“Aluminum extrusion transforms aluminum alloy into parts or products with a definitive cross-sectional profile for various uses, offering exceptional design flexibility, high strength-to-weight ratio, and excellent corrosion resistance.”

Aluminum is the second most used material in manufacturing after steel. We can see aluminum products everywhere, from kitchenware to automotive vehicles and aircraft. Aluminu’s lightweight, high strength, durability, corrosion resistance, thermal conductivity, ductility, machinability, and several other beneficial properties make it a popular material. Aluminum extrusion is one of the most adopted manufacturing processes to create desired cross-section profiles by passing the heated raw aluminum into an extrusion die.
The raw aluminum is extruded through an aluminum extrusion die. This manufacturing method facilitates better material utilization, the creation of complex cross-sections, smooth surface finishes, and consistent dimensions.
At the end of the article, you will get comprehensive ideas about what is aluminum extrusion, the extrusion process, aluminum alloys for extrusion, and common aluminum extruded products.
What is Aluminum Extrusion?
The commercial invention of aluminum extrusion manufacturing can be traced back to 1886. However, the foundational principles of extrusion were first considered in 1797 (Joseph Bramah). At that time, a mechanical press was used to form the pipes. Source. Furthermore, advancement is continuous until today; new techniques, tooling, and precision capabilities are integrated with technology over time.(Read more:Aluminium Extrusion Explained: Tooling and Process)
Extrusion is the manufacturing process that produces solid, hollow, semi-hollow, and custom profiles from aluminum alloys. It involves pushing the heated aluminum billets or bars (400-480°C) with the punching ram, which forces the material to flow inside the die and permanently deforms it into desired parts based on die geometry. Therefore, die design and construction are key to the process.

Mechanism of aluminum extrusion
Furthermore, there are two types of aluminum extrusion; Direct Extrusion & Indirect Extrusion;
1. Direct Aluminum Extrusion
The direct extrusion of aluminum billets is carried out with a stationary container, where the raw billets are placed. Then, a hydraulic ram applies the force to push the billet through a stationary die at the opposite end of the container.
The billet moves relative to the stationary container and demands higher force to balance the friction between the material flow and the die surface. Moreover, direct extrusion suits long and continuous profiles.
2. Indirect Aluminum Extrusion

Direct and indirect extrusion process
In the Indirect aluminum extrusion process, the ram pushes the container while the billet remains stationary and forces the billet through the die. Additionally, lower friction because the billet does not slide against the container walls.
Try Prolean Now!
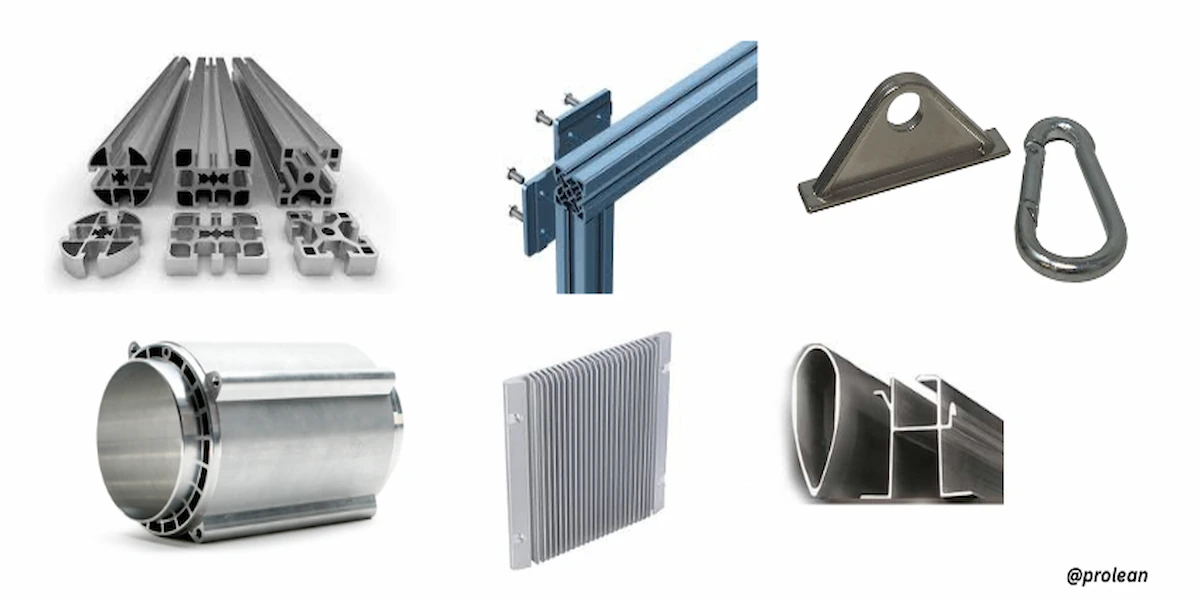
Applications of Aluminum Extrusion
The use of aluminum extruded parts is diverse and widespread, from heatsinks to electronics to automotive and aircraft parts. The extrusion method’s consistency and high-volume production at low cost make it valuable in several custom aluminum extrusion applications.
