“Peripheral milling is defined by the orientation of the milling tool being parallel to the workpiece, suitable for machining long, continuous surfaces”

Milling is subtractive manufacturing that creates desired parts and products through material removals. The introduction of CNC Milling in the manufacturing industry has changed the way of thinking about precision and speed production. Different types of milling operations or setups can be used based on the design specifications; Face Milling and Peripheral milling are two key milling strategies.
In peripheral milling, the milling tool is parallel to the workpiece. Typically, cutting tools with teeth at the circumference (like fly cutters) are used in the machining process. The teeth at the circumferences cut away the material from the top of the workpiece surface.
This article will guide you through what is peripheral milling, its working mechanism, application examples, and advantages.
Let’s start the elaboration!
What is Peripheral Milling?
Peripheral, also known as slab milling is a process of removing materials using rotating milling cutters with teeth at the sideways or circumference. Meanwhile, the setup includes the cutter’s rotational axis parallel to the workpiece. Unlike face milling, the peripheral milling method utilizes the sides of the cutter instead of the tip. It also reduces the risk of defections and creates fine horizontal or flat surfaces.
Subsequently, it is one of the CNC Milling Techniques that can remove a large amount of material from the surface and can handle deep cuts. You can use this milling method for contouring operations as it allows for complex profiles and shapes.
Table: Peripheral Milling Vs Face Milling
| Criteria | Peripheral Milling | Face Milling |
| Tool Orientation | Parallel to the workpiece surface | Perpendicular to the workpiece surface |
| Material Removal | Primarily from the edges | Primarily from the surface |
| Surface Finish | Relatively less consistent finish | Smooth and more uniform finish |
| Cutting Depth | Suitable for deeper cuts | Shallow cuts |
| Applications | Profile milling, slotting, contouring | Creating horizontal or flat surfaces |
Try Prolean Now!
The Working of Peripheral Milling
As previously mentioned, its working mechanism involves machining the periphery of the material using suitable milling cutters (tools). The teeth on the side or periphery of cutters remove the material from the surface.
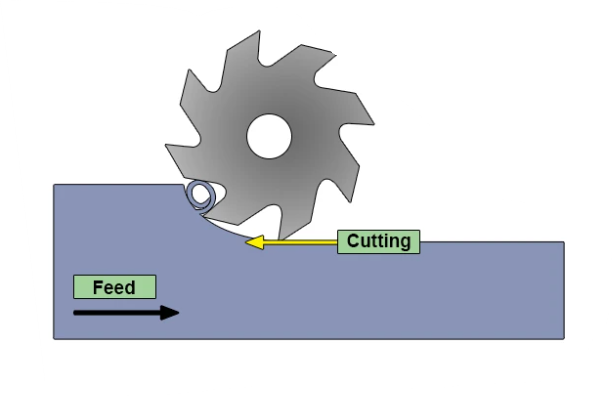
The working mechanism of peripheral milling
While the teeth’s edges engage with the workpiece, the tool rotates and each tooth intermittently enters and exits the workpiece. Here, the cutting force removes the material as teeth engage and rotate through the surface.
As the cutting edge penetrates the surface the subsequent shearing and plowing action of the tool due to rotational motion forms the chips and removes material layer by layer. This process repeats until the desired shape is achieved. The CNC milling machines can automate the production of milling parts. They can execute different operations, cutting, flattening, grooving, slotting, etc. This Advanced Machining Technique allows you to convert compatible 3D designs into functional items with high precision. with automated tool path and
Peripheral Milling Tools
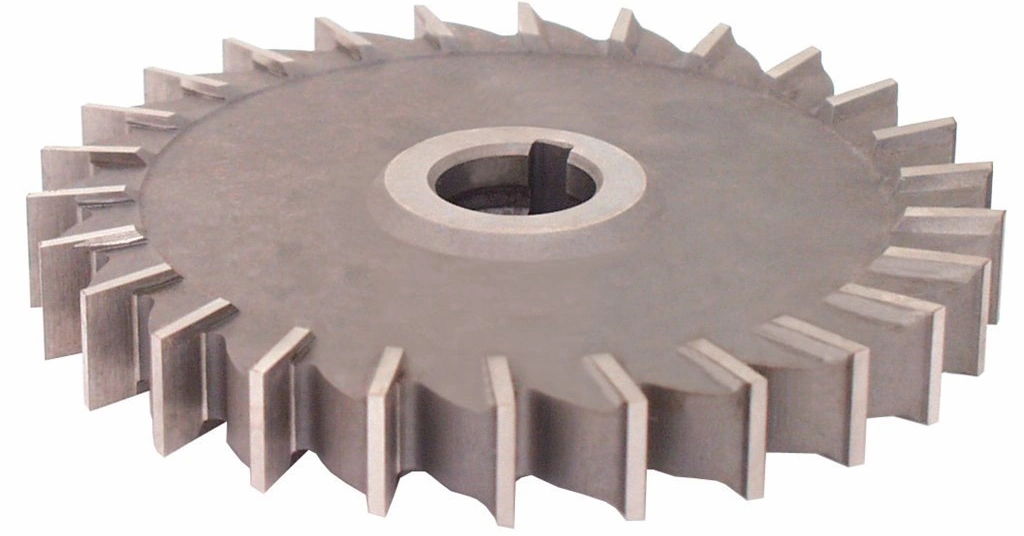
Peripheral Milling Cutter
Here are some common tools used in the peripheral milling process;
- Slab Milling Cutter: Circular disc shape with spiral or straight cutting teeth on its periphery. It has a large material removal capacity and produces surfaces with a high degree of flatness.
