“Casting defects are unwanted irregularities typically appearing during metal casting part or product forming. These defects can be accepted or denied based on the intended type of defect, as these can significantly impact the quality of end-use casting products”

Metal casting is a complex process of manufacturing parts by applying pressure to force molten metal into a mold. As such, it is vulnerable to several undesirable defects that may impact the quality of the end-use part or products. These casting defects are a significant concern for manufacturers. Casting defects can be categorized according to their type, cause, and remedy. Knowing about these defects and their causes is essential for controlling the casting process, and producing optimal performance parts. This approach will help avoid mistakes and ensure customers receive the best products. This guide will provide general information about foundry defects caused by different casting processes and give examples of defects in metal casting. You will also learn the main reasons for these defects and the respective remedies that can be applied to each to prevent and save part quality.
What Are the Casting Defects?
Casting defects are undesirable imperfections in a casting part that differ from the ideal quality. These inaccuracies may primarily be caused by material failure, casting equipment, or non-optimized procedures.
Die Casting Defects
The die casting technique involves high pressure to forge the liquid molten metal to fill the mold cavity, similar to plastic injection molding. It is suitable for producing many small, medium, or large-size components, products, or prototypes. Die casting results in smooth surfaces and accurate dimensions. However, if not well performed, it imputes several defects in the products being cast.
Try Prolean Now!
Types of Casting Defects
Now, let us discuss the various types of defects, their possible causes, and their solutions.
Metallurgical Defects
The use of inappropriate casting metal material mainly causes metallurgical defects. The common categories of metallurgical defects include;
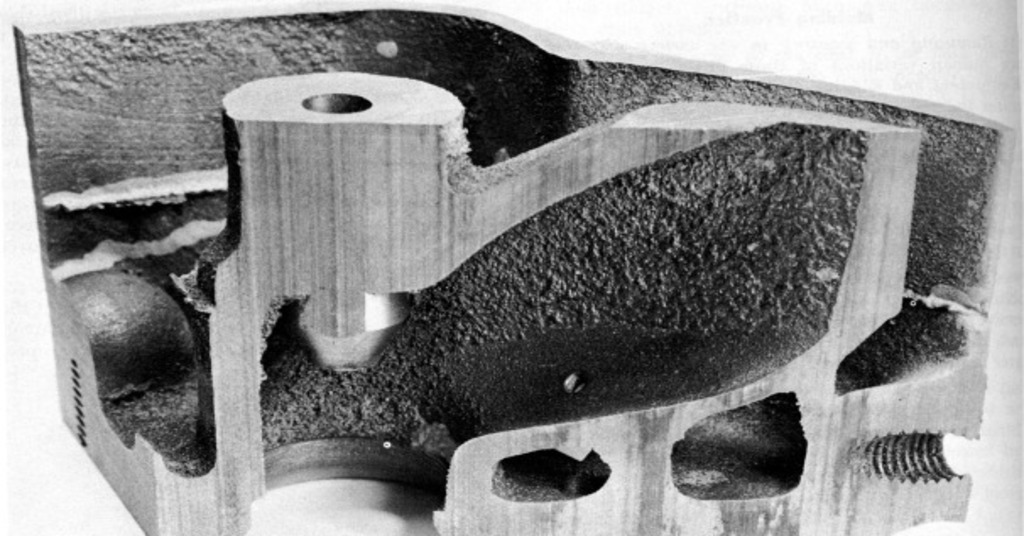
Porosity Defects
Porosity defect
Porosity defects are internal die-casting defects that are usually difficult to detect and are located inside the castings. They occur in the metal’s tiny holes, voids, or air pockets. These are typically formed when air is trapped in the metal before casting and may cause the formation of voids at the top of the die or slow mold filling. Thus, the last layer may have less mechanical strength. There are two main types of porosity defects:
Gas Porosity Defects
These defects are generally circular or oval and appear on the surface of the castings. They are smooth-bodied and usually appear as bright yellow or white in color. The gas porosity defects can be easily identified after the casting process through the following techniques: ultrasonic or magnetic particle inspection. However, an X-ray device is necessary to detect these defects on the component’s non-machined surfaces. The Main Causes of Gas Porosity Defects are;
1. Involved Gases in Metal Alloy Filling
The gases involved create turbulence when the molten alloy flows freely. This results in gaps in the gating system, choosing the wrong casting parameters, and poor launder design, which leads to porosity defects.
