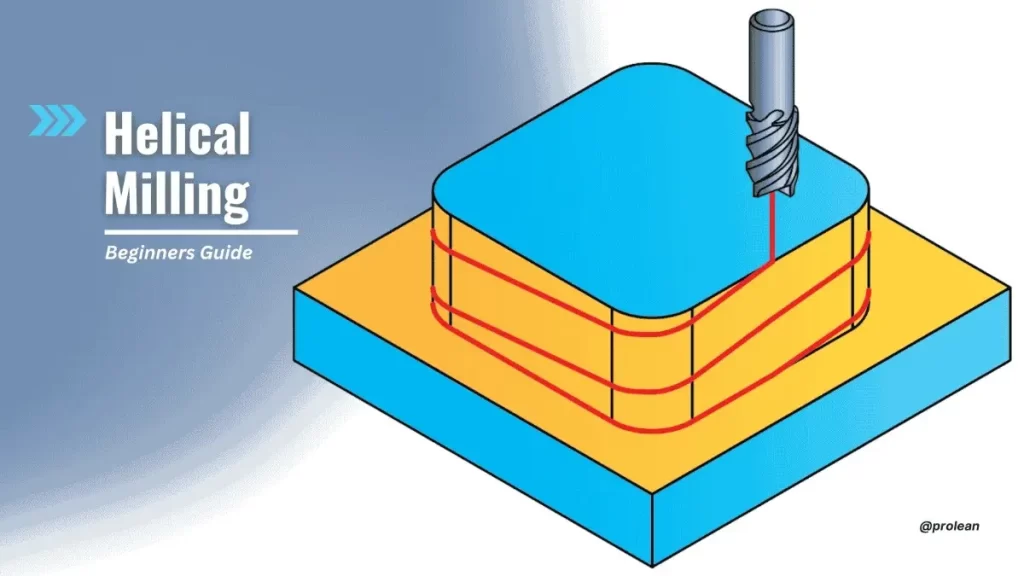
Helical Milling Virtual Illustration
Helical milling uses a tool path that spirals like a spring. The cutting tool moves in a programmed helical motion. This lets you carve out material gradually and cleanly.
Tool choice isn’t just important. It plays a significant role. You’ll usually want a tool 60% to 80% wider than your milling diameter. That includes the helical radius of the part you’re working on. If the tool’s center isn’t cutting, its size directly impacts your tool life.
Let’s talk about the cutting depth of a helical milling cutter. Feed the tool through the Z-axis at about 20% of its diameter. For example, if you’re using a 10 mm tool, the cutting depth should be around 2 mm. But don’t take that number as fixed. You must adjust it based on the material and how aggressive your machining is.
This helical machining guidebook will walk you through all the core aspects of this technique, as well as the pros, cons, and considerations.
What Is Helical Milling?

Helical Milling
If you are performing cutting and drilling, it must be done accurately. A helical milling tool spins a CNC-operated end mill around the part in a continuous spiral movement. Unlike ordinary drills, your tool can simultaneously move in X, Y, and Z.
Helical machining makes sure holes are straight and surfaces retain the proper shapes. Instead of just straight down, you rotate the drill to go through the material precisely. It means you can cut holes with accurate measurements and smooth boundaries, similar to how slot milling and face milling help shape and finish surfaces precisely.
This is the way to go if you are looking for exactness. Moreover, helical CNC milling allows you to control the process, achieve desired results, and offers many options. It is the top choice when simple drilling does not work well.
Technical Factors of Helical Milling
Instead of cutting, you are making precise parts. In this section, we will go through the main technical reasons why helical milling is considered innovative, accurate, and versatile today.
