Thread Milling
In engineering, a thread is the spiral groove on a round surface. It can be on the outside of a rod or inside a hole. You can find cutting threads in small screws and also in large mechanical machine parts. Threads are usually made by cutting, tapping, and milling techniques. Among these, thread milling is often used for medium and large components.
A thread may look simple, but its purpose is vital. It is used to fasten parts, carry loads, seal joints, and transfer motion. Making a thread with high accuracy is not an easy job. The process demands the correct method and tools to achieve a precise fit.
In this guide, you will learn how thread milling works. We will examine the process, the tools involved, and the pros and cons. You will also see how it compares with tapping to understand when each method is better.
What Is Thread Milling?
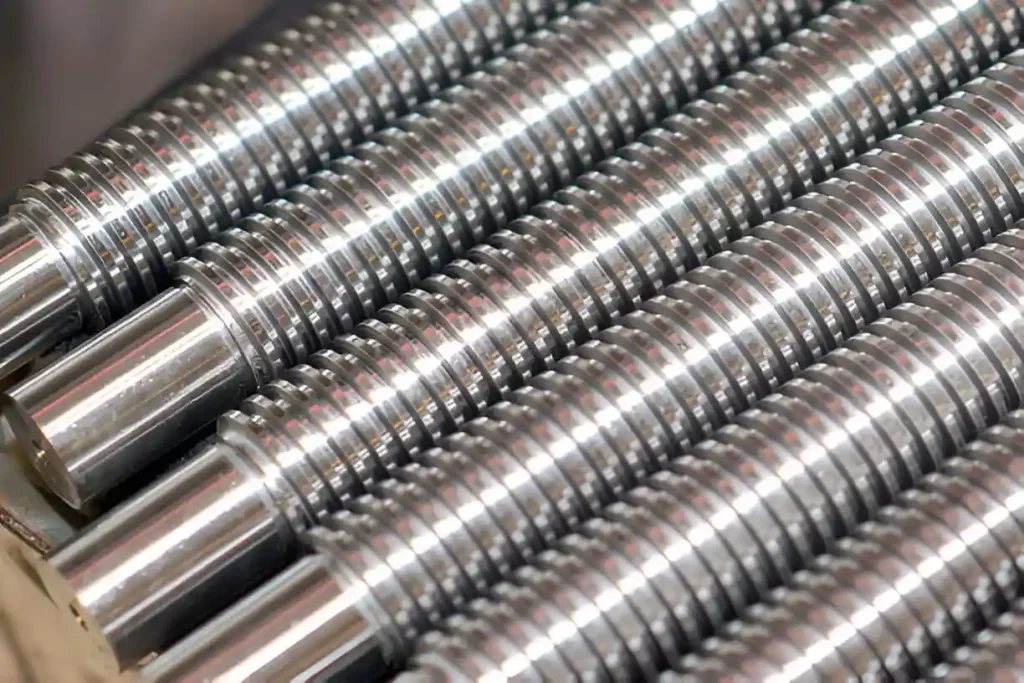
Group of Lead Ball screws
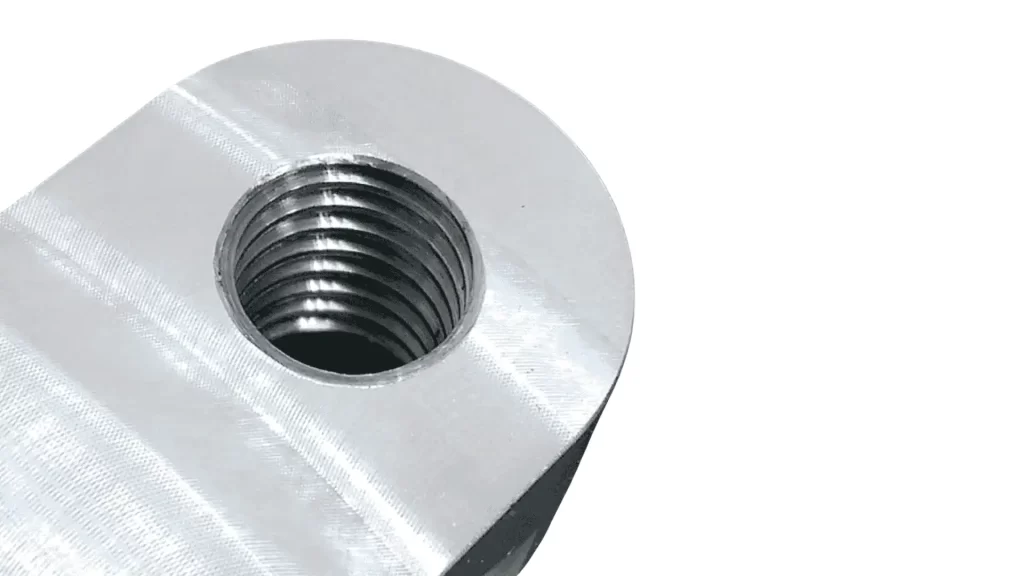
Thread milling is a machining process used to produce threads on a piece. In contrast to tapping, the tool does not cut much of the material at once. In the case of internal threads, the hole is larger than the cutter. It spins rapidly as it moves in a circular direction to create the thread. With tapping, the size of the tool is the same as the hole and remains in complete contact across the edge.
Thread milling is intended to cut accurate and dependable threads. It is most frequently used with internal holes, but can also be used on exterior surfaces. The tool has a fixed pitch and can cut right-hand and left-hand threads. It also provides flank angles that vary according to design requirements.