- Side Milling Cutter: Also known as a straddle milling tool, suitable for slot machining.
- Concave Milling Cutter: It produces concave geometry or curved surfaces on the workpiece.
- Convex Milling Cutter: It produces convex curved surfaces.
- Staggered Milling Cutter: The zig-zag teeth are on the periphery of the tool. It is useful for rougher operations.
- Hobbing Cutter: It contains helical-shaped teeth on a cylindrical circumference. This cutter is widely used for geat cutting.
Furthermore, the selection of the right peripheral machining tool for your design demands several considerations, such as material type, geometrical features in design, precision requirement, available milling equipment, etc.
What is Peripheral Milling Used For?
Peripheral milling is popular for machining parts that require consistent dimensional accuracy across the entire surface. For instance, large flat machine bases, slabs, and plates. Therefore, it is common where large-size machining components are necessary, from heavy equipment to aerospace parts.
Moreover, it creates complex shapes and contours by varying the cutter’s profile and the cutting parameters. You can leverage this flexibility to produce intricate parts with specific geometries, like grooves, slots, and shoulders.
Type of Peripheral Milling
Types of Peripheral Milling
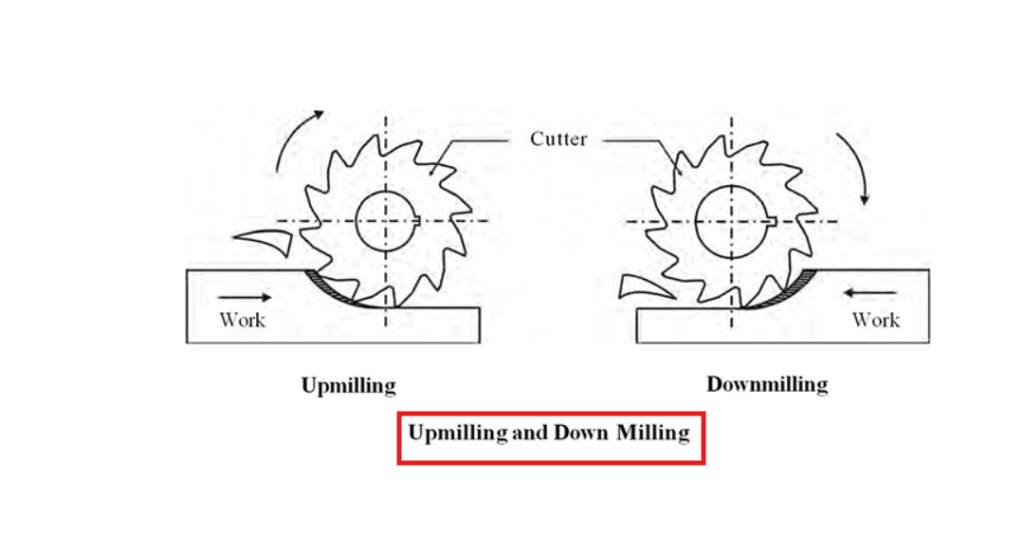
Based on the feed direction and rotational direction of cutting teeth, there are two types of peripheral milling; Up milling and Down milling.
Up Milling
It is also known as conventional milling. The up-milling process involves feed direction opposite of cutter teeth rotation. As the first teeth touch the surface, they start to chip out the material, and chip thickness continuously increases for subsequent teeth. Thus, it takes more engagement time and removes large chips. Meanwhile, support stabilizes the tangential force on the tool as it exits from the workpiece surface.