Toolpath Generation
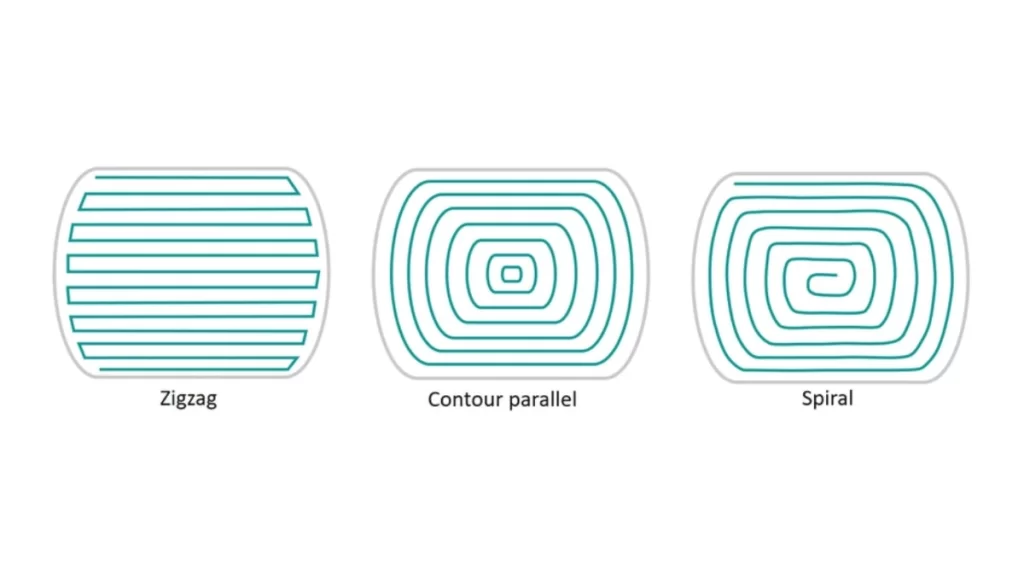
Tool Path Patterns
You use a spiral motion, not a straight down motion, with a helical chamfer mill tool. The cutter moves around in a circular path on the X-Y plane when helical milling. It also slowly descends as it goes down the Z-axis.
There must be close control over this toolpath. For helical milling g code, advanced computer-aided manufacturing (CAM) software, such as Archimedes-style interpolation, will be used to design the motion. It results in perfect lines every time you cut.
Tool Selection

Helical Milling Tool
The wrong tool selection could lead to unsatisfactory outcomes. The optimum cutter size should be 40% to 60% larger than the hole size required. It covers the part’s helical radius as well.
Holes less than 20mm are best drilled with solid carbide tools. When moving to larger jobs, use indexable tools. They stand up to wear better and work consistently.
Chip Evacuation and Cooling

Chip Evacuation
Slicing metal causes heat, which causes chips that reduce tool speed. The tools with many helix angles efficiently push chips up and away from the cutter.
A way to keep the spindle cool is by blowing air or using coolant. These protect the cut and help the tool last longer. You need to use them when facing tough materials and larger holes.
Cutting Parameters
Don’t try to guess your feed rate, but find a way to tune it properly. The feed in the Z-axis for helical milling is about 20% of the cutting depth. The ramp angle you need adjusts with the material you are using.
For harder steels, just make the ramps shallow at 1° to 3°. A softer deck allows you to ride more aggressively. So, choose a ramp angle between 3° and 10°.
Try Prolean Now!
Practical Benefits of Helical Milling
Among various types of milling, helical thread milling offers the best possible solution to make holes in tough materials, flexibly. It improves quality, reduces wear on tools, and saves time. That’s why Industry 4.0 makes manufacturing more innovative and efficient on the shop floor.
Improved Hole Quality and Precision
Helical milling always makes neat and straight holes. With optimal conditions, tolerances can reach IT8-IT9, while IT7 is achievable with high-end systems. and finishes on the surface are often as smooth as 1.25 μm.
The tool moves slowly and cuts in a curved path, reducing the vibration. It matters especially when working with titanium or carbon composites, since achieving good hole straightness and a smooth surface is sometimes tricky.
Lower Heat Generation During Cutting
A helical mill can reduce the heat generated during machining, which is difficult with conventional drilling. Heat is reduced because cutting forces are distributed along the helical path rather than concentrated axially as in drilling.