2. Released Hydrogen from the Molten Alloy
Hydrogen gas is one of the most frequent causes of porosity in CNC machining defects. Moisture from the air or smelting tools can get into the molten metal or steel alloy and decompose into hydrogen. During cooling and solidification, hydrogen becomes less soluble and forms gas porosities in castables.
3. Gases from Mold Release Agents
These happen when the gas is in contact with mold release agents; molten metal alloys can heat them and cause decomposition and the formation of gases, which leads to porosity defects. Furthermore, the high usage of mold-release agents may cause the evaporation or perforation of gases.
Prevention;
- It’s relatively important to use clean and dry metal alloys to prevent hydrogen formation.
- Injection speed and pressure must be kept at an optimal level and controlled to avoid these defects.
- The smelting temperature during the process must not be too high to prevent mold melting issues.
- Try to use sufficient gas flow for sprue and runner systems with lengths greater than 50mm.
- Use good quality mold-release agents in minute quantities.
Shrinkage

Casting shrinkage
Casting shrinkage defects are usually found in the molds’ cope or drag parts. There are two types of shrinkage defects: open and closed. Open shrinkage defects are those that occur in contact with the atmosphere; air compensates when a shrinkage cavity forms.
Causes: Metal shrinking when parts tend to solidify is the leading cause of shrinkage defects. If this process is not controlled, it may lead to a distorted or frail end product. These problems can be attributed to poor mold design. Further, they are caused by incorrect pouring temperatures and pressures.
Prevention: Strategic planning is critical to avoid shrinkage problems. Properly selecting gating systems can help achieve the correct heat distribution and the proper formation of solidification. In addition, changing the composition of the alloys may be necessary to achieve better repeatability in parts.
Mold Material Defects
Some causes of material defects in casting mold include poor mold design or pouring too hot metal into the mold cavity. Here are some of the most common types of mold material defects:
- Cuts and Washes: These defects arise when the liquid metal strips off a portion of the mold during pouring because the sand cannot withstand heat. They are observed as small elevations on the surface of the finished product, sloping towards the end that received more impact from the molten metal.
- Drops: Drops are irregularities on the cast products’ surface with small bulges. They occur when the mold is in a bad state, and penetrates sand into the liquid metal.
- Fusion: Fusion defects, commonly appearing in aluminum casting defects, occur when sand fuses with the casting during the process.
- Swells: Pimples are slight surface irregularities on the finished product while swells are larger than pimples and are raised areas on the surface of the finished product. This defect occurs when the mold is weak and the pressure from the weight of the liquid metal pushes the sand outwards.
Causes: These flaws can result in inadequate ventilation that traps gases in the mold. Also, impurities or contaminants in the mold material can be a factor in the formation of a rough surface, porosity, or cracking on the surface of the final casting.
Prevention: To prevent mold defects, the mold should be well designed and prepared with good ventilation and high-quality mold material. Process parameters like temperature and pouring rate should be optimally controlled. Besides; other factors that help produce defect-free casting products include mold maintenance and regular inspections for signs of wear or degradation.
Runouts
Runouts occur when molten metal does not flow into the mold cavity appropriately. This results in the defective casting or formation of cast parts in a partial manner. In general, the surface of a runout is flat, although it can be irregular and even serrated at times.
Causes: The hot red metal can flow out of the mold in the wrong way before it has been given time to solidify. This is often due to spaces or cavities in the mold, similar to when you attempt to hold water in your hands with your fingers, and it’s spread out.