Thread milling is also widely used on soft materials (e.g., aluminium) for flexibility and tool life benefits. While tapping is commonly used to thread softer materials. Thread milling, however, is effective on large diameters, blind holes, and complex parts, and the tapping might not be effective. It is also flexible when cutting external threads. (See more: CNC Milling Techniques)
Basic Thread Terms
To understand CNC milling thread, you must first know a few simple terms. These words describe the shape and parts of a thread.
| Term | Meaning in Mechanical Terms |
| Major Diameter | The largest outer size of the thread. |
| Minor Diameter | The smallest inner size of the thread. |
| Crest | The top edge of the thread. |
| Root | The bottom area between two threads. |
| Flank | The angled side between crest and root. |
| Thread Angle | The angle made by two flanks. |
| Pitch | The space from one crest to the next. |
| Pitch Diameter | The size of a bolt and nut that fit together. |
| Lead | The distance a thread moves in one complete turn. |
How Thread Milling Works?
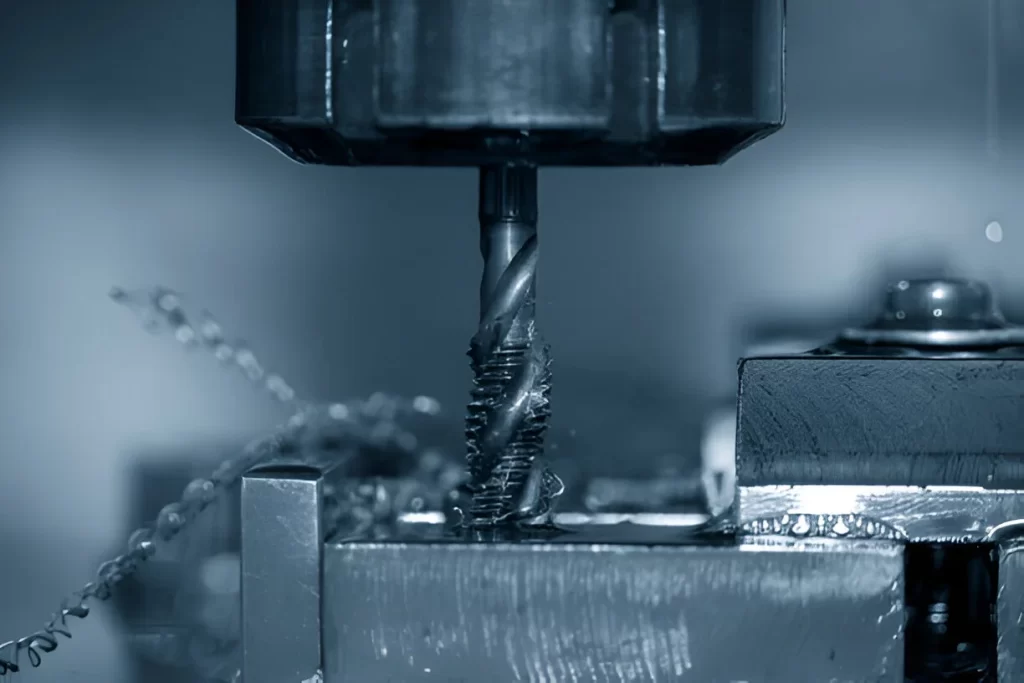
CNC Thread Milling
Thread machining is precision thread cutting. It has a revolving cutter of the shape that fits the shape of the thread. The device rotates in a downwards feeding direction. The helical groove is passed by this motion internally or externally of a part.
