow during bending, preventing tearing and wrinkling.
In order to prevent stress concentration, minimum spacings between features such as notches, tabs, and holes are specified in the design guidelines.
Lead Times for Sheet Metal Parts
For common processes like laser cutting and bending, lead times for sheet metal parts usually range from two to twelve business days; more complicated jobs take longer. Lead times for fabrication procedures such as sheet metal fabrication typically range from five to twelve business days.
| Part Complexity | Cutting & Bending | Welding | Finishing (e.g. Powder Coating) | Total Lead Time |
| Simple (Flat with 1-2 bends) | 2-4 days | 3-5 days | 4-7 days | 4-7 days |
| Moderate (Holes, 3-5 bends) | 3-5 days | 4-7 days | 5-10 days | 5-10 days |
| Complex (Assemblies, custom features) | 5-8 days | 7-12 days | 10-15 days | 10-15 days |
Example lead times for quick turn sheet metal parts by complexity
Main Factors Affecting Lead Time
Part complexity
Part complexity includes sheet metal features like complex cut patterns, tight tolerance bends, or multi-part assemblies that complicate programming and setup time. Simple flat patterns can be set up the same day, but complex and well-detailed carvings, engravings, and geometric cuts can add extra days.
Material Availability and Finish Type
If the required material is a common alloy, it is usually easy to source, and quick-turn sheet metal fabricators maintain a supply of common materials. Uncommon sheet thicknesses, special alloys, and electroplating finishes, and other processing steps can add to the lead times.
Welding and Assembly Requirements
Welded components, hardware installations through rivets, and bolts can add additional fabrication stages after cutting and bending. Operations that require skilled manual labor can significantly affect production times, like spot welding pieces.
Batch size
Small run productions and prototypes are quick and easy to produce. As the number of fabrication pieces increases, the lead times also increase. It is important to get quotes from efficient suppliers that can optimize turnaround times as you produce or scale from prototype to low and high-volume production.
Custom Sheet Metal Fabrication Services
Proleantech offers high-quality custom sheet metal parts with rapid turnaround and lead times. We offer rapid quoting, tight tolerancing and ISO quality checks at every stage of manufacturing.
On top of this, you can get optional DFM support with our China sheet metal fabrication and streamline your prototyping to high-volume manufacturing.
Get a quote today to start your project.
Conclusion
Quick turn sheet metal fabrication provides fast, precise custom parts that can be used in prototyping and low-volume production. Quick-turn fabrication involves bending, cutting, and welding processes to manufacture tight-tolerance parts with reduced lead times.
Quick turn sheet metal fabrication is ideal for quick functional testing and iterating designs to support product development.


0 Comments