“Surface finishes give parts texture, matte finishes, and gloss, increase their ability to endure wear and tears, and protect them against corrosion.”
Selecting the right surface finish is one of the most important decisions a designer or a buyer of sheet metal parts makes, yet it is often not given the attention it deserves. The type of finish used can significantly affect the working of the part, its look, and how long it will last. The exemplary sheet metal surface finish is crucial because it determines the part’s performance, durability, and longevity. For example, components likely to undergo mechanical stress require a tough surface coating. In contrast, those who are likely to be exposed to the elements require protection from the environment. The finish is as important as the size and shape of the part in defining its application in the particular use.
Despite this, choosing the right finish can be quite a task. You have to determine what properties the finish of your part should possess to meet the requirements. Will it have to endure extreme conditions, or is it a part that will be visible to customers and should match their brand? These considerations will help you choose the right finish for your furniture and metal parts. The different types of finishes and their advantages are also essential to know. Various finishes have various benefits and are appropriate for multiple uses. In this article, we will give a brief guide to assist you in selecting the most suitable finish for your sheet metal surface finish parts, including their functionality, appearance, and endurance.
Significance of Surface Finishing In Your Project

Surface finishing
The surface finishing process is required in those parts that are exposed or serve aesthetic functions rather than being buried in the system. Some of the common defects that may be observed on parts cut with water jet or laser techniques include burrs on the bottom face, handling marks, frosting near the cut line, and small tabs that may be left behind during the cutting process. It’s important to note that the finishing process can be carried out after cutting, which will help minimize the cleanup done before installing the product. Prolean has added more finishing options to its list of services, meaning you now have more options to get your sheet cut and polished sheet metal parts just the way you want them. Read on to learn more about the options for your parts’ finish.
Try Prolean Now!
3 Classes of Sheet Metal Surface Finishes
Now, let’s briefly discuss the three categories of surface finishes for sheet metal parts: Class A, Class B, and Class C, as well as their features, uses, and methods of obtaining each.
There are three main classes of sheet metal finish, namely:
Class A: Best Quality
Description: Class A is the most delicate and costly and is commonly called the cosmetic finish.
Features:
- No marks of press brake or any other blemishes on the surface.
- Suitable for external applications like medical devices and food contact applications.
- Components are needed for anodization.
- Process: Done with Timesavers or stroke sander to smoothen the surface and eliminate all defects. Each part is wrapped in paper during transportation to avoid scratching the surface of the part.
Class B: Better Quality
Description: Class B is slightly more economical than Class A and is commonly known as the standard finish; however, it allows for some surface irregularities.
Features:
- Applicable for parts that are plated.
- It may contain press brake marks.
Subcategories:
- B-1: Standard finish with Timesavers, eliminating sharp edges and giving a light-grain linear finish.
- B-2: Manual dual action (DA) or orbital sand finish, using an orbital or nonlinear finish to remove sharp edges.
- B-3: Tumble finish is produced by employing a vibratory tumbler machine, which creates a uniform, smooth, nonlinear finish commonly used for small parts.
Class C: Good Quality
Description: Class C is also referred to as the “mill finish” and is the most affordable of all the options.
Features:
- Sharp enough not to cause cuts but not heavily barbed.
- Has visible defects such as press brake marks.
- Typically applied to parts that will be painted or powder coated, as these processes mask surface defects.
- Process: No use of Timesavers machines or DA sanding.
These classifications assist in the process of elimination and enable one to select the appropriate finish that meets the project’s needs while considering the costs and quality.
Sheet Metal Finishing Techniques
The standard techniques of surface finishing include;
Standard, As-Cut Surface Finishes
This process is the most common option for parts that will not be seen or handled frequently. The cosmetic appearance of flat sheet cut parts may be different and require additional standard finishing techniques. For example:
- Waterjet Cutting: A halo effect is created when overspray occurs near the cut line, particularly at the pierce points and on the bottom face. There may also be slight surface marks on the top and bottom faces and watermarks of exposure.
- Laser Cutting: This can result in discoloration at the edges of the cut. Furthermore, some metals may have a mill finish from the manufacturer, which may look like printed letters.
For small parts, where one or both dimensions are less than four inches, parts must be taped to the sheet during cutting to prevent them from falling into the waterjet tank. In such cases, we either pop them off the sheets or ship the sheet with the parts still attached. If the parts are minimal and could easily be lost in packaging, they are sent in the same arrangement as received.
