The process of metal casting is important even in modern manufacturing, with the advent of metal 3D printing. Cast metal parts can be CNC machined to near-perfect dimensions, and casting remains a popular method for producing complex geometries quickly.
Whether it is die casting, open casting, sand, or any other type of casting that primarily involves cooling molten metals or plastics, shrinkage remains a critical challenge. Shrinkage in cast metals significantly affects the quality, size and dimensional accuracy, and integrity of the cast part.
In this article, you’ll learn about shrinkage in the casting process, learn about key engineering challenges, and ways to minimize shrinkage in casting.
What Is Shrinkage?

Casting defects
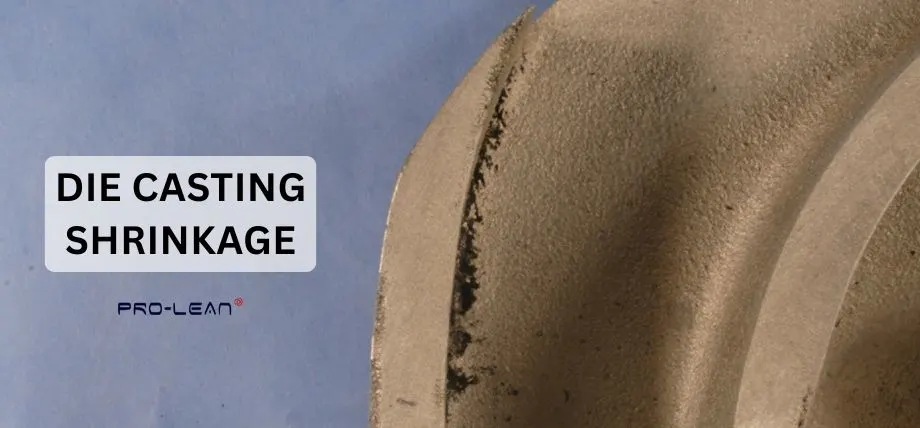
Shrinkage in engineering refers to the reduction in volume that occurs as a metal solidifies from its molten state inside a casting mold. Shrinkage is a common defect, and some allowable shrinkage is even part of the casting process because of the material properties of metals and alloys when they undergo a solidification process as they transition from a liquid state to a solid state.
When liquid metal is poured into a mold, it almost instantly starts to solidify, resulting in volume changes. It is important for the casting parameters like temperature, cooling rate, and mold design to accommodate any shrinkage to minimize metal casting defects.
There are three types of shrinkage in casting:
- Liquid Shrinkage: This type of shrinkage is seen as the molten metal cools from its pouring temperature till the point of solidification. The loss of heat solidifies the liquid metal, contracting it and reducing its volume.
- Solidification Shrinkage: This is a phase in shrinkage where the volume decreases (3-7%) as the metal transitions from liquid state to a solid state. Alloys like aluminum and copper have a high liquid-to-solid shrinkage because the shrinkage rate varies in different alloys.
- Solid Shrinkage: After the entire material has solidified, the solid metal casting cools to normal room temperature, where even more shrinkage can occur. Although not as pronounced as the previous ones, it can still mess up any tight tolerances and is often called patternmaker’s shrinkage because it is already accounted for in the mold design.
Causes of Shrinkage Defects
Shrinkage defects in cast metals are not linked to a single property. While physical properties of metals play a large role, many other factors, from casting design to process parameter,s can lead to shrinkage.
Feeding System
The feeding system is where the metal or material flows to enter any mold cavity. A well-designed feeding system, including risers and gates, should ensure a constant and flowing supply of molten metal to all parts to compensate for casting shrinkage. The idea is to force the material to account for any shrinkage.
Poor risers and gates often cause insufficient liquid metal flow, preventing it from reaching areas of the casting mold during solidification. This can lead to both internal shrinkage and shrinkage porosity. For sand casting, this is a common problem as the riser may fail to feed the casting.
Wrong Pouring Temperature
Another crucial factor in shrinkage is the temperature at which the molten metal is poured. If the metal is poured at too high a temperature, it may cause extra liquid shrinkage and non-uniform cooling. This leads to more defects and often visible pores or incomplete castings.
Similarly, pouring at too low a temperature leads to early solidification. As the liquid that enters the casting solidifies first, it can block or restrict liquid metal flow, especially through micro channels, leading to shrinkage porosity.
Poring molten metal into a cast requires skill and experience to balance flow and solidification.
Cooling Rates
Mold design, shape, and the geometry of the casting influence the rate of cooling of the casting. Section thickness is another aspect that affects the cooling rate. Uneven cooling rates are primarily because of uneven wall thicknesses or section thickness variations which leads to less predictable shrink and defects.
In injection molding, specifically, it is common practice to reinforce parts with the presence of ribs or the use of cores in the casting mold, which can result in further difficulties. Directional solidification is an important parameter to minimize shrinkage and ensure the parts meet injection molding tolerances.
Alloy Composition
Aluminum cast part
The composition of the alloy used in casting is important in determining the shrinkage rate. Even though using aluminum, you would expect the same shrinkage, but different alloys exhibit different solidification shrinkage. Aluminum and copper alloys have comparable shrinkage rates but are typically higher than stainless steel and nickel alloys.
Try Prolean Now!
Types of Shrinkage Defects
Shrinkage defects in molten injection molding can be categorized into open and cosed shrinkage defects.
Open Shrinkage Defects
Open shrinkage defects can be identified by observing the casting surface because they are visible and occur when molten metal is not enough for solidification shrinkage.
Pipes are deep, conical holes or low areas that form at the top of the casting. It is a depression resulting from material pulling away from under the surface during solidification.
Caved surfaces are shallow cavities on the casting surface that are caused by contraction during the cooling process of casting. Other than aesthetic issues, caved surfaces are not a prominent concern.
Closed Shrinkage Defects
Closed shrinkage defects occur within the casting. These defects are not visible on the surface and compromise the physical properties and structural integrity of the produced cast part.
Internal shrinkage can result in voids or cavities within the casting. Macro-shrinkage is large, visible, and is the result of solidification shrinkage. Macro-shrinkage is often found in mold design with varied section thickness.
Micro-shrinkage defects are microscopic defects and voids that are distributed throughout the casting. Micro-shrinkage is the result of complex designs and uneven solidification issues.
What Shrinkage Does In Casting?

