ID/OD Grinding serves as a technique for surface refinement. The process meets the exact blueprint requirements for each component. It works effectively on detailed angles and radii present within and outside of components. Moreover, it perfectly suits the manufacturing needs of bushings, gear bores, cams, and shafts.
Primarily, ID/OD grinding allows several grinding operations to run from one device setup. A machine featuring multiple spindles grants the capability to grind different diameters, faces, and angles. The measurement accuracy reaches its highest level regardless of the center-based or chuck-based setup. Read on to learn the must-know facts about ID/OD grinding.
What is ID & OD Grinding?
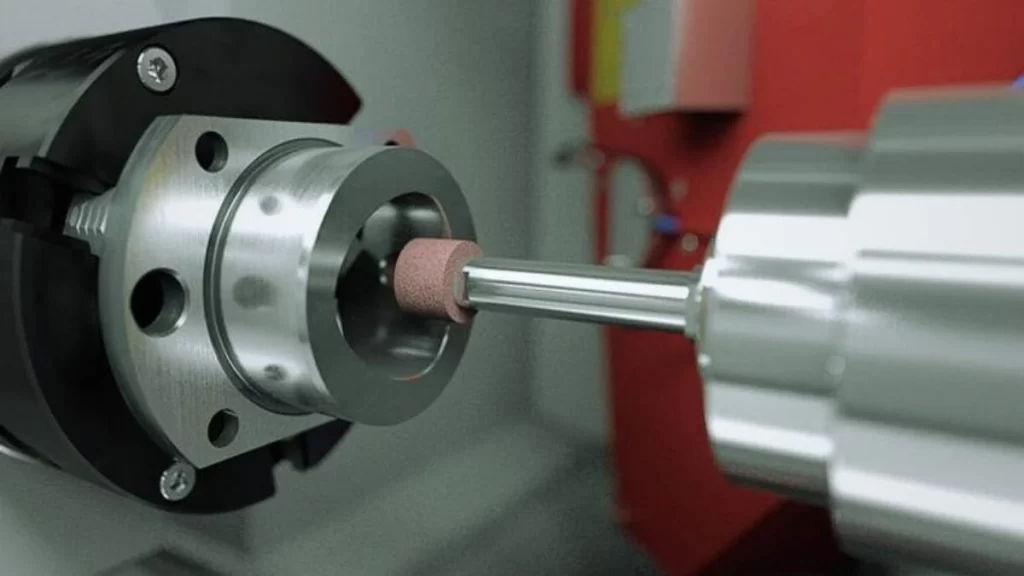
CNC ID Grinding
Precision ID Grinding functions by machining the inside diameter of cylindrical components/parts. The process uses grinding tools to shape holes and bores of parts for precise dimensional requirements and surface completeness. Further, It allows the grinding of pipe components, ring items, and bushing applications.
On the other hand, outside diameter grinding or centerless grinding handles the surface grinding operations on cylindrical components from the outside. The operation serves to produce precise and even outer surfaces on shafts and pins and multiple parts with rounded geometric shapes. So, overall, for achieving high-quality finish in mechanical component finishes, both grinding operations are convenient.
How Does ID & OD Grinding Work?