The tool does not contact the entire surface simultaneously, as with tapping. Instead, it raises a small area of the material. This decreases the cutting force and allows the machine to easily cut hard metals or plastics.
Thread milling can cut right and left-hand threads. It can easily cut various diameters and only alter the CNC programme, not the tool. This gives it an upper hand in a variety of uses.
1. Tool Motion in Three Axes
The spindle revolves at high speed. The CNC machine drives it in a circular motion on the x and y axes. Meanwhile, the tool is fed slowly along the z-axis. The combination of these movements results in the helical form of the thread.
2. Passes Required for Threading
One continuous pass can be used to cut a thread. Nevertheless, typically two passes are preferable. A majority of the material is removed during the first pass. The second pass adjusts the pitch diameter and also refines the surface finish.
3. Precision and Control
Thread milling allows pitch, depth, and size to be closely controlled. A single tool can shear multiple diameters within range. It penetrates to the bottom of blind holes, many of which cannot be tapped. This renders it an accurate and pliable process.
Try Prolean Now!
How Thread Milling Differs from Other Milling Types
Thread milling is a unique process compared to most other milling processes. It employs an instrument in the form of a shaped tool with the shape of a thread. The tool advances in a helical path (downwards), which provides cutting action in a circle.
The process cannot be performed manually as opposed to slotting or end milling. It needs CNC control, because three motions have to be coordinated: tool rotation, movement in the x-y plane on a circle, and z-carriage vertical feed motion. Manual machines do not have such accuracy.
The other milling types incorporate less complex movement. As an illustration, end milling involves rolling the tool with one-way linear movement. Thread milling, on the other hand, coordinates two or more axes to generate precise external or internal threads.
Types of Thread Milling Tools/Cutters
Thread milling cutters are available in various forms to carry out multiple jobs. Each of them is designed differently and has its advantages and shortcomings. Three of the most typical are described below.
Straight Point Thread Milling Cutter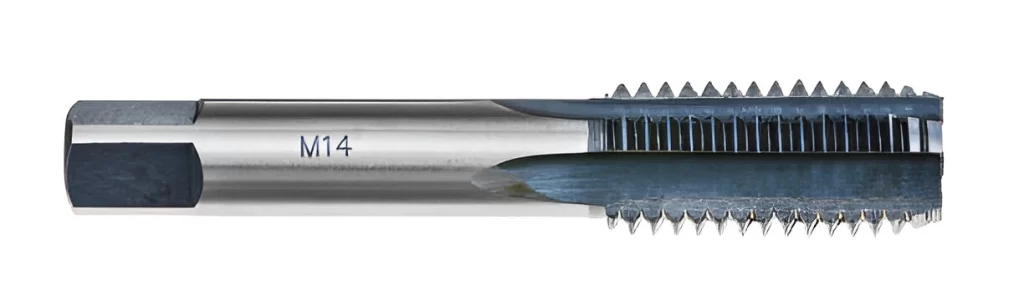
Straight Flute Thread Cutter
Chips are cut away by channels between teeth in straight flute cutters. The flutes are straight rather than oblique. This implies that many teeth come in contact with the workpiece simultaneously. It generates tremendous cutting pressure. Due to this, they operate at a lower speed and feed. They are most suited to softer, readily machined materials and tend to be selected when threading a general-purpose application.