Prevention: To prevent this issue, molds should be well-closed or tightened. It’s also important to note that the use of high-quality molding materials can also reduce run-outs.
Fusion Defects in Casting
Fusion occurs due to incomplete solidification of molten metal within the mold, which results in incomplete part formation.
Causes: The inadequate process temperature of the pouring metal and inappropriate materials in the metal.
Prevention: To overcome fusion defects, strike the right balance between process parameters. For example, maintain the optimal temperature when pouring material inside the mold cavity. If it’s too cold, it will not fill the mold appropriately; if it is too hot, it may cause gas porosity issues, cracks, or void formation.
Gas Bubbles
When the cast metal solidifies inside the mold, it cannot contain as much gas as it did when it was in a molten state. Therefore, the metal emits gas, and if it cannot come out through the mold, it is locked in the metal. This leads to the formation of bubbles within the metal, a process known as the bubble process. These bubbles can appear in the forms of pinholes, blowholes, and open holes:
- Pinholes are cavities in the upper part of a die cast item. Pinholes are generally found in clusters on the surface of the casting and are visible to the naked eye.
- Blowhole defects occur in the cast parts and are characterized by workpiece cavities. They are not easily seen with the naked eye and can only be seen through special techniques such as X-ray, ultrasonic, harmonic, or magnetic examinations.
- Open holes appear on the surface of the workpiece due to cavities formed when the molten metal is poured into the mold. Shallow open holes are usually described as scars.
Overages or Surpluses
These unexpected issues or surpluses happen, for instance, when one pours liquid metal into a mold only to locate that the mold cavity has increased in size than expected.
Causes: These are known as swells, usually appears as a result of pressure or insufficient clamping force. It is like blowing a balloon to the point where it bursts; something has to give way. However, this problem can be solved by changing molding parameters.
Prevention: To avoid the formation of swells, it is essential to ensure balanced pressure and support within the mold during the casting process. Sometimes, slight modifications to the process can improve casting results without unwanted growth.
Warping Defects

Warping defect in the mold
Distortion or warping defects turn your perfect casting into a distorted performance. They occur when some portions of the material solidify faster than the other portions or in a manner that warps the shape.
Causes: defects such as distortion are often the result of quenching or improper material distribution during the casting process. If you have pancake batter and one side is thicker, the thicker side will burn before the other side is done. The same thing happens in casting, where the thickness is uneven and sections excellent at different rates, leading to warps.
Prevention: Ensure the cooling process is performed at a constant temperature so the material does not tend to bend. Adjust the mold design to allow proper heat circulation and continuously monitor the cooling rates to avoid thermal stresses that may distort the part’s shape.
Misruns and cold shuts
Misruns and cold shuts are defects that vary from the slag inclusion to the cold shots.
Causes: These defects are usually caused by the incomplete molten metal filling of the cavity or mold die, which solidifies before it cools. Cold shuts are typically observed when two streams of liquid metal fail to merge meticulously in the mold. In addition, they can be seen when the temperature is low or the gating system is not efficient enough to accommodate the casting process.
Prevention: To avoid misruns and cold-shut defects, one should pay attention to the gating system. Regulate the temperature and the rate of pouring the metal to fill the mold to the brim without the metal hardening before it covers the mold. However, it is also notable to consider proper control of the metal flow and avoiding turbulence during the casting process.