Here are the sequential steps involved in ID/OD grinding:
1. Setup and Clamping
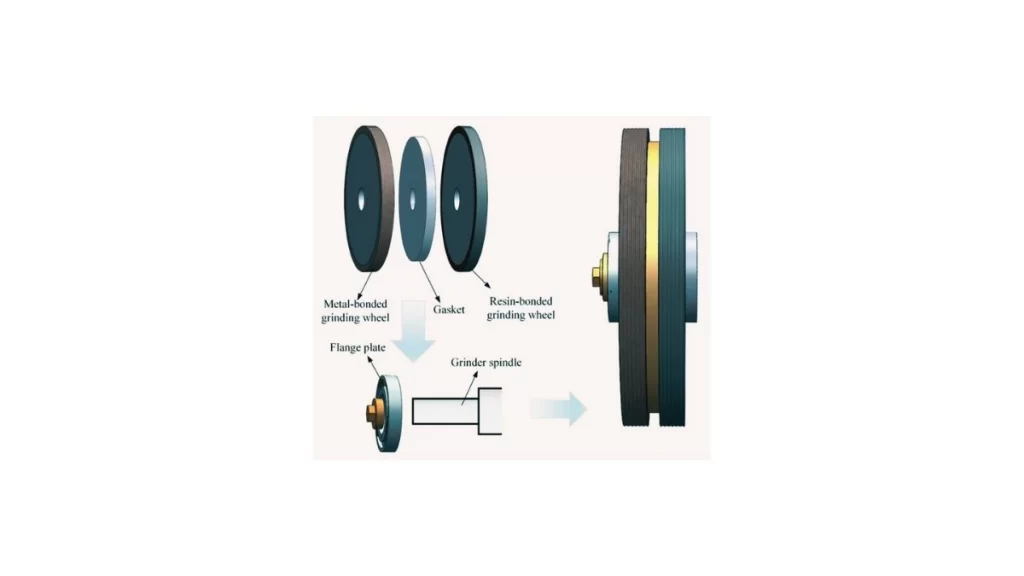
Grinding Wheel Clamping Setup
The component installation on the machine remains secure for operation. The grinding wheel must always be smaller than the width of the workpiece. The workpiece receives its support from a spindle and a chuck during ID grinding operations. The grinding process stability for OD parts is achieved through their installation between centers or in a chuck.
2. Selecting the Grinding Wheel

Abrasive Grinding Wheel
Machine operators select a grinding wheel by matching it to the part material while also considering required surface finish needs. The precise material removal and quality of the surface depend on selecting the appropriate wheel grit size as well as its hardness level.
3. Positioning the Grinding Wheel
The alignment of the grinding wheel toward the workpiece creates a positioning that focuses on the area for diameter or bore grinding. The wheel placement differs between ID grinding because the wheel enters through the bore, yet the wheel runs on the outer diameter during OD grinding.
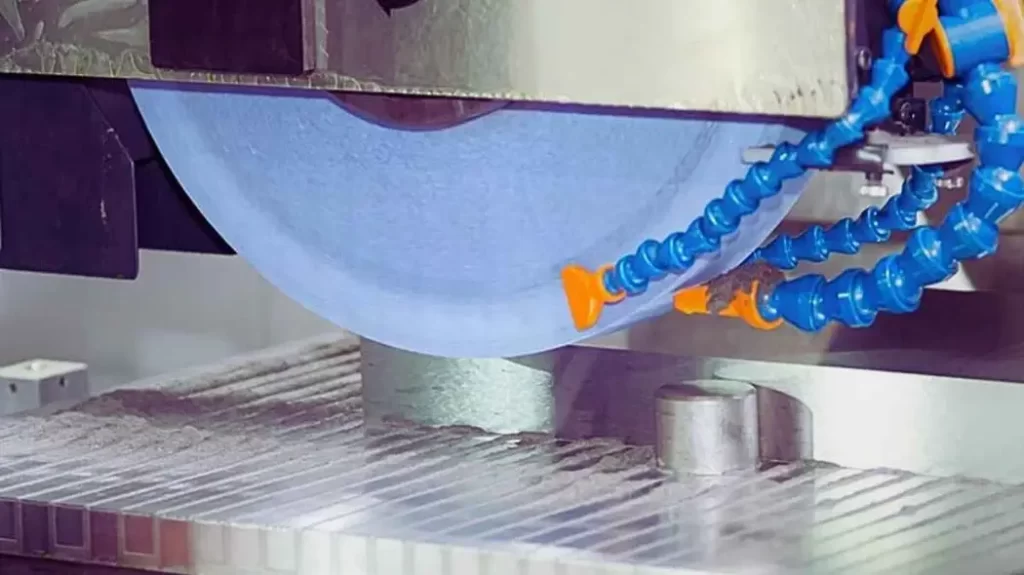
4. Grinding Process
Grinding Process Illustration
The grinding machine activates the rotating motion of the wheel at its high operational speed. During CNC ID grinding operations, the wheel advances radially to shape internal areas. In contrast, the motion of the OD grinding wheel occurs around the external part’s circumference. The material trimming happens in measured tiny portions.