Helical Flute Thread Mills

Helical Flute Thread Mill Cutter
Chip channels also exist on helical flute cutters, but the flutes are in spiral form around the tool. The spiral angle is usually 15 or 30 degrees. The design minimises side pressure due to each tooth’s slight touching of different points on the workpiece. The staggered cutting action can take greater speeds and feeds. Helical flute mills are favoured in high-speed thread milling.
Single Profile Thread Mills
Single Profile Thread Mills
Single-profile cutters possess a single thread profile per cutting pass and may include multiple flutes to distribute cutting load. Others have two rows of teeth. It is slower because they only cut one thread in each rotation. However, the tool’s loading is reduced, and heat is generated. This predisposes them to hard-to-machine materials. They are also the most flexible cutters, where various diameters and pitches can be used with the same tool.
Try Prolean Now!
Thread Milling Vs Tapping

Tap Tools for Thread Cutting
Thread milling vs tapping selection is determined by material, hole diameter, quantity of parts to be produced, and thread precision. Milling is used on hard materials and blind holes, tapping on softer metals, and for large amounts of the same thread.
Process and Tooling
Thread mills have a rotating tool on a helical path. The cutter can allow multiple diameters, pitches, and left- or right-hand threads with tool offsets. The tool only comes in contact with the material in part at one time, and can control torque and limit the amount of heat. Tapping involves using a solid tap corresponding to a single thread size. It severs the thread simultaneously and is restricted to that particular size and pitch.
Flexibility
Threads can be milled by internal or external thread mills, with varying pitch diameters and flank angles. Various thread profiles may be changed without changing the tool. The tapping is restricted to the individual taps, as only one tap can get the suitable size and pitch.
Speed of production and pace
Small holes are faster to tap, each taking 2-8 seconds. Thread milling time depends greatly on thread size and depth, ranging from a few seconds for small holes to much longer durations for large diameters. However, milling requires a controlled evacuation of chips, less torque, and low heat, which is essential in hard materials.
Machine Requirements
Thread milling requires a CNC machine that is helically interpolated and has a high rpm of the spindle. This arrangement has to be fixed to avoid shaking and to be precise. Tapping may be done manually, using semi-automatic or basic CNC machine tools. Harder metals exert more torque on the tap. They pose the danger of tool breakage.
Material Suitability
Thread milling suits hard materials such as stainless steel, titanium, or Inconel because part of the tool is in contact at any time. This decreases cross-load and heat. Tapping is most effective with soft metals like aluminium, brass, or mild steel. Taps may wear out fast in more difficult alloys and even break.
Accuracy and Thread Quality
Thread milling creates highly accurate threads. It usually gives precise pitch diameter, flank angle, and surface finish. Fewer marks and tool wear are created as chips are cleared easily. Standard threads are made by tapping, and accuracy and finish are functions of the sharpness and alignment of the tap and tap lubrication.
