Laser etching of stainless steel
When done correctly, stainless steel is one of the most challenging materials to mark with precision. The quality of the surface mark will directly impact the durability and legibility for the entire life of the part, whether you are manufacturing industrial components, medical equipment, customized merchandise, or branded hardware. If you get the process wrong, it can lead to faded marks, compromised surfaces, or failures in compliance checks.
Stainless steel laser etching is the most popular method in manufacturing, aerospace, and consumer goods. It produces permanent, high-contrast marks without chemicals or physical contact. Global laser marking is expected to reach $4.5 billion in 2028, according to estimates from the industry. Metal marking, particularly stainless steel, will account for a large share of this growth. This process is now standard for traceability of parts, branding, and decorative applications.
ProLean Tech is a good starting point for evaluating what’s best for you. If you’re interested in how markings fit into a larger manufacturing workflow, our surface finishing services and guidance will give you a complete picture.
What is Laser Etching on Stainless Steel?

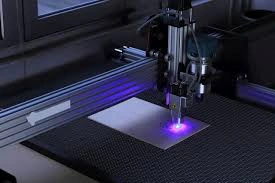
Laser etching on a stainless steel plate
Laser etching uses a thermal process in which a laser beam heats the stainless steel surface, causing a micro-scale expansion. This causes a visible mark to be raised above the base material. It removes little or no material, unlike engraving. Surface deformation is used to create the mark, rather than cutting. The result is an extremely high contrast, permanent mark that bonds to the material on a molecular basis rather than just sitting on top like ink or painting.
The Process
The laser pulse heats up the surface of the stainless steel to a temperature where thermal expansion produces a high contrast mark. Heat causes the chromium-oxide layer to react, causing colour changes ranging from deep black to light grey. This reaction is permanent, resistant to wear and corrosion, and is not affected by cleaning agents or other factors.
Because the depth of an etched marking is usually less than 0.001 inch, the structural integrity is preserved. Etching stainless steel is the best option when tight dimensional tolerances, as with medical implants and precision mechanical components, are required. This process is highly efficient, as it requires no consumables or post-processing chemicals, nor does it require tooling to be changed between jobs.
Common Laser Types Used
Some lasers are better than others at working with stainless steel. The laser’s peak power, pulse length, and wavelength determine the efficiency of energy absorption by metal surfaces. Here are three of the most common:
- Fiber lasers (1064nm) are the industry standard in stainless steel. Fast cycle times and high contrast. Ideal for environments with high production volumes where speed and consistency are important.
- CO2 lasers are less efficient than a CO2 torch on metal, but can be used with certain coatings and for annealing. In most cases, they are better suited for non-metals, although some operators use metal marking sprays.
- Nd: YAG Lasers: A high-energy pulsed laser option for marking stainless steel with black oxide and deep annealing. Commonly used in the aerospace and medical industries, where permanent marking and high contrast are essential.
Laser Engraving vs Laser Etching on Stainless Steel
Laser engraving vs laser etching, both terms are used interchangeably but describe processes that have fundamentally different outcomes, costs, and applications. The wrong choice can lead to premature wear of marks or failures in dimensional inspection. Understanding the difference before specifying a process can save you time, money, and rework.
The Differences in Key Terms
| Factor | Laser Etching | Laser Engraving |
| Material Removal | Minimal (surface deformation) | Significant (material removed) |
| Mark Depth | Below 0.001″ | 0.002″ – 0.005″ |
| Speed up | Faster | Slow down |
| Part Stress | Low-cost | Moderate |
| Ideal For | Medical, aerospace, and tight tolerances | Industrial ID, deep permanent marks |
| Cost | Lower per part | High per part |
Why You Should Choose Etching Over Engraving
Laser etching is the best choice when you want to achieve fast cycle times and minimal material disruption. This is the best choice for applications that require high contrast but no depth. This includes barcodes, serial numbers, and decorative finishes. Etching can also be used when the part has a thin wall, or removing the material could weaken the cross-section.
Laser engraving is a better choice when a mark must withstand extremely corrosive conditions or be durable. It is also advisable when a tactile depth for identification is needed in low-visibility environments. Engraving is more durable than etching when it comes to deep-engraved marks, such as those on heavy industrial components, tooling, and moulds.
Etching is the preferred choice for medical implants and aerospace parts because it does not remove much material, keeping the part within its tight dimensional tolerances. Engraving works better for heavy industrial components, tooling, and outdoor equipment where the mark needs to survive harsh conditions, repeated handling, or aggressive cleaning over a long period of time. Choosing the right process based on the part’s end use avoids costly rework and ensures the mark remains readable throughout the product’s life.