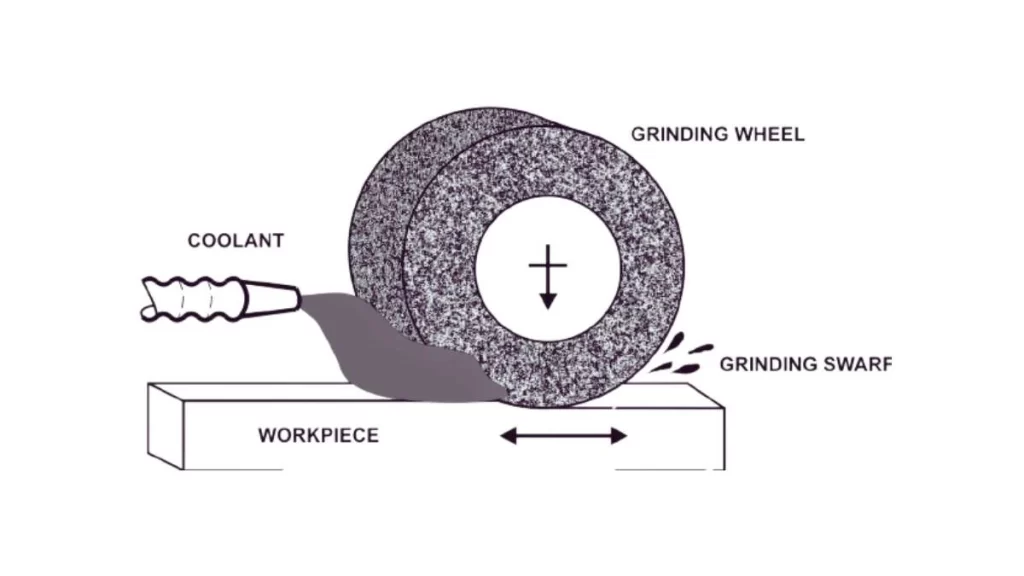
5. Cooling and Lubrication

Cooling and Lubrication during Grinding Process
Throughout the operation, the system applies coolant to manage temperature and shield the workpiece from damage. To extend wheel life along with producing a superior surface finish, coolant plays a critical role during the surface grinding process.
6. Measurement and Adjustment
The part undergoes periodic measurement checks using micrometers and some alternative measuring tools. The machine operator adjusts wheel placement and settings when necessary to keep close dimensional controls.
7. Finishing
Grinding Finish
After reaching the required dimensions and surface finish standards, the grinding operation finishes. The operators extract the part with caution to avoid any deformations that might result from the cooling process. All dimensions and surface finish checks are conducted to meet the stated requirements in the completed part.
Try Prolean Now!
Difference Between CNC ID Grinding and OD Grinding
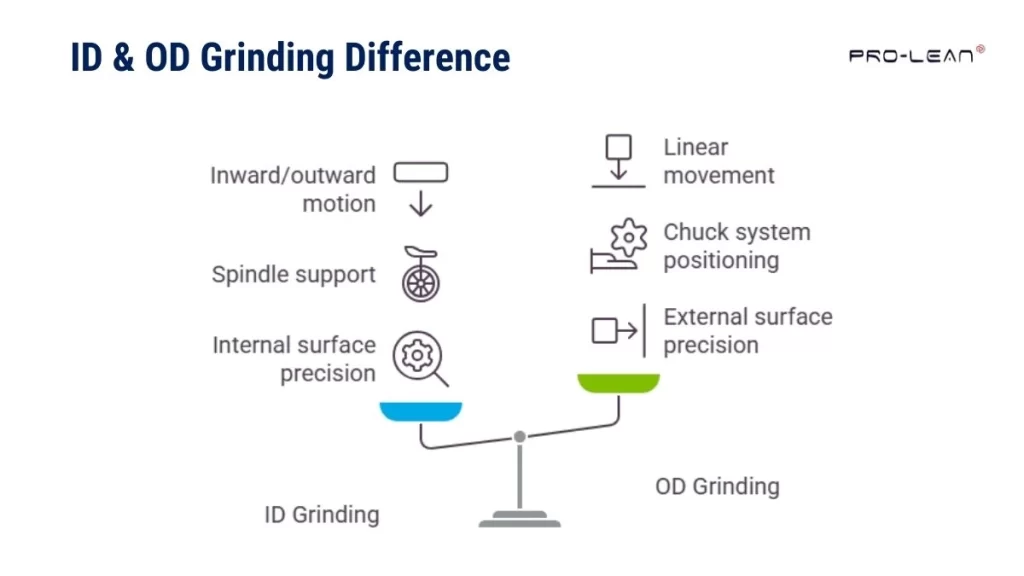
Infographic: Differences Between ID and OD Grinding
Alt Text: An infographic comparing ID and OD grinding. It visually displays the key differences, highlighting internal grinding for inner surfaces and external grinding for outer surfaces.