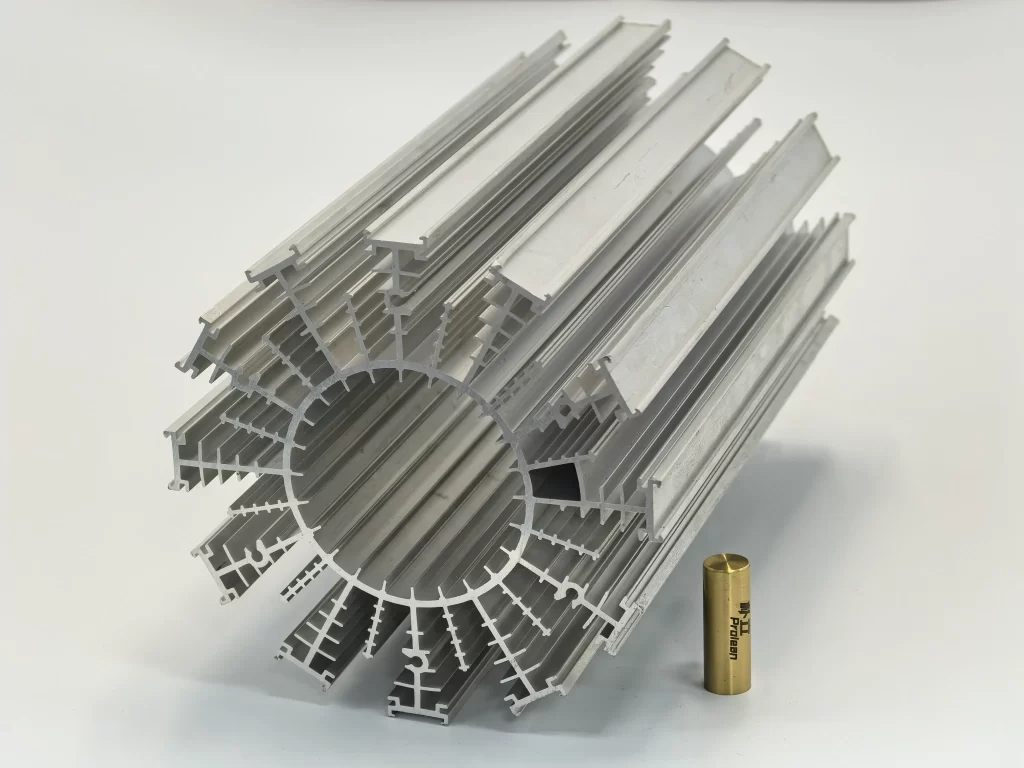
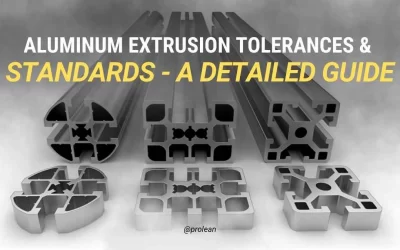
Aluminum extrusion profiles
Moreover, distinct geometrical profiles can be created in the extrusion process.
- Cylindrical bars
- Square & rectangular shapes
- Hollow & Semi-hollow tubes
- Brackets & L, C, or other shaped parts
- Custom profiles
Now, let’s look at some specific Aluminum Extrusion Applications used across various areas;
Read more: Aluminum Extrusion Brackets
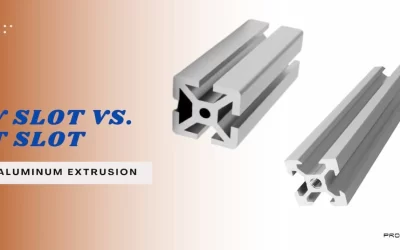
V Slot vs T Slot Aluminum Extrusion: Key Differences
- Heat Sinks
Heat sinks are used in electronic devices or industrial systems to discharge the heat generated while operating them. The excellent heat transfer properties of aluminum alloys, typically 6061 and 6063, make them an excellent choice for heat sink aluminum profiles.
