

Tig welding a pipe
Welding creates durable structures and parts across many industries, including aerospace, automotive, construction, and manufacturing. MIG (Metal Inert Gas) and TIG (Tungsten Inert Gas) welding processes are the most commonly used because of their versatility and precision compared to other welding processes.
This article compares two of the most famous welding systems — MIG vs. TIG welding and explores their technical detail — processes, applications, pros, and cons for either beginner, enthusiast, or professional.
What is MIG Welding?
Metal Inert Gas (MIG) welding or Gas Metal Arc Welding (GMAW) is a semi-automatic or automatic process using a continuous wire electrode fed through a welding gun. They are protected by an inert or semi-inert shielding gas (usually mixtures of argon, helium, or carbon dioxide-argon), which protects the molten weld pool from atmospheric contamination.

MIG Welding
How MIG Welding Works
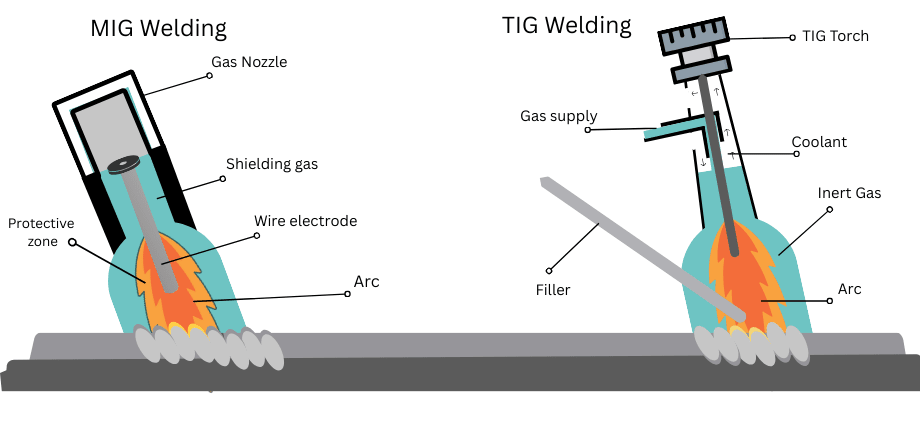
MIG (Metal Inert Gas) welding uses an electric arc to ionise the atmosphere between a continuous wire and the workpiece, generating enough heat to melt the wire and the base metal. The wire acts as both an electrode and a filler material, and is continuously fed from a spool, enabling high deposition rates. The gun’s nozzle provides an uninterrupted cloud of shielding gas to prevent oxidation for a clean weld.
- Equipment for MIG Welding
- Power Supply: ∞ DC voltage source (in your case, inverted).
- Welding Gun: It holds the wire feed mechanism and gas nozzle
- Wire Feeder: It regulates the wire speed and is influential in achieving a uniform weld.
- The shielding gas system controls the flow of gas, typically a mixture of argon (75%) and CO2 (25%) for steel.
- Workpiece Grounding: Closes the circuit or completes the electrical circuit.
What is TIG Welding?
Tungsten Inert Gas (TIG) welding, or more precisely, Gas Tungsten Arc Welding (or GTAW), produces a precision-controlled arc using a non-consumable tungsten electrode. A separate filler rod is added by hand, with an inert gas, usually argon, surrounding the weld pool.

TIG Welding
How TIG Welding Works
For impulsive TIG welding, a high-temperature arc is generated between the tungsten electrode and the workpiece to melt the base metal. If necessary, feed the filler rod into the weld pool by hand for greater control. This inert gas guarantees no contamination, producing the cleanest and highest quality welds.
Equipment for TIG Welding
- Steel – DC power source -
- Aluminum – AC Power source
- TIG Torch: Supports the tungsten electrode and delivers shielding gas.
- Tungsten electrodes are either thoriated or ceriated depending on the material and current.
- Gas Cover System: Pure argon is virtually always reported for optimal coverage.
- Footpedal or Fingertip control— Amperage setting for dynamic heat adjustment.
Try Prolean Now!
Technical Comparison: MIG vs. TIG Welding
MIG vs TIG welding illustration
Weld Quality and Precision
Welds made with TIG welding are generally highly quality and attractive, leaving little spatter in their wake. Manual arc and filler metal control enables intricate work with thin materials (0.5mm to 4mm) and some exotic alloys, such as titanium or magnesium. Bead profiles on TIG welds are precise and clean, which makes them perfect for welding visible joints in aerospace or architectural applications.
That said, MIG welding can produce robust welds, albeit with more spatter left behind, so you’ll need to clean things up a bit post-weld. It’s better used on thicker materials (1mm and above), and offers decent penetration on structural welds. The constant feed of wire limits control compared with TIG, but innovations such as pulsed MIG curb spatter and aid control.
Speed and Productivity
MIG welding is much faster because of the continuous wire feed feature and high deposition rates, which can be as high as 5 kg/hour. In short, it is perfect for high-volume manufacturing, such as that used for automobile or ship assembly, where speed is paramount to surface aesthetics. Semi-automatic operation minimises operator fatigue, increasing throughput.
On the other hand, the deposition rates of the TIG welding process are slower than those of the GMAW process, and they rarely exceed deposition rates of 1 kg/hour. Feeding the filler rod manually and finely controlling the arc requires advanced skill, limiting productivity. TIG is used for jobs where speed isn’t necessary, like with pressure vessels or medical equipment.
Material Versatility
Both processes work with a variety of metals but have different strengths:
- MIG: Ideal for carbon steel, stainless steel, and aluminum. It’s less effective for thin sheets or exotic metals because of increased heat input, which can lead to warping.
- TIG: Exceptionally adaptable, capable of welding almost every metal, on top of steel, aluminium, titanium, nickel alloys, and dissimilar metals. Its low heat escape makes it suitable for sheet metal and heat-sensitive components.
Heat Input and Distortion
The high heat input (100-300 amps typical) in MIG welding can also distort the material, particularly in the case of thin materials. Pulsed MIG systems alleviate this by toggling between high and low currents, keeping the average heat input low despite the levels of penetration required.
The best Tig allows for heat control (20-200 amps typical), which minimizes distortion. Controlling amperage with a foot pedal enables welders to adjust the heat input in real time, an essential factor when working with thin or heat-sensitive base materials, such as aluminium or copper alloys.
User-Friendly Interface and Skill Level
This semi-automatic nature makes MIG welding very suitable for beginners. Continuous wire feed makes operation easy, and modern machines with synergic controls automatically set parameters. That said, practice makes perfect, and if you have a complex joint, it still takes practice to weld them to a high standard.
MIG and TIG Welding Applications
MIG Welding Applications
- Automotive Manufacturing: Quick manufacture of chassis, exhaust systems, and body panels.
- Construction: Structural steel frameworks and heavy machinery fabrication.
- Shipbuilding: The hull and deck take shape with high-speed welding.
- General Fabrication: Ideal for workshops fabricating gates, railings, or furniture frames.