The following are the key characteristics of the Up Milling Method;
- Up-milling removes thicker and longer chips.
- Simple operation mechanism, you just push the workpiece against the work.
- Due to the opposite feed direction, the machining surfaces are relatively rougher.
- Tool rotation against the feed also increases the friction.
- Less to life as the heat builds up immediately forms a hardened layer that causes the tool to wear.
Down Milling
Unlike up milling, the feed and teeth rotations are the same in the down peripheral milling. As the directions are the same it creates less friction and resistance during the machining process. The cutter enters in workpiece with maximum chip thickness and decreases in subsequent teeth, zero for existing teeth.
The down milled surfaces are more smooth than the up milled surface. It doe snot leave large burrs and other surface irregularities. Furthermore, the list below briefs the kry down milling characteristics.
- The same direction of feeding might pull the cutter into the workpiece. To avoid this, a backlash elimination setup is necessary.
- The chips removed by up milling operation are shorter.
- Low frictional force and smooth surface finish. But, burrs might form on the opposite side of the tool exiting. Less heat buildup and longer tool life
- More steady cuts than up milling
Try Prolean Now!
What are the Applications of Peripheral Milling?
The peripheral milling process can create complex contours, slots, grooves, slopes, external curves, chamfer, flat surfaces, and other various features. The use of peripheral milling is spread across distinct sectors, geat tooth profiling to die and mold manufacturing.
Large and Flat Surfaces
This milling method produces large-size flat surfaces with tight dimensional accuracy. For example, machine foundations for heavy equipment. The large size capability allows you to make strong machinery foundations to avoid vibration and ensure stability
Gear Profiling
Various industries use peripheral milling for gear tooth cutting. Its accuracy and surface finish facilitate high-performance and durable gears. For instance, spur and helical gears.
Slot and Keyway Cutting
Slot cutters or end mills can create straight or curved slots on various materials. Similarly, the keyways cutting involves the cutter creating a precise groove to accommodate a key that will lock components together. Examples; coupling gears, shafts, slots for bolts, etc.
Tooling Industry
It can shape intricate contours of the mold and dies with designed dimensions and smooth surface texture. Next, it allows for the machining of intricate shapes and contours, which are essential in die and mold making. You can use peripheral or slab milling in injection mold, extrusion dies, casting molds, and tooling for subtractive manufacturing.
Automotive and Aerospace Industry
Peripheral milling is used in these industries to create various components such as engine components, transmission parts, airframe sections, cylinder heads, etc. It also maintains consistency and is suitable for large-volume production.
Send Us Your Design and Order Milling Parts
ProleanTech is a leading CNC machining company working with global clients for various prototyping and industrial manufacturing projects. Our multi-axis (3 to 5-axis) CNC milling machines and CNC machining centers can handle any design suitable for peripheral or other kinds of milling.
Whether it is peripheral or face milling, we highly value the tooling stage. Our experienced engineers choose the best tools according to your design. Our CNC Milling Service guarantees the precision, cost-effectiveness, and seamless handling of your project.
So, send us your design to leverage our advanced CNC machining factory and expert professionals. We will deliver your CNC milling parts exactly to your specifications.
Key Takeaways:
- Peripheral milling is defined by the positioning of the cutter and work; they are parallel to each other.
- It uses various tools with cutting edges on the tools’ periphery like slab, side, staggered, and hobbing cutters.
- There are two types of peripheral milling, up and down milling.
- In up-milling, feed is against the cutter rotation. On the other hand, they both are in the same direction in down milling.
- The main applications of periphery milling include large and flat surfaces, gear tooth cutting, keyways and slot machining, grooving, etc.
FAQs
What is the difference between peripheral and face milling?
The difference between peripheral and face milling is in the positioning of the cutter and workpiece. They are parallel to each other in the peripheral, whereas their position is perpendicular in the face milling.
Can I perform peripheral milling in any type of machine?
Yes, it can be machined in almost every CNC mill equipment except those are with horizontal spindles. Additionally, the machine must be capable of handling the required cutting forces.
What are the uses of the peripheral milling process?
The peripheral milling operations can be used for large and flat surfaces, gear tooth cutting, slot machining, automotive parts, aerospace components, heavy machinery items, etc.
Are peripheral and slab milling the same?
Yes, they are referred to in the same process, where the cutting edge on the tool periphery engages the workpiece along its side and rotates to obtain the designed shape.


0 Comments