Let’s take a glance at the core distinction between the ID and OD custom grinding options:
Surface Targeted
Internal cylindrical grinding serves as a necessary process to achieve accurate internal diameter measurements. It operates to successfully handle components with small and narrow internal channels. Tight tolerances are achieved on internal surfaces. In comparison, the main goal of OD grinding is to achieve perfect external cylindrical dimensions. Surface finishes of parts with tight diameter requirements are specifically handled by this process.
Workpiece Clamping and Setup
The part receives solid support through a spindle during CNC ID grinding operations. A precision outcome depends heavily on the appropriate positioning of the grinding wheel. The procedure controls how the wheel stays in the middle of its installation bore.
The part must be positioned in centers or a chuck system to allow its rotation for OD grinding operations. A proper setup guarantees the preservation of concentricity quality throughout grinding operations.
Grinding Wheel Path
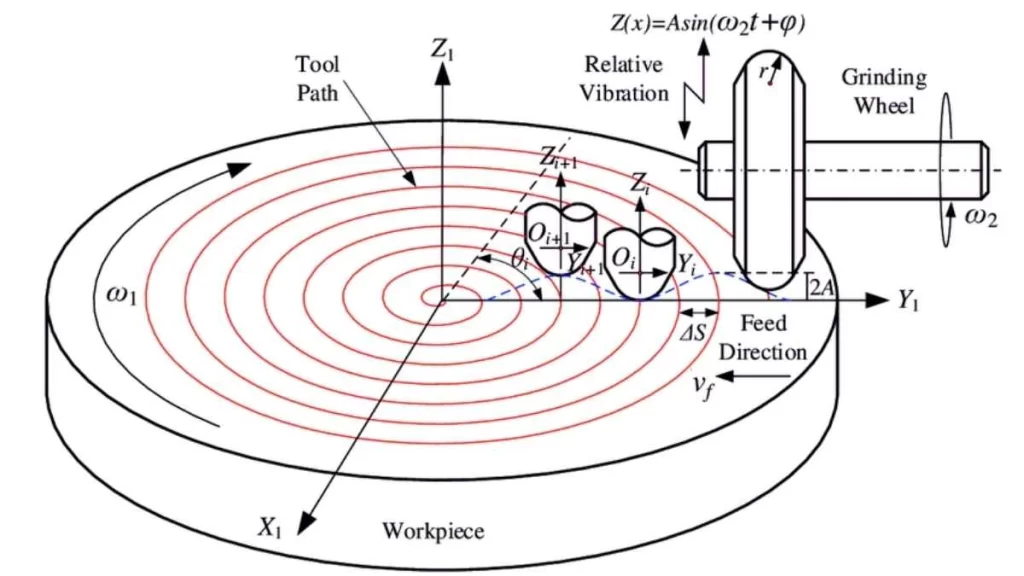
Grinding Wheel Path
The ID grinding wheel operates through a movement of inward and outward motion. The process generates precise material removal from the inside wall surface.
During OD grinding, the rotating wheel performs linear movements along the part’s external area. All surface points along the outer diameter experience accurate grinding throughout the process.
