Sheet metal welding is a crucial fabrication process because it is one of the simplest ways to join cut-out pieces of metal sheets to create the desired shape.

In Sheet metal welding, the mating surfaces are subjected to intense heat to fuse them by melting the metal in a designated area. In some cases, pressure is also used to join the sheet parts, but Spark is the most popular among the manufacturers and industrial applications.
This article will briefly discuss different sheet metal welding Techniques, Applications, factors to consider, and some helpful welding advice.
MIG welding

MIG welding operation
Another name for MIG welding is Gas Metal Arc Welding (GMAW). The welding process in which the consumable solid wire electrode creates the melt pool in the joining position. The electrical charge electrode tip heats the targeted area and melts the metal. In this method, the welding gun uses a shielding gas (helium, argon, nitrogen) to stop the weld pool from becoming infected by atmospheric contamination. It is suitable for metal sheets of stainless steel, Carbon steel, and Aluminum.
In MIG welding, an inner gas flow from a supply cylinder and a power supply with constant voltage is required to create the electric arc for melting the metal and feeding the electrode wire.
The welding speed in MIG varies from 20 to 30 inches per minute depending on the welding location (Inner or outer surface) & material. However, MIG has become more automatic and can weld up to 100″ per minute.
Try Prolean Now!
TIG welding

TIG welding operation
TIG welding delivers heat to the specific area of the sheet metals where joining is necessary using non-consumable tungsten electrodes. Like MIG welding, inert gas shielding is used to prevent contamination of the welding pool. Since the electrode cannot be consumed, the joint is reinforced with filler materials. So, feeding the filler rod continuously into the welding position throughout the process is required.
According to the sheet metal thickness, you can choose the diameter of the tungsten electrode for the welding process. For example, a 2.4mm tungsten electrode will be best if the sheet metal is around 3mm thick. 1.6 mm will be the best option if the sheet is fragile.
Because it creates strong joints in steeliness steel & non-ferrous sheet metal like Aluminum, copper, titanium, magnesium, and Chromium, TIG welding is widely applied in the aerospace & automotive manufacturing industry besides furniture fabrication. Even though manual TIG welding moves slower (4 to 6″ per minute), welding using automation or a robotic approach can speed up the process.
Stick welding

Stick welding operation
Stick welding is the most common and traditional way of joining sheet metal plates, which uses shielded metal arc welding. It is a manual arc welding approach that uses a stick covered in flux as an electrode. The electrode carries the negative current where the worksheet is connected with the positive terminal of the AC power source.
It is a very straightforward approach. Attach the electrode stick to the welding gun and touch the welding point to proceed. Although it deposits too much metal in the welding position and requires a high level of expertise, it is suitable for hard metals like carbon steel and iron sheets with thicknesses lower than 3.2 mm.
Plasma Arc Welding

Plasma arc welding operation
In plasma arc welding, metal coalescence is produced by a constricted arc made of a high-velocity stream of ionized gas called plasma. In most plasma arc welding operations, a plasma jet is generated by heating the orifice gas in the torch polenta chamber and forcing the plasma through a constricting nozzle. A partial shield is obtained through the plasma and supplemented by an auxiliary shielding gas. Auxiliary shielding gases use argon, helium, or a mixture of argon with hydrogen or helium.
The heat energy of the plasma stream is concentrated and highly intense due to the constricted arc, allowing for deep penetration. As a result, it produces a stable, narrow, and quick weld in the sheet metal. Sheet metals can be joined using plasma arc welding with or without filler material. Ferrous and non-ferrous metals, including fragile sheets, can be joined using plasma arc welding.
Laser-beam welding

Laser beam welding operation
In laser beam welding, a prolonged photon beam pointed at the welding spot heats the metal sheets and joins them by creating the welding pool. The prime advantage of this welding process is that there will be a smaller heat-affected area due to the concentrated high energy-density photons beam.
Laser welds are suitable for sheet metals with a high melting temperature and heat conductivity, such as Carbon & stainless steel, titanium, and Aluminum. Because the narrow weldings are easily achievable, it is used to fabricate gear parts, airbags, sleeves, and pacemakers.
There are two standard machines for laser welding operations on sheet metal, the short and long-wavelength types. Long-wavelength sources are CO2-type lasers, whereas short-wavelength machines are YAG, disk, or fiber beams. The prime difference is that machines with short-wavelength melt the material faster than long ones.
Now let’s compare each of the welding processes for a better understanding;
|
SN |
Type |
Welding speed |
Materials of sheet |
|
1 |
MIG |
20 to 30″ / minute automated : up to 1oo ″ / minute |
Carbon& stainless steel, Aluminum |
|
2 |
TIG |
4 to 10″ / minute automated : Up to 80″ / minute |
Steel, Chromium, titanium, copper, magnesium |
|
3 |
Stick |
3 to 6″ / minute |
hard metals like carbon steel and iron sheets |
|
4 |
Laser beam |
40 to 140″ / minute( depending upon manual or automated) |
Materials with a high melting point, Carbon & stainless steel, titanium |
|
5 |
Plasma arc |
10 to 20″ / minute, automated : up to 125 ″ / minute |
Both ferrous and non-ferrous |
Comparison between welding processes
Try Prolean Now!
Types of Welding Positions & Symbols
There are four basic types of welding positions Flat (1), Horizontal (2), Vertical (3), and Overhead (4). The number in the bracket represents the symbol of the type. Also, both fillet (F) and groove welding (G) can be applied in all four classes. Let’s understand these symbols by the example;
- 3 F: Fillet welding in vertical position
- 4 G: groove welding in an overhead position
- 2 F: Fillet welding in a Horizontal position
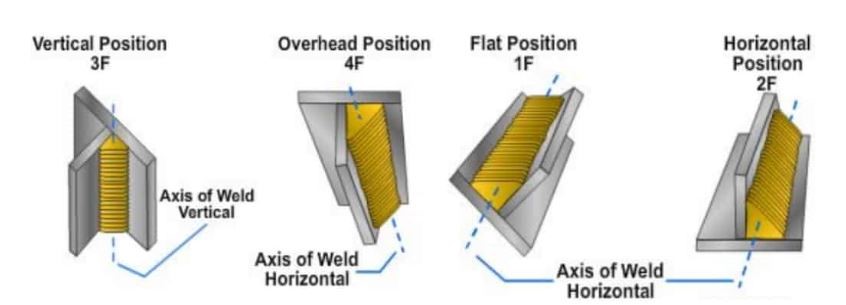
Various welding positions
In fillet welding, the upper end of a horizontal surface is placed against a vertical surface in an L-shaped perpendicular position. While in groove welding, while in groove welding, both metal sheets to be welded lay on the same plane (Vertical).
Factors to be considered during sheet metal welding
For a stable and strengthened wedding, various factors should be considered. Let’s overview some of the crucial factors in detail;
1. Filler material
Pick a filler that is capable of ultimately preventing corrosion and rust formation. Also, remember that the filler rod should be thinner than the sheet metal thickness. For instance, the filler rod should be between 0.7 and 1 mm if you plan to weld sheet metal that is 1.5 mm thick.
2. Electrode size
The electrode size should be chosen based on the heat (electricity) applied and the degree of welding required. For instance, an electrode with a diameter of 0.125 inches works best for narrow welding and low heat conditions.
3. Clamps on the working sheet
Using a clamp to adjust the welding position is crucial to achieving stable welding and strength. In addition, the sheet needs to be correctly clamped to prevent the working sheets from shifting during welding.
Tips to encounter problems during welding
- It is best to use a pointed electrode- tip to keep the arc and puddle as small and controlled as possible when welding in tight spaces between sheet metal pieces because this keeps the heat zone in very constrained areas.
- Test the welding on the prototypes before beginning the welding processes to ensure quality and sheet metal surface finishing.
- When performing MIG welding, move the welding gun in a straight path with the fastest travel speed possible when the arc area becomes hotter. It will protect from burnout.
- Avoid leaving any holes in the welding area because they will act as moisture pinholes and encourage the formation of corrosion.
- To dissipate the heat, bring the heat-affected area into contact with a chill bar made of copper or Aluminum.
Conclusion
Selecting the proper welding technique based on the sheet metal and required product specifications is crucial. After choosing the welding type, several factors, including electrode size, filler material, clamp position, and more, should be considered. At Prolean, we provide professional sheet metal welding consultation and services from designing the welding parameters to laser cutting and welding tailored to your needs. Contact our engineer directly for more information.
FAQ’s
Which are the best approaches for welding with both AC & DC?
Various welding approaches work on both types. However, MIG welding would be the best if you use both AC& DC sources.
What are the common types of welding for sheet metals?
There are five common welding approaches for sheet metal, including TIG, MIG, Stick, Laser beam & plasma welding.
What is the thickness limit for sheet metal welding?
O.8 mm is the lower thickness limit for sheet metal welding. However, if you need to weld sheets lower than that, you can use MIG welding with the MIG welding, but be sure the electrode tip is very sharp-pointed.
What are the critical factors to be considered while performing the welding operations?
Electrode & Filler rod size, the thickness of the working sheet, applied for heat, clamp position, and safety are the most required considerations.


I think the admin of this web page is really working hard in favor
of his web page, for the reason that here every material is quality based
material.
Wow that was strange. I just wrote an really long comment but after
I clicked submit my comment didn’t appear. Grrrr…
well I’m not writing all that over again. Anyhow, just wanted to say fantastic
blog!
Harles, Now it must be appear !
It outlines key considerations for achieving strong, precise welds, such as managing heat, ensuring clean surfaces, and choosing the right materials.
Yes, you can read our other sheet metal resources here; https://proleantech.com/category/sheet-metal-fabrication/