Welding at a construction site
TIG Welding Applications
- Aerospace: Where precision takes place in the aircraft frame, turbine blade, and fuel line welds.
- Medical Machinery: For stainless surgical devices and implants, clean welds.
- Food and Beverage: Stainless steel piping and tanks, sanitary welds
- Art: For intricate aesthetic welds in sculptures ore decorative metalwork
MIG Welding: Pros and Cons
Advantages:
- Fast deposition rates enable high productivity.
- Most types are versatile for thick materials and long welds.
- A low-cost solution for big projects.
Disadvantages:
- More spatter that didn’t need cleaning.
- Not as precisely, with relatively thicker weld beads.
- Excess heat input invites distortion.
- Not very effective on thin or exotic metals.
TIG Welding: Pros and Cons
Advantages:
- MIG torch for less spatter and superior quality welds.
- Micro control for delicate material and complex joints.
- Applicable to all metals and alloys.
- Welds are clean enough that no post-processing is often needed.
Disadvantages:
- All that leads to a slow process and less productivity.
- A high skill requirement and rising labour costs.
- More costly equipment and consumables.
- Not so useful for heavy metals or long welds.
Try Prolean Now!
Cost Considerations of Mig VS Tig Welding
MIG Welding Costs
MIG setups are more budget-friendly, and you can find entry-level machines around the $500–$1,000 price range. Consumables like wire ($0.52 per lb) and shielding gas ($2050 per cylinder) are inexpensive per unit even when mass-produced. Maintenance consists of cleaning the nozzle and occasionally adjusting the wire feed.
TIG Welding Costs
TIG machines are pricier, running $1,000-$5,000 for industrial models. Cost includes the tungsten electrodes ($1-$10) and filler rods ($5-$20/lb) as well as pure argon gas ($30-$70/cylinder). Easy to see how skilled labor is another operating cost that compounds this.
MIG & TIG: Which Method Is Best For You?
The selection of the right process is a by-product of project requirements:
- Speed and Volume: Choose MIG when you need high-volume, efficient production for thicker materials — for instance, in automotive or construction settings.
- When Do We Use TIG (For Precision and Quality)? When welding thin materials, exotic alloys, and applications that need near-perfect welds, such as aerospace or medical devices, is required.
- Expenses: MIG is less expensive for general fabricating, TIG is worth its premium for the quality of its results in strict applications.
- Skill Level: Beginners: MIG Welding has become the method of choice for anyone starting in welding.
High Quality Welding Service at Pro-Lean Tech
Prolean-tech offers MIG and TIG welding services for your projects. We deliver unmatched precision welds, quality and post-grinding services.
Reach out today to discuss your project for absolutely free.
Conclusion
MIG and TIG welding serve different yet complementary functions in industrial fabrication. The speed and simplicity of MIG make it ideal for high-throughput projects, while the finesse and versatility of TIG mean it reigns supreme with applications where quality needs to be flawless. Understanding their technical divergences — weld quality, material compatibility, heat input , and skill demands — professionals can find the best process for their application. The MIG vs TIG case will forever be asked with the evolving innovation.
This comparison gives you the know-how to approach the MIG vs. TIG debate to achieve the right blend of quality, cost, and productivity in your welding projects.
FAQ
-
Is MIG better than TIG?
MIG is ideal for thicker materials, but TIG welding is better for precision welds and skilled welders
-
Can you MIG weld without gas?
It is not necessary to have a gas supply for MIG welding. You can use a flux-cored wire that can provide the shielding effect, protecting the weld.
-
What type of welding is strongest?
TIG welding yields stronger welds, due to better penetration, and MIG welding can match the strength when done skillfully.
-
Why MIG welding is better?
Mig welding is easier for DIY enthusiasts and new learners to perform. It covers a range of material thicknesses and is more productive.


0 Comments