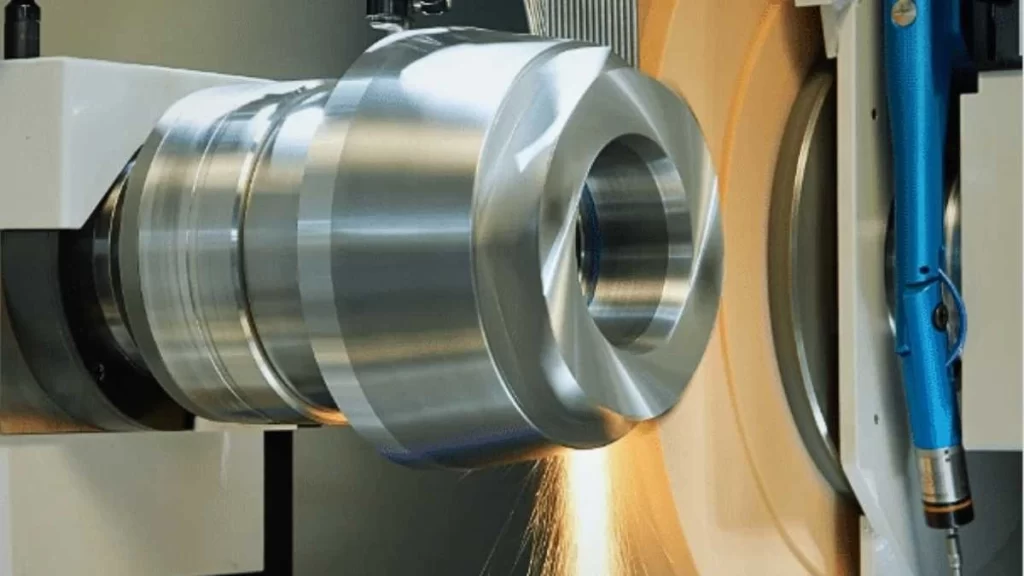
Applications and Component Types

CNC OD Grinding
The process of ID grinding specifically addresses cylindrical parts containing bores, which include gears and bearings. It makes internal features achieve both dimensional precision and uniform surface quality. The production of shafts and rollers takes place through OD grinding processes. The smooth surface with precise dimensions required for equipment fitment applies to these components.
Machine Configuration and Tooling
Internal diameter (ID) grinding machines incorporate precise spindles together with small wheels for operation. The wheels are specifically manufactured for small internal grinding dimensions.
On the other hand, the main feature of OD grinding machines consists of big grinding wheels to perform external operations. The machine setup, along with its rigid structure, helps achieve precise work on lengthy components.
Applications of ID & OD Grinding in Manufacturing Industries
Table: Industrial applications of ID/OD grinding
| Industry | CNC ID Grinding Parts | CNC OD Grinding Parts | Focus |
| Automotive |
Bearings, Bushings, Crankshafts, Gear Bores |
Shafts, Pistons, Axles, Camshafts |
Precision tolerances, surface finish, wear resistance. |
| Aerospace |
Turbine Housings, Engine Shafts, Compressor Bores |
Turbine Shafts, Gearbox es, Outer Components |
High-strength alloys, fatigue resistance, micron tolerances. |
|
Medical Devices |
Surgical Tools, Implants, Bone Drills |
Surgical Pins, Guide Pins, Catheters |
Dimensional accuracy, smooth finishes, bio-compatibility. |
|
Industrial Machinery |
Hydraulic Pistons, Bushings, Sleeves |
Shafts, Rollers, Sleeves, Couplings |
Concentricity,wear resistance, operational efficiency. |
| Oil & Gas |
Valve Bodies, Pump Cylinders, Drill Rods |
Valve Seats, Pump Shafts, Outer Pump Components |
Sealing surfaces, pressure containment, durability. |
| Electronics |
Connectors, Pins, Electrical Tubes |
Heat Sinks, External Connectors, Pins |
Sub-micron tolerances, heat dissipation, functionality. |
Try Prolean Now!
Choosing the Right Grinding Service: ID vs. OD Grinding
When to Choose Internal Grinding (ID Grinding):
ID Grinding
- Tight Internal Dimensions: CNC ID grinding maintains superior control over inner diameters when they need tight manufacturing tolerances. It ensures precise dimension control for bearings and gear housings. The dimensional specifications remain precise on a micrometer scale through ID grinding, which provides accurate mating parts.
- Intricate Internal Profiles: ID grinding machining becomes significant in creating complex internal features, including tapers and radii, as well as multi-step bores. The procedure allows manufacturers to shape precise internal thread forms together with angled profiles that are frequently required in hydraulic cylinders and camshaft bores. It remains highly precise for multiple-dimensional internal product shapes.
- Small, Narrow Bores: ID is the process of choice for tiny deep holes together with narrow bores. Medical parts and valve components require internal grinding because consistency and smooth finishes inside the bore represent essential characteristics. The precise grinding operation of ID produces outstanding finishes combined with accurate dimensions that remain top-class in challenging internal locations.
- Minimizing Deformation: Precision tubes alongside small-diameter casings are vulnerable to deformation. Normally, when these are cut through conventional machining procedures, the controlled material removal method of ID grinding protects part structural integrity. Therefore, the process stands out for situations demanding the prevention of heat accumulation and shape deformation.