Laser Etching Stainless Steel
Process of laser etching
The right machine settings are crucial to getting clean, consistent marks in stainless steel. A small adjustment in speed, power, or frequency can make the difference between a sharp mark with high contrast and a burnt or washed-out result. No single setting is universally effective for all stainless steel finishes and grades. This is why parameter testing is an essential part of professional marketing workflows.
Core Parameters of Control
- Power (Watts): Higher power can increase contrast, but also cause surface damage. A fiber laser is usually used to etch stainless steel at a power of 20-50W. Too high a power level will scorch the surface, resulting in an uneven oxide coating.
- Speed (mm/s): Faster speeds reduce the heat input and result in lighter marks. Slower speeds produce more heat, which darkens the mark. Power and speed are closely linked, so adjusting one will usually affect the other.
- The pulse frequency (kHz): This affects the overlap of laser pulses. Lower frequency produces more defined dots; higher frequency creates a smoother mark.
- Focus Distance: A precise focal point placement is crucial. Defocus of even 0.5mm can cause blurring on the edges of fine text and barcodes.
- Pass Count: Single pass for etching; multiple passes for deeper annealing or black oxide effects.
Recommended Starting Parameters (Fiber Laser 20W)
These are just general guidelines. Test marks should always be made on samples before production settings are set. The material grade, the surface finish, and the coating will all have an impact on your final product. Use these numbers only as a guideline, not as a final specification.
- Power: 70 – 80%
- Speed: 800 – 1200 mm/s
- Frequency: between 20 and 30 kHz
- Fill type: Linefill at 0.05 to 0.10 mm spacing
- Defocus: from 0 mm to +1 mm, depending on desired effect
Try Prolean Now!
Applications of Laser Etching on Stainless Steel
Application of laser etching on stainless steel
Laser etching stainless steel is not a niche technology. The process is used across a wide range of industries and applications with diverse requirements, but they all share one thing: permanent, precise, and clean marking. Its versatility is one of many reasons why it has replaced older methods such as stamping, electrochemical marking, and ink-based marking.
Medical and Healthcare
Surgical instruments, implants, and medical devices require UDI (Unique Device Identification) markings that are biocompatible, sterilization-resistant, and readable by both humans and scanners. Laser etching is FDA- and ISO 13485-compliant because it does not use chemicals or coatings that could compromise sterility. Laser-etched marks are not affected by autoclaving, gamma rays, or chemical disinfection cycles, which would otherwise destroy printed labels.
Aerospace and Defence
Aerospace part marking follows AS9102 standards and AMS, which require marks to withstand extreme temperature cycling, chemical exposure, and vibration. Many facilities have qualified the laser-etched serial numbers on stainless steel components to meet these standards. Laser etching is non-contact, so there are no mechanical stresses introduced to the component during marking. This is important for aerospace structures that are fatigue sensitive.
Industrial and Manufacturing
Laser etching is commonly used to mark valve bodies, fittings, and fasteners as well as equipment panels for the purpose of asset tracking, maintaining maintenance records, and ensuring regulatory compliance. Fiber laser systems are fast enough to mark large quantities of parts in a short time. Laser marking can be integrated into automated production lines so that manufacturers can log, mark, and verify each part without interrupting the flow.
Consumer and Decorative
Laser etching is increasingly used to personalise and brand custom cutlery, promotional products, architectural hardware, and watches. Modern fiber lasers are able to produce photographic-quality images, including fine typography, on polished or brushed stainless steel surfaces. Laser etching is a great option for consumer brands because it allows them to produce identical products in large quantities. This helps create a premium image.
Surface Finishing Considerations for Stainless Steel
The surface finish of the stainless steel, such as mirror-polished or brushed, bead blasted, or raw mill, will directly influence how your etched mark looks and how you need to adjust parameters. Surface finishes can make a big difference in the etched mark of two parts that are made from stainless steel.
Mirror-polished surfaces have the best contrast because the laser-induced layer of oxide stands out against the reflective surface. Brushed or Satin finishes produce subtler markings that blend better with the base material. Matte or bead-blasted surfaces absorb more energy from the laser, so it is necessary to reduce the power to prevent over-burning.
It is important to specify the surface finish along with the marking requirements at the beginning of the project for applications where the appearance of the mark is just as important as the function. Examples include branded consumer products or decorative architectural elements. A change in finish during development can often mean re-qualifying laser parameters, adding cost and time.
Plan to test a number of parameters before production if your application calls for a particular post-etch look, such as a black annealed marking on a brushed surface. Sample testing can save you time and money by reducing the need for rework.
A polished surface provides better contrast for deep etching because the laser-created oxide layer appears dark and visible against the shiny background. A matte or bead-blasted surface, on the other hand, already has a dull texture, so the etched mark blends in more and shows less contrast. This means polished surfaces are generally preferred when a sharp, high-visibility mark is needed, while matte surfaces require careful parameter adjustment to achieve a readable result.
Try Prolean Now!