Production Volume
Thread milling is applicable in low to medium runs, bespoke threads, and precision blind holes. Tapping is optimal when making large quantities of duplicate threads, and speed and repeatability are paramount. (Read more: Types of Milling)
How to Choose Thread Milling Cutters
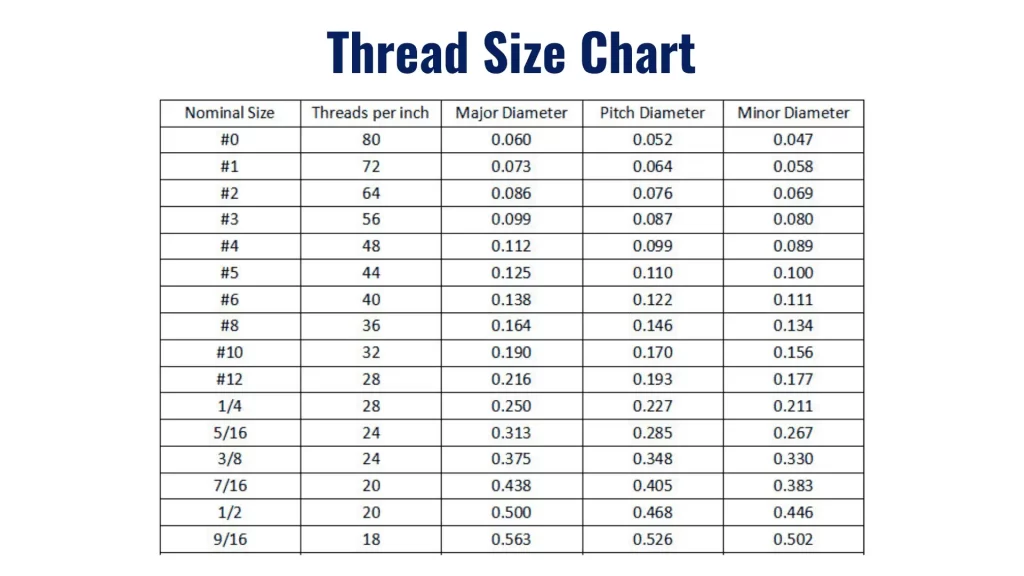
Typical Thread Size Ranges
Choosing the right thread milling cutter depends on various factors. Each factor affects tool performance, efficiency, and cost.
Batch Size
Your production run count of parts is a major contributing factor. High-performance cutters will be preferred for large batches because speed becomes important. Utilize slower and more affordable tools on small batches without compromising efficiency.
Tool type and Hole Diameter
Hole size will determine whether to use an indexable or solid carbide tool. Indexable cutters possess replaceable carbide inserts. Therefore, only the worn parts of the cutter must be replaced. Beyond that size, indexable tools are more economical than complete carbide tools, which must replace the entire cutter when worn.
Hole Depth
Deep threading is slower in single-profile cutters. Multi-tooth cutters are more appropriate, engaging more material in one pass and minimizing cycle time.
Tool and Material Coating
The cutter substrate and coating are dependent on the material being threaded. Strong materials like stainless steel or titanium require more rigorous substrates and coatings on wear-resistant substrates. Less rigid tools and standard coatings are possible on softer materials like aluminum and mild steel.
Practical Tips for Achieving Accurate CNC Thread Milling
Precision Thread Milling
Producing precise threads on a CNC machine requires careful attention. You must choose the tool and machining technique wisely. Here are the key tips to ensure high-quality results and reduce tool wear.
Correct Cutting Speed and Feed
Adjust spindle speed and feed rate to thread size and pitch. The slower the speed, the smoother the surfaces and the more accurate the threads. High speeds can result in chatter and tool deflection
Optimise the Tool for Chip Evacuation
Select the thread type, and then select a cutter. Helical flutes or multi-tooth features improve the removal of the chips and lower the heat. May evacuate chips efficiently and avoid toolmarks.
Add Chamfer/Countersink
On screw threads, internally make a small countersink at the beginning of the hole. In the case of an external thread, place a chamfer on the end. This facilitates entry of threads and limits tool stress.
Where feasible, use Standard Tools
Choose standard sizes of thread mills to reduce tooling expenses and simplify CNC programming. They are readily substituted and perform consistently over various materials using typical tools.
Fix the Workpiece Fixately
Clamp the workpiece securely but not to excessive tightness. Proper holding will help you avoid vibration, improve thread accuracy, and lengthen tool life.
Partner with Prolean Tech for CNC Thread Milling
Thread milling allows you to create precise threads inside holes and on external shafts. You need the right tools, CNC settings, and careful planning to get accurate results.
At Prolean Tech, we handle CNC thread milling projects with expertise and precision. Our multi-axis CNC machines and experienced engineers ensure your designs are made precisely as intended.
We also support you with everything from design optimisation to surface finishing of your parts/products. Our CNC milling service is efficient, cost-effective, and transparent. Simply upload your CNC design, and we will provide a quick, precise quote to start your project.


0 Comments