- Superior Internal Surface Finish: The requirements of flawless internal parts finishes can be met through ID grinding for components like hydraulic pistons and aerospace-sensitive materials. Such qualities are essential for reducing shear effects and avoiding material degradation. ID grinding utilizes fast-moving grinding wheels and deploys accurate setups to produce surfaces that reach the most demanding requirements.
When to Choose External Grinding (OD Grinding):

OD Grinding
- Precision on External Diameters: CNC OD grinding becomes essential to maintain precise tolerance of external diameters on parts. The correct operation of shafts, pins, and rollers depends on having precisely round surfaces for proper fitting. The precise limitations of critical applications become attainable through OD grinding because it gives incredible consistency in external diameter measurements.
- External Refinements for Wear Resistance: The smoothing process of cylindrical grinding produces resilient surfaces on parts with high wear potential, like cams and gears, which minimize friction and improve their serviceability.
- Concentricity in Rotational Components: The rotational components like spindle motors and turbine shafts achieve complete concentricity through OD grinding procedures. It ensures operational stability by avoiding uncontrolled movements and maintaining precise external dimensions. Therefore, the increased lifespan for rotating parts depends heavily on achieving concentricity because OD grinding reduces both wear and stress.
- Large Cylindrical Parts: The external surface of long shafts and large rollers remains uniform throughout their entire length due to the employment of OD grinding. It ensures the structural integrity of such components.
- High-Volume Production Needs: When manufacturers run high-volume product lines, OD grinding can guarantee every component fulfills exact specifications for dimensional requirements and quality surface. It provides the essential consistency required when manufacturing numerous parts for automobile assembly operations.
How CNC Grinding Services Enhance ID & OD Grinding Precision with Prolean Tech
Prolean Tech Grinding Machining Service
Prolean Tech is dedicated to providing advanced CNC grinding service for OEM components such as rods along with shafts, cylinder liners, and additional essential parts throughout the nation.
Our facility holds state-of-the-art technology to execute multiple grinding processes, such as fine grinding, OD grinding, high-speed grinding, wet grinding, multiple-diameter grinding, stepped grinding, precision grinding, etc.
Our CNC Grinding Capabilities:
- Our high-precision OD grinding systems allow the accomplishment of surface finishes between 6-8 Ra and achieve tolerances within +0.0002″.
- We can grind pieces with dimensions reaching 59 inches in length and 11.8 inches in diameter.
- Our production capabilities include multiple pieces up to 100 units at a time to support small and large order demands.
Quality & Certifications:
Our company maintains ISO 9001:2015 standards to establish quality control processes for parts enduring performance capabilities. We serve aerospace, oil & gas, agriculture, transportation, military, power generation, and semiconductor manufacturing sectors. So, for any custom request, reach out to our sales team and get value-added service for your projects.
FAQ’s
Q1: What is ID and OD grinding?
ID (Internal Diameter) grinding grins the inner surface of tubes, rings, or holes. OD (External Diameter) grinding grinds the outer surface of cylindrical objects. Both processes achieve precise tolerances and surface finishes.
Q2: What is the difference between ID grinding and OD grinding?
ID grinding mainly applies to the inner diameter of workpieces. While OD grinding targets the outer diameter of cylindrical objects. Both techniques require different setups and tools.
Q3: What are the benefits of using CNC grinding services for ID & OD grinding?
CNC grinding has more precise control and consistency. It improves production speed by minimizing human error. Besides, it can meticulously handle complex designs with high repeatability.
Q4: When should you choose Cylindrical OD Grinding over other methods?
In case when you need round parts with tight tolerance, choose cylindrical OD grinding. It’s ideal for parts with symmetrical outer surfaces and is more efficient for mass production.
Q5: What are the challenges in achieving precision in OD and ID grinding?
Achieving tight tolerances can be difficult because of the high tool wear. Temperature fluctuations can also affect the workpiece and machinery. Therefore, the proper setup and monitoring are required to achieve accuracy.
Q6: How do you ensure high precision in ID & OD Grinding processes?
Use high-quality, well-maintained machines for consistent results. Regularly calibrate tools to maintain accurate results throughout production. Besides, adjust settings and monitor the performance of tools.


0 Comments