It helps prevent the tool from overheating, avoiding the workpiece from heat impact. Usually, only a small amount of lubrication is needed. Sometimes none at all, especially in dry machining. It depends on the material being worked on and how deeply the tool cuts.
Less Tool Wear and Lower Cutting Forces
Unlike drilling, the force is distributed along the length of the tool’s cutting edge in helical milling. It reduces the axial load by up to 30% when drilling long and deep holes.
Using the tool with lower stress makes it less likely to break or fail. Reduced tooling costs in the future can be enjoyed if you use this type of tooling for hard or abrasive materials.
More Effective Chip Evacuation
There is room between the tool and the hole wall after helical milling. So, chips break off more easily as the tool cuts.
Appropriate coolant flow or an air blast system will allow you to keep chips out of the cut without blocking it. It helps the cutting tool perform better and keep holes accurate, mainly in deep bores.
Fewer Burrs, Less Deburring
Helical milling takes a slow, winding path that cleanly cuts the material near the drilled hole. So you get less burrs and the blade cuts down the material with greater sharpness.
In most cases, you won’t have to perform secondary deburring, saving time and effort later.
Where You Can Use Helical Milling
Helical milling supports many industries when running unique builds. With one tool setup, you can cut hard materials, keep the parts very accurate, and handle intricate design patterns. Here’s a look at the key industries actively adopting the helical milling formula today:
Automotive

Automotive Milled Parts
Precise bores in engine blocks are produced with helical milling. Special lubricants are required for steering and transmission parts as well.
This method can easily grind on hard alloys and cast materials. The process gives the same results for mass/heavy and small parts. That’s the reason motorsport and specialty vehicle makers make use of it.
Aerospace

Aerospace Milled Product
In the aerospace industry, having good hole quality is fundamental. The helical milling process is applied to cut titanium and CFRP.
Thread milling refers to landing gear, brackets, and engine hardware. Making cuts helps you guarantee people’s safety and the parts’ reliability.
Molds and Dies
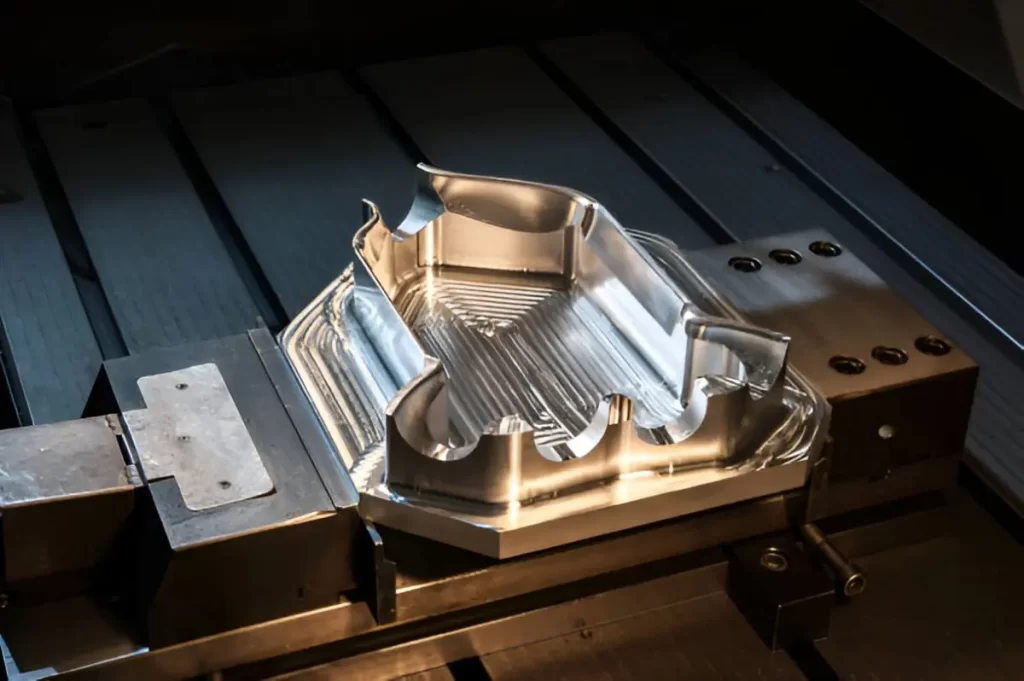
Steel Mold Milling
When the cavity is deep or the slot is narrow, drilling alone is not enough. Mold and die work can be done with milling accuracy because of helical milling.