Casting machine
Compromises Structural Integrity
Shrinkage defects not only affect the dimensions and size of parts but also lead to internal voids and holes, which are called porosity. This can weaken the cast part by concentrating stress in weak points, ultimately leading to part failure.
Dimensional Accuracy
Shrinkage causes dimensional changes as a casting cools. This leads to deviations from the intended geometrical dimensions. In most cases, these dimensional changes are accounted for in the mold design, but casting tolerances can require additional machining and grinding operations.
It is important that you account for the patternmaker’s shrinkage to ensure the final cast part meets your dimensional requirements. You can use the shrinkage allowance calculated based on the alloy and geometry of the casting design.
Surface Finish
Open shrinkage defects like caved surfaces can produce uneven surfaces, affecting both aesthetics and functionality of the part. For example, in high pressure die casting or wax casting, surface imperfections caused by shrinkage require additional finishing processes.
How To Minimize Shrinkage in Casting?
Optimize Your Mold Design
When designing a mold, use appropriate risers, gates and enough fluid metal channels to manage casting shrinkage. Open shrinkage defects like caved surfaces can be addressed using risers that act as reservoirs in case of shrinkage.
Gate design must ensure smooth flow and minimize wall movement during pouring and solidification.
Control Cooling Rates

Metal gears after casting
The best way to minimize shrinkage is to achieve uniform cooling of material in the casting. Directional solidification can be used to control the cooling process. Directional solidification ensures that the casting cools progressively from end to end.
Another way to control cooling rates is by using chills, which are inserts placed in the mold that can accelerate the cooling in certain sections.
Use Insulators
Insulators can also be used to control the cooling rate. Insulators maintain a slow cooling rate to maintain the supply of liquid metal.
Try Prolean Now!
Die Casting Service
Prolean-Tech provides high-quality part production of plastic and metals. Our warehouse boasts many alloy choices for die casting.
You can learn more about our casting services and get a free quote today!
Conclusion
Shrinkage in cast metals is a challenge that is addressed at every stage of manufacturing. From 3D part designs to mold design, and from casting parameters to surface finishes, many factors influence shrinkage.
Understanding the causes of shrinkage and accounting for patternmaker’s shrinkage can prevent defects like porosity, caved surfaces, and produce parts with sound dimensional accuracy. While most foundries generally use a similar shrink allowance for a group of alloys, the geometry of the casting can bring variability, which can be countered by skill and experience.
This makes it important to choose a high-quality manufacturing service that can produce high-performance cast parts.

0 Comments