Bead Blast Finish
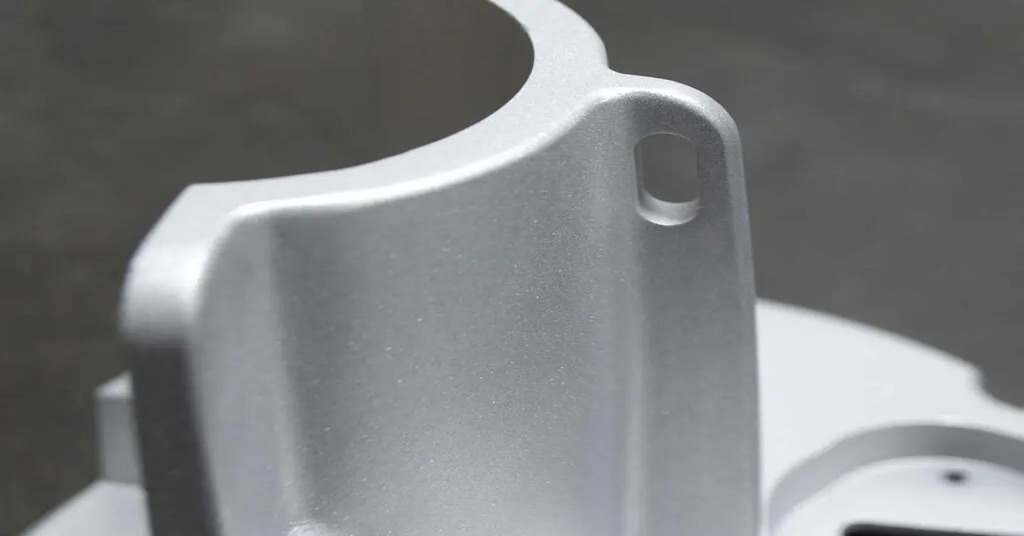
Bead blasting surface finish
The bead blast finish is also helpful for removing burrs and other surface irregularities and provides a fine-grain finish on all parts. This can be done by using high-pressure compressed air to propel tiny glass beads onto the surface of the parts. It complements waterjet cutting because the surface generated is almost identical to the cut edge made by the garnet in waterjet cutting, providing a uniform appearance of the faces and edges.
After cutting, the best way to paint your parts is with a bead blast finish. The surface is smooth but not slippery and has an even “tooth” that provides a good grip for paint, even in the crevices. It is also considered ideal for a matte look. Before anodizing, the bead blast and other matte finishes are applied to the surface, which makes the surface non-reflective matte.
To apply the bead blast finish, the parts must fit into the blast cabinet, which is only possible if the parts are below 24’’ in width and height. A bead blast finish is appropriate for parts greater than one square inch since small parts are challenging to grip and apply uniformly. The parts that are to be bead blasted will be taken off their source sheet, and the tabs will be ground down to give a clean edge.
Sanding Random (Swirl) Finish

Swirl removing by sanding machine
Sanding Random (Swirl) is used on a part’s top and bottom surfaces and is obtained by a powered, non-woven abrasive pad in a random orbital motion. This finish is usually preferred by many of our signage clients as the all-over brushed finish can be used in almost any environment. The texture left by the abrasive pad also gives a good surface for the paint to stick to. This finish can eliminate light surface scratches, mill marks, burrs, or any other surface imperfections. It is most appropriate for pieces larger than six inches in size because it provides an even finish on a larger piece of work. For smaller parts, tumbling is recommended. Like the bead blast finish, the sanding random swirl finish is sound for anodizing preparation and gives a non-reflective matte finish.
Sanding with Grain (Linear)
Sanding with grain (linear) finish is a type of finish applied in the same direction as the wood grain. Sanding with Grain (Linear) is the process of using a non-woven abrasive on a belt sander to give a brushed finish with lines parallel to the direction of the grain on both sides of the part. Despite this, it’s important to mention that this is a manual process, and the resulting surface is not a standard finish in terms of uniformity or evenness.
Because of the machinery used to apply this finish, the parts must be no more than 6’’ in height or width. By default, sanding is done parallel to the direction of the grain, the direction of which is defined in a technical drawing.
Tumbled Finish
Tumbled finishing is a cheaper way of deburring, decreasing the marks on the surface, and even making the surface on the small parts. This process involves putting the parts in a vibratory tumbler containing ceramic abrasive media. The movement of the water and the media creates a smooth and consistent surface throughout the part.
Tumbling is most suitable for roughing up small parts before further finishing or soldering, for instance, jewelry pieces or electrical contacts. It is also helpful in production work where small parts must be processed.
This finish is primarily used on components less than 4’’ in height and width. The stock material must also be sufficiently robust to endure the tumbling process, while stainless steel sheet metal fabrication components must be of a minimum thickness. Less than 0. 030” thick, and aluminum and other non-ferrous metals need to be more than 0. 045” thick.