Complex shapes and surfaces are drawn easily by CAD. It makes secondary finishing and manual rework less necessary. The ability to change tools is almost instantaneous, which ensures you stay productive.
Medical Devices

Medical Millded Component
It is essential to be extremely precise when making medical parts. Helical milling works well for titanium and stainless steel, for example.
It ensures that every finish on medical devices is clean and compatible with the human body. Strict medical rules will be met while validating that you get the fastest and best care.
Thread Milling

Thread Milling
You don’t need various specific tools for different threads. You can cut threads of any size or profile using helical milling.
It perfectly works whether the material being cut is internal or external, without requiring the swapping of tools. You can do the job accurately and consistently with these special materials.
See Also: Thread Milling vs. Tapping
Try Prolean Now!
Challenges and Considerations in Helical Milling
Helical milling offers accuracy and adaptability. Yet, similar to any process, it has a couple of drawbacks. Some challenges must be managed to get dependable results when the materials are tricky or the required tolerances are narrow.
Programming Complications
This is not only meant for running a standard process. A helical milling operation depends on 3-axis control in the X, Y, and Z directions.
So, CNC programming is more complicated than programming for simple drilling. It is essential to correctly set the spiral paths, feed rate, and ramp angles. Even though CAM software exists, setting up the machine takes sufficient time.
Tool Deflection
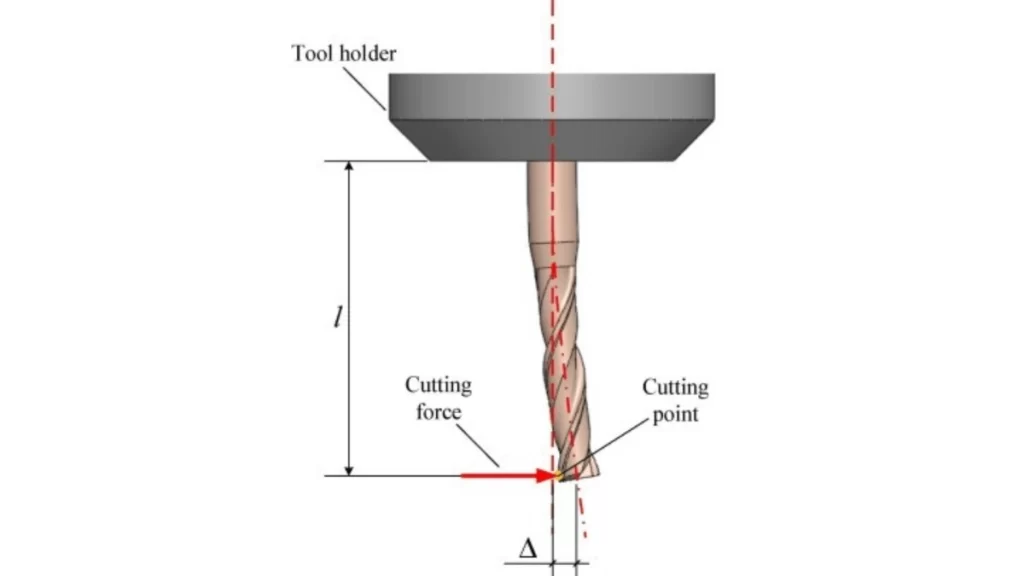
Tool Deflection
Always watch for tool deflection on extended, thin cutters. Running a tool with high feed and cutting through a deep hole leads to more deflection.
It could result in hearing chatter, leaving rough surfaces, and making incorrectly sized holes. Minimize deflection by using short/fluted tools with a low L:D ratio (<4:1) and optimizing feed rates. Usually, these requirements apply when working with titanium or tough materials.