Furthermore, Aluminium Extrusion Heat Sinks can withstand high thermal stress even with small thicknesses. The reason is that extrusion flows and permanently deforms the aluminum, facilitating high strength.
- Electrical Components
Another use of aluminum extruded parts is for the components of electrical instruments or devices. Some common examples are busbars, LED lighting fixtures and housings, enclosures, cable conduits, battery housings, and structural components for solar panel frames are also available.
- Automotive Parts
The extrusion process is also used to manufacture strong, durable, lightweight vehicle components. Additionally, extruded automotive parts are compatible with different finishing techniques, enabling the customization of surface properties based on requirements. Some examples are;
- Engine mounts
- Bumpers
- Frame & roof rails
- Side-impact bars
- Driveshafts
- Radiator tubes
- Seat tracks
- Extruded Fixtures
The aluminum extrusion process allows for the production of complex cross-sectional profiles, making it ideal for custom fixture designs. Consequently, aluminum provides excellent corrosion resistance and durability for both indoor and outdoor fixtures. Finishing, like anodizing or powder coating, can also be applied for superior corrosion and wear resistance. Some examples are the metal fixtures for shelving systems, lighting tracks, curtain wall systems, and windows and frame doors.
Common Aluminum Grades Used in Extrusion
Which aluminum grade is best for extrusion? It depends on the required properties for the final extruded parts. A distinct composition of alloying with pure aluminum forms several aluminum grades, which can be extruded with steel dies.
- 1000 Series: These grades are non-heat treatable with excellent electrical/thermal conductivity but relatively low strength.
- 6000 Series: The composition includes silicone, magnesium, and pure aluminum. 6000 series alloys like 6060, 6101, 6063, and 6005A superior provide extrudability, moderate or high strength, and corrosion resistance.
- 7000 Series: These grades contain additional zinc, which makes them more corrosion-resistant than the 6000 series, e.g., 7180.
Moreover, you need to consider the various factors to choose the appropriate extrusion grade, such as strength, corrosion resistance, desired finish quality, extrudability, heat treatment requirement, cost, etc.
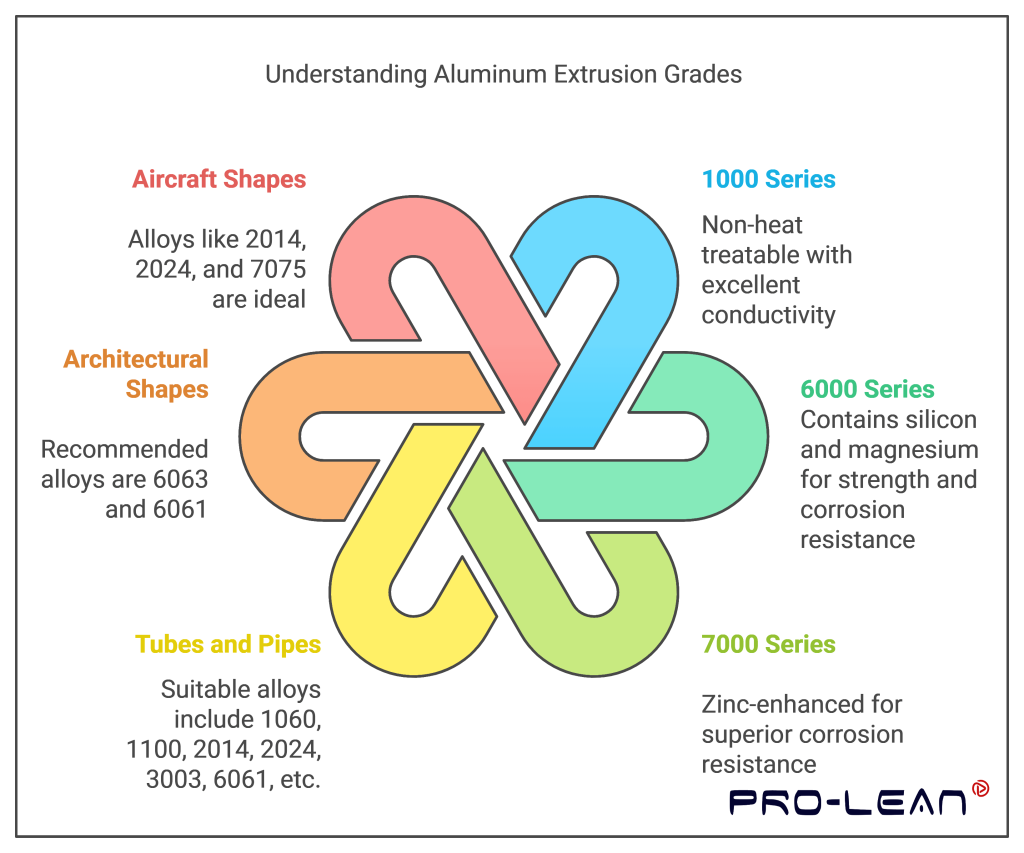
Table: Application & Recommended Alloys
| Extrusion Shapes | Aluminum Alloys |
| Tubes and Pipes | 1060, 1100, 2014, 2024, 30036, 5154, 5454, 6061, 6063, 7075, etc. |
| Architectural Shapes | 6063, 6061 |
| Aircraft Shapes | 2014, 2024, 7075, 7178 |
| Structural Shapes | 5083, 5086, 6061, 6063, 6351, 7004 |
| Electrical Bus Conductors | 6101, 1350 |
Courtesy: extrusion dies
Read more:2020 Vs 2040 Vs 8020 Aluminum Extrusion: Differences Explained
What are the Advantages of Aluminum Extrusion?