Try Prolean Now!
Sheet Metal Platings or Coatings for Sheet Metal Parts
The general idea of metal coating is depositing a layer on the surface of the metal. The following explained terminologies are some of the most widely used metal coating techniques.
Galvanizing
The galvanizing process is mainly applied to steel parts. Also known as hot-dip galvanizing, this process involves dipping steel in molten zinc. This leads to several zinc-iron alloy and zinc metal layers on the steel’s surface. The zinc reacts with the iron in the steel in a metallurgical manner, penetrates through the coating in a direction perpendicular to the surface, and provides a thick and even layer over the entire surface.
Passivation
Passivation
Passivation treatments are commonly applied to stainless steel, an alloy of iron, chromium, and nickel. Chromium in stainless steel reacts with oxygen in the air to form a passive chromium oxide layer, which has anti-corrosive properties, while free iron in the alloy accelerates corrosion. This dissolves the free iron and improves the chromium oxide layer, making the metal more corrosion-resistant.
Anodizing
Anodizing is an electrolytic process that increases the size of the oxide layer on a metal surface, making the metal more corrosion-resistant. This method is mainly applied to aluminum.
How Anodizing Works?
- Preparation: The aluminum alloy should be cleaned and placed in a sulfuric acid electrolyte.
- Electrolytic Process: Take aluminum as the anode and use a material that does not react with the electrolyte, such as stainless steel, nickel, or carbon as the cathode.
- Oxide Formation: When voltage is applied, oxygen is produced at the anode and reacts with the aluminum to form a layer of aluminum oxide.
Types of Electrolytes and Their Effects:
- 10–15% Sulfuric Acid at 25°C creates an oxide layer on part of approx. 25µm/hour.
- Oxalic and Sulfuric Acids at 30°C form an oxide layer of approx. 0. 03mm/ hour.
- 10% Chromic Acid at 38–42°C forms an oxide layer of about 15µm/hour.
Benefits of Anodizing:
- Durability: The surface also gets denser and more abrasive resistant.
- Aesthetic Appeal: Anodizing can also produce a dull surface that can be colored for a permanent color.
- Improved Coating: The rough surface also benefits painting and other coating forms as they stick better on the textured surface.
Anodizing is especially suitable for parts that are hard-wearing, resistant to corrosion, and aesthetically pleasing.
Hard Anodizing
Hard anodizing forms thicker oxide layers (25-100µm) on the surface of metals compared to the thin films in the normal anodizing process. This process involves using oxalic and sulfuric acid at a concentration of 0-10°C. The final coatings are generally grey to black and have a 500-900 HV hardness.
Chem-Film
Chem-film or chromate conversion coating is another passivation process used on aluminum. It involves immersing the metal surface in a chemical solution and spraying or brushing it. This treatment does not change the dimensions of the metal and can be used as a foundation for other organic coatings. Chem-film is also used to repair anodized surfaces and prepare the surface for subsequent anodizing. The final layer can be transparent yellow or tan, which causes the yellow shades on the treated metals.
Electroplating
The electroplating process deposits one metal on the surface of another through acid hydrolysis. In this process, the metal to be plated is used as the cathode (negatively charged), and a sacrificial anode(positively charged) such as silver is employed. For instance, a sacrificial silver anode can deposit a steel or aluminum cathode. Electroplating is a process that helps improve the parts’ corrosion resistance and strength.
Black Oxide

Black oxide surface finishing
Black oxide is a chemical conversion coating technique that entails the formation of a black iron oxide film on metals such as aluminum or steel. Compared to electroplating, the black oxide layer is deposited on the metal surface through an electrochemical process. For example, black oxide is formed through a chemical reaction between the iron in the metal and the oxidizing salts in the black oxide solution. These solutions include catalysts, penetrators, activators, and additives that form the black iron oxide layer, which is magnetite (Fe3O4) on the substrate surface. Additional wax or oil application may also help increase the anti-corrosive abilities and decrease friction.
The black oxide finish also helps protect the material from corrosion and gives it light-reflecting properties, UV and infrared.
Electroless Nickel Plating
Electroless nickel plating or nickel-phosphorus plating is a process of depositing a layer of nickel-phosphorus alloy on an aluminum or steel substrate. This process involves using a water solution of nickel salts and phosphorus-reducing agents, with the substrate submerged in the solution. It’s advantageous over electroplating because it does not suffer from problems associated with current density and substrate resistance; hence, the coating is more uniform.
Powder Coating
Powder coating is a dry process in which a dry powder is applied to a substrate. It’s different from liquid paint, which uses an evaporating solvent: the powder coating process involves electrostatic spray, and then the coating is cured by heat or UV light. The powder that can be used can be thermoplastic or thermosetting. Moreover, it offers a harder and more uniform surface than conventional coatings, making it more effective. The polymer powders can easily be applied on metals like aluminum and steel to give the surface a hard and attractive finish.