Machine Requirements
Not all machines can run helical milling properly. You should get a CNC machine that allows multiple axes to be moved simultaneously.
Things must be done the same way all the time. Poorly built machines cannot maintain precision while cutting and controlling the tool’s moves. Check what your machine is capable of before adding this step.
Material Limitations
It is effective for many materials, but not all materials. Titanium’s low thermal conductivity concentrates heat at the cutting edge, accelerating tool wear through adhesion and diffusion mechanisms.
You must change the speeds, feeds, and coolant strategies as required. Limited maintenance means tools lose their sharpness, and precision is affected. The materials you select have a greater effect than you may imagine.
Best Practices for Helical Milling
Successful helical milling depends on the operator’s training and how well your parameters are tuned. Here are some ways to maintain a smooth and consistent method.
Tool Maintenance
Wiping your tools clean at the end of each run is very important. Precise cuts may be spoiled by chips and coolant deposits on the tool.
Make it a habit to look after your tools for wear and tear, corrosion, or sharpening now and then. Take out old tools or resharpen them. So the part quality is not affected. As a result, your finishes are nice and even, and your final tolerances are precise.
Parameter Optimization
You have to change the settings depending on your part requirements. You must adjust the feed per tooth, helix angle, and depth.
A good combination is a 30° helix and a 0.15 mm/turn feed rate. Remember to set up the cutting process based on the type of material and the tool you use. Try to make changes, test the results, and confirm them when dealing with tough alloys.
Training and Improvement
Skilled workers are needed, apart from having the right equipment. Teach your team how to use programming and toolpath adjustment.
They must quickly recognize chatter, tool wear, and feed problems. A chance to work on real projects allows you to deal with real issues before they become problems.
To Conclude
Helical Milling stands out for a reason. It handles complex holes, reduces cutting forces, and improves surface finish while extending tool life. You get cleaner cuts and greater control, especially in high-precision, high-demand applications.
If your project needs accurate custom milling with reliable results, Prolean Tech is always ready to help. Reach out anytime; we’re here to support your production goals.
FAQ’s
Q1: What is helical milling in CNC machining?
Helical milling involves a cutting tool that moves in a spiral while slowly going down into the material. It makes holes or shapes with good accuracy and smooth surfaces. The CNC machine moves the tool in three directions at the same time.
Q2: What is the difference between Helical Milling vs Drilling?
Drilling pushes the tool straight down to make a hole. On the other hand, helical milling moves the tool in a spiral path. It helps make cleaner and more precise holes. Moreover, it reduces heat and tool wear compared to drilling.
Q3: What are the advantages of helical milling over traditional drilling?
Helical milling causes less wear on the tool and cuts more smoothly. It makes better quality holes with less vibration and fewer burrs. Plus, it works for different hole sizes and shapes without changing tools.
Q4: How does helical milling work on a CNC machine?
The CNC machine moves the tool in a round, spiral path while lowering it slowly. This makes a hole or shape by cutting bit by bit. The route is planned carefully using special software.
Q5: What materials are best suited for helical milling?
Helical milling works well with tough materials like hardened steels, titanium, and composites, as well as softer alloys. It’s best for materials where too much heat can cause problems. Very hard and tricky materials might need extra care.
Q6: Can helical milling be used for large-diameter holes?
Yes, it can make big holes by using bigger tools. Special tools that can be changed easily are better for huge holes. This saves time and tools.
Q7: How can I reduce tool wear in helical milling?
Use the right speed and depth when cutting. Keep the tool cool with coolant or air to stop overheating. Clean and sharpen your tools regularly.
Q8: When should I choose helical milling instead of drilling?
Pick helical milling when you need very accurate holes or smooth finishes. It’s suitable for hard materials and complex hole shapes. Drilling works fine for simple, quick holes.
Q9: What is the advantage of a helical tooth cutter over a straight tooth cutter for slab milling?
A helical tooth cutter cuts smoother and causes less vibration than a straight tooth cutter. This means better surface finish and longer tool life. It spreads the cutting force more evenly.


0 Comments