Etching Stainless Steel: Common Errors
Laser etch stainless steel
Even experienced operators can make mistakes when etching stainless steel. Here are the most common mistakes and how to avoid them.
Use of Incorrect Focus Settings
In some annealing methods, defocus is used deliberately, but incorrect focus during standard etching results in blurry, low contrast marks that do not pass barcode verification. Before production, always verify focal distance with a test card. A dynamic focus or a tilted piece of work can cause the focal plane to be thrown off on parts with surface curvature. Always check multiple points across the surface.
The Material Grade Differences
Stainless steel does not exist as a single material. Due to their different alloy composition, grades 304 and 316 react differently to the exact same laser settings. The molybdenum in grade 316 affects the thermal conductivity of the material and how the surface reacts to laser exposure. Before finalising settings on a new part, confirm the grade of material and get a certificate. This is especially important in medical and aerospace applications that require traceability.
Skip Post-Mark Cleaning
Laser etching leaves a thin oxide film around the mark. This residue is removed from medical or food contact parts using a passivation procedure or a cleaning agent. This step is important because skipping it can reduce corrosion resistance and cause problems in industries that are regulated. Residue left on the polished surfaces of decorative consumer products can cause a haze that can be seen under certain lighting conditions.
The Mark Quality is not Validated Against the Specs
Most operators only mark the parts and do not perform formal verification. ISO 15415 grade checking should be part of the standard quality workflow for barcodes, Data Matrix, and QR codes. The same mark that appears on a handheld scanner in good lighting can fail a line-scanner under production conditions. Verification should be incorporated into the process right from the start, rather than waiting until final inspection.
What Affects the Cost of Laser Etching Stainless Steel?
Prices for laser etching vary widely depending on several factors. Understanding these factors will allow you to get accurate quotes and prevent surprises as a project goes from prototypes to production volumes.
- Text Type: Simple text and barcodes (2D) are easy to process. The processing time for complex logos, photos, and full-surface patterns is significantly higher.
- Part Geometry: Flat parts can be easily modeled. Those with irregular, curved, or cylindrical surfaces may need rotary fixtures, custom jigging, or other tools, which will add to the cost of each job.
- Volume: The setup costs are fixed, regardless of the quantity. Volume: Higher volumes will spread the costs across more parts and reduce the price per unit. In some cases, moving from 50 to 500 pieces can reduce the cost per unit by up to 70%. Rush orders are subject to a surcharge. Standard lead times for contract etching range between 3 and 7 business days. Material certification requirements. Aerospace and Medical parts often require material certificates, process documentation, and first-article Inspection Reports. All of these add to the project cost.
- Post-processing: Include the cost of passivation, cleaning, or inspection in your total estimate, rather than considering them an optional extra.
Conclusion
Laser etching stainless steel delivers what other marking processes can’t: a permanent mark that is clean and chemically resistant, while leaving the material’s structural integrity intact. The fundamentals remain the same, whether the application is for a surgical tool, aerospace component, industrial fitting, or a personalized consumer product.
It is important to choose the correct laser, dial in the settings correctly, prepare the surface properly, and decide whether engraving or etching will be the best process. These decisions are made in advance to avoid rework and ensure compliance. They also produce marks that will last for the life of the part.
ProLean Tech provides surface finishing services, including laser engraving and etching on stainless steel and other materials. Our laser engraving service helps create clear, permanent markings for logos, serial numbers, and custom designs. Contact our team to discuss your project specifications, volume requirements, and turnaround time.
FAQs
Does laser etching weaken stainless steel?
No. The structural properties of a part are not affected by etching because it removes very little material and works at very shallow depths. (Under 25 microns). In applications where stress is a factor, this is a major advantage over mechanical stamping and deep engraving. Laser etching of stainless steel for medical implants has been proven not to reduce fatigue strength.
Can stainless steel be laser etched if it is coated or plated?
But be careful. Coatings such as PVD, powder coating, or anodizing will react differently from stainless steel. Lasers may have to ablate or penetrate the coating first before marking the substrate. Test on coated samples first before going into production. Some coatings can be removed selectively to reveal the metal underneath, creating a popular two-tone aesthetic.
Is laser etching permanent?
Yes. The mark is created by a surface metallurgical alteration. It’s not ink or paint. It is not rubbed away and resists most industrial cleaning agents and solvents as well as high temperatures. Laser-etched markings on stainless steel are more durable than the actual part in outdoor and marine environments.
What are the file formats required for laser-engraving artwork?
It is best to use vector formats: DXF and DWG are all good options. Raster images can be used to produce greyscale photo-etching, but conversion is required, and the precision may not be as good. Artwork should be supplied at the right scale and oriented correctly. Always generate barcodes and Data Matrix code at the final output size, rather than scaling them up from a smaller original. Scaling introduces distortions that can affect scan reliability.
0 Comments