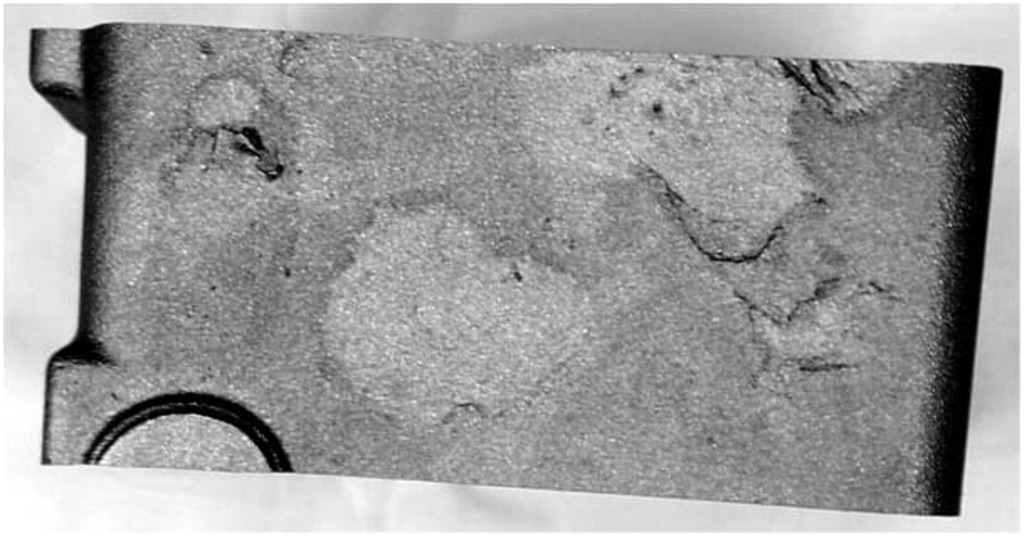
Metal Penetration
Metal penetration
Metal penetration defects are those in which molten metal has penetrated the sand mold and formed a rough and uneven surface on the casting. This is caused by poor-quality molding sand, large sand grains, high permeability, and inadequate compaction of the molding sand.
To prevent metal penetration defects:
- The coarser grains of sand should be used in the mold.
- Make sure the sand used has low permeability.
- Tamp the sand more tightly when molding it.
These measures help minimize the possibility of the molten metal getting into the mold and producing surface roughness on the castings.
Slag Inclusion
The slag inclusion appears when molten metal-containing slag particles are poured into the mold cavity and then solidified.
Causes: This defect mainly results in the formation of slag particles within the molten metal.
Remedies: To overcome the problem of slag inclusion, the slag particles must be removed from the molten metal before it is poured into the mold cavity.
Hot or Hard Spots

Hot or hard spot defect
Hot or harrowing spots are usually produced due to inadequate cooling methods. These spots can be problematic during machining because they increase tool wear. The following are the solutions that can be applied to hot spots:
- Correct the cooling process to ensure the casting cools appropriately, as required.
- Adjust the metal composition so that hot tears in casting are less likely to form.
By implementing these strategies, you can minimize the likelihood of hot spots and improve the quality of your casting products.
What is a hot tear in Casting Defects?
Hot tears are formed when the material shrinks during the solidification process and this contraction is limited. Small hot tears can also grow over time and cause failure during operation. To reduce the likelihood of hot tears, these restrictions must be addressed. One of the ways is to improve the design of the casting mold. It is also possible to avoid hot tears using flexible mold materials during the shrinkage stage. Moreover, it is also important not to overheat the casting material and to increase the mold temperature to reduce the chances of hot tears. Different standards, such as ASTM and AMS, provide guidelines for inspecting and accepting hot tears and other casting defects.
Try Prolean Now!
Summing Up
We have identified ways to prevent these problems right from the start. Thus, you can rectify these unusual defects by being attentive to material monitoring for molds and learning the proper blending methods.
No more chasing after run-outs; those swells will not end up in the scrap heap if you take our advice. It is now possible to attain perfection because the causes of defects are known. But with our precautionary tips on how to avoid warping, inclusions, and several others, such concerns can be laid to rest.
In conclusion, while foundry defects may appear to be a problem, confronting them with what we have presented to you today can turn your projects from a calamity to success. Are you looking for defect-free professional casting services? Contact Prolean Tech today for your free online instant quote.

0 Comments