Surface Finishing Options Available at Prolean
The Standard (as-cut) finish option is the quickest of the available options. Some of the characteristics of this finish may include; The part may exhibit tool marks, sharp edges, and burrs. It could have visible signs of water jet cutting, laser cutting, milling, or discoloration from the process. These imperfections can be erased if the owner wishes to do so. There are numerous possibilities for post-processing custom sheet metal parts that can help refine the parts’ appearance and improve their mechanical and thermal characteristics. The following table presents and contrasts the various sheet metal fabrication processes Prolean offers for surface finishes. The standard finishes available for sheet metal fabrication are given by;
|
Finish Options |
Materials | Color | Texture | Thickness |
| As-machined | Metals, Plastics | n/a | n/a | n/a |
| Bead Blasted | ABS, Aluminum, Brass, Stainless Steel, Steel | White glossy | Matte | n/a |
| Anodized | Aluminum | Clear, black, grey, red, blue, gold | Smooth, matte | 1.8μm to 25μm |
|
Powder Coating |
Aluminum, Stainless Steel, Steel | Black (20% or 90% gloss), white (20% or 90% gloss) | Gloss or semi-gloss | 60μm to 100μm |
| Polishing | Aluminum, Brass, Stainless Steel, Steel | n/a | Glossy | n/a |
| Brushing | ABS, Aluminum, Brass, Stainless Steel, Steel | n/a | Satin | n/a |
| Smooth Machining | Metals, Plastics | n/a | Smooth | n/a |
| Black Oxide | Steel, Stainless Steel | Black | Smooth, matte black | n/a |
| Electroless Nickel Plating | Aluminum, Steel, Stainless Steel | n/a | Smooth, glossy | 5μm to 8μm |
| Alodine | Aluminum | Clear, gold | n/a | 0.25μm to 1.0μm |
| Electroplating | Aluminum, Steel, Stainless Steel | n/a | Smooth, glossy | n/a |
| Zinc Plating | Steel, Stainless Steel | Light blue coating, glossy black coating (silver) | Smooth | 3 to 8μm; 8 to 12μm |
| Nickel Plating | Aluminum, Steel, Stainless Steel | Clear, matte, black | Smooth | 3 to 8μm; 8 to 12μm |
| Passivating | Stainless Steel | n/a | Matte | n/a |
| PTFE (Teflon) Coating | Steel, Aluminum | Black | Smooth | n/a |
| Fine Machining | Metal, Plastics | n/a | Smooth | n/a |
| Laser Cladding | Steel | n/a | n/a | n/a |
| Laser Engraving | Metals, Plastics | Black or Gray | n/a | n/a |
Selecting the Proper Sheet Metal Finishing Method
There are several factors to consider when choosing sheet metal fabrication techniques for surface finishing. Some common factors include;
- Material Compatibility:
It is important to note that various types of finishing are suitable for certain materials only. For example, anodizing is mainly appropriate for aluminum and titanium alloys. Also, the material’s hardness and abrasive finishing on softer metals should be considered for optimal surface finishing outcomes.
- Coating Thickness:
The thickness of the required coating also differs depending on the chosen finishing technique. For example:
- Powder coating is available in thickness of 35 µm to 200 µm.
- Anodization results in thickness ranging from 0. The thickness of the layers ranges from 5 µm to 150 µm.
- Electroplating gives rise to a thickness of between 5 µm and 25 µm.
- Purpose:
Determine if the finish is more for appearance or performance enhancement. Some finishes are more aesthetic, such as stainless steel, while some are both aesthetic and functional, such as aluminum.
- Turnaround Time:
Think about the required production rate. Select the right finishing process that will meet your project’s time frame while ensuring that it is fast but does not compromise the quality of the project.
- Cost:
Cost-effectiveness is crucial. Consider different options in terms of price without necessarily choosing expensive products. Specific processes like anodizing are sometimes more costly, but they provide certain advantages.
Try Prolean Now!
Conclusion
Sheet metal finishes are essential in fabrication as they act as finishing and functional parts. This paper aims to provide an overview of various finishing processes, their benefits, and limitations so that better decisions can be made in future projects.
We are ProleanTech, China’s premier On-Demand CNC Machining Company. We have extensive knowledge of the different types of sheet metals, finishes, and uses. As a company in the industry for over a decade, you can count on us to provide you with the best sheet metal fabrication finishing services that meet your requirements. Call us today to learn more about our sheet metal service capabilities to meet your project needs.

0 Comments