Extrusion has many advantages in producing diverse aluminum profiles, including precision, surface finish, cost-effectiveness, strength, and more.
- High Strength-to-Weight Ratio
- Impact shocks resistant
- Easy die customization
- Complex aluminum parts
- Cst-effective for medium-to-high production
- Customization of properties like density & porosity
- Excellent control over temperature & pressure
- Smooth extruded surfaces
What are the Disadvantages of Aluminum Extrusion
Like every other manufacturing approach, extrusion has limitations, such as an upfront die cost, shape restrictions, and thermal effects. The thermal expansion of aluminum billets can result in dimensional errors in the extruded products. Consequently, it is less effective for parts requiring complex three-dimensional shapes.
- The high initial cost of die & tooling
- Thermal Sensitivity
- Risk of high surface porosity
Try Prolean Now!
We Supply Finished Aluminum Extruded Components
Do you need extruded aluminum profiles and components? If so, ProleanTech is definitely a reliable manufacturing company to consider. We are a China, Shenzhen-based Custom Aluminum Extrusion Manufacturer with over a decade of experience providing extrusion and other fabrication & machining services for automotive, aerospace, electrical, industrial processing, and many other industries.
ProleanTech’s Aluminum Extrusion Services encompass everything from design optimization and die manufacturing to post-processing treatments. Our expert engineers work closely with operators and the quality control team to fulfill your extrusion requirements. So, send us your design to kickstart the collaboration.
Summing Up
Aluminum extrusions can produce different shapes, geometry, or components. According to the required specifications, suitable grades from extensive alloy options can be chosen. However, several factors, like temperature and pressure control, must be considered to achieve the desired quality and accuracy. Additionally, die design & material also affect the result of extruded components. Overall, the right processing parameters and toolings are critical to the success of any extrusion project.
FAQs
How does aluminum extrusion work?
Aluminum extrusion shapes the profiles with consistent cross-sections by forcing the heated aluminum through a die.
Can I make hollow profiles with extrusion?
Yes, hollow profiles can be made using aluminum extrusion. This is achieved by using a die with a mandrel, which creates an internal cavity in the extruded profile.
What are the aluminum alloys for extrusion?
Here are the alloys for extrusion: 1060, 1100, 2014, 2024, 3003, 5083, 5086, 6061, 6063, 6101, 6351, 7075, and 7178.
What are examples of extruded aluminum profiles?
Examples of extruded aluminium profiles include tubes and pipes, architectural shapes, aircraft components, structural shapes, electrical bus conductors, heat sinks, automotive parts